Изобретение относится к обработке металлов давлением и может быть использовано при производстве листовых гофрированных профилей типа "кровельная черепица" методом холодной листовой штамповки.
Листовые гофрированные профили изготавливают, в основном, двумя способами: профилированием на специальных станах либо холодной штамповкой. При профилировании на специальных станах представляется затруднительным получение коротких (длиной до 1 м) профилей, так как затем прокат необходимо подвергнуть дополнительной резке на мерные длины. Сортамент листовых штампованных профилей весьма обширен и включает, например, металлочерепицу, применяемую в качестве кровли зданий и сооружений. Металлочерепица может изготавливаться из листовой стали с различными покрытиями (например, оцинкованной).
Известен листовой гофрированный профиль с волнистыми продольными гофрами, у которого выполнены боковые разнонаправленные отбортовки определенной высоты (см. пат. РФ 1750780, кл. B 21 D 5/06, 1992).
Недостатками этого профиля являются относительно большая длина и малая поперечная жесткость, что приводит, к излишнему расходу металла при его использовании для покрытия крыш.
Наиболее близким аналогом к заявляемому объекту является листовой гофрированный профиль для специальных сооружений 696 х 172 х 4 мм, приведенный в [1].
Этот профиль содержит равноудаленные друг от друга гофры, поперечное сечение которых выполнено дугами сопряженных окружностей и характеризуется неравенством величин радиусов отдельных дуг.
Недостатком этого профиля является его малая поперечная жесткость и относительно большая толщина, что делает нецелесообразным его использование в качестве кровельного покрытия.
Действительно, наличие только продольных дугообразных гофр не обеспечивает достаточной жесткости профиля в поперечном направлении, в результате чего возможен его прогиб даже при относительно небольших нагрузках (в особенности, при малых - до 1 мм толщинах металла), вызывающий нарушение герметичности "стыковки" профилей, что недопустимо для кровельного покрытия.
Технической задачей изобретения является улучшение эксплуатационных характеристик кровельного профиля и уменьшение расхода металла при его изготовлении.
Для решения этой задачи у листового гофрированного профиля, выполненного из стали толщиной 0,5 oC 1,0 мм с пределом прочности σв ≤ 400 МПа, содержащего равномерно расположенные по ширине листа продольные гофры, поперечное сечение которых ограничено образующей в виде сопряженных дуг окружностей, центры которых расположены по обе стороны от образующей, дополнительно выполнены сопряженные по радиусу с горизонтальной поверхностью профиля плоские однонаправленные уступы, расположенные по нормали относительно продольных осей гофр, наклоненные к горизонтальной плоскости под углом 60 - 85o и имеющие переменную в плоскости уступов высоту, минимальное значение которой  , где S - толщина профиля, мм; δ5 - величина относительного удлинения стали, %, при этом радиусы сопряжения уступов с горизонтальной поверхностью равны R = (0,5 oC 0,8)(S + h), а образующие, ограничивающие поперечное сечение гофр, выполнены в виде дуг равных радиусов.
, где S - толщина профиля, мм; δ5 - величина относительного удлинения стали, %, при этом радиусы сопряжения уступов с горизонтальной поверхностью равны R = (0,5 oC 0,8)(S + h), а образующие, ограничивающие поперечное сечение гофр, выполнены в виде дуг равных радиусов.
Сущность технического решения заключается в увеличении поперечной жесткости (способности противостоять изгибу) гофрированного профиля за счет создания на нем поперечных уступов оптимальных для конкретной стали, конфигурации и размеров, что делает возможным уменьшение толщины профиля без ухудшения его эксплуатационных качеств.
Все вышеприведенные математические зависимости получены в результате обработки опытных данных и являются эмпирическими.
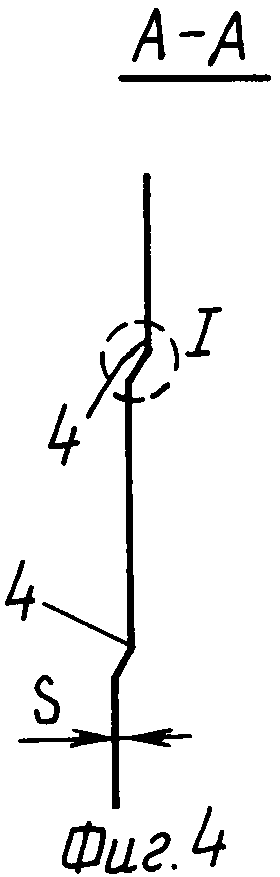
Так как предлагаемый профиль изготавливается холодной штамповкой за одну операцию, то наличие криволинейной (с гофрами) поверхности обуславливает получение поперечных уступов переменной в плоскости уступа высоты: на вершине и участках между гофрами (в сечении А-А - см. фиг 1) она будет максимальной (h1), на наклонных поверхностях - минимальной (h) и тем меньше, чем больше крутизна этих поверхностей (при вертикальном движении штампующего инструмента).
При этом на участках профиля с минимальной высотой уступа, изгибаемого в противоположных направлениях, возникают максимальные растягивающие напряжения, которые при недостаточной высоте (h) уступа и малых радиусах его изгиба (для конкретной листовой заготовки) неизбежно приведут к трещинообразованию при штамповке или в процессе эксплуатации профиля. Очевидно, что эти напряжения при штамповке будет зависеть и от величины угла α наклона плоскости уступа к горизонтали (увеличиваются с ростом этого угла).
Кроме того, так как поперечный уступ профиля несет и другую (кроме упрочнения) функцию: создание упора для укладываемых "внахлест" вышележащих листов наклонной кровли, то величины h и α должны обеспечивать необходимую сопротивляемость такого упора. При этом необходимо отметить, что слишком большая высота уступов вызывает перерасход металла.
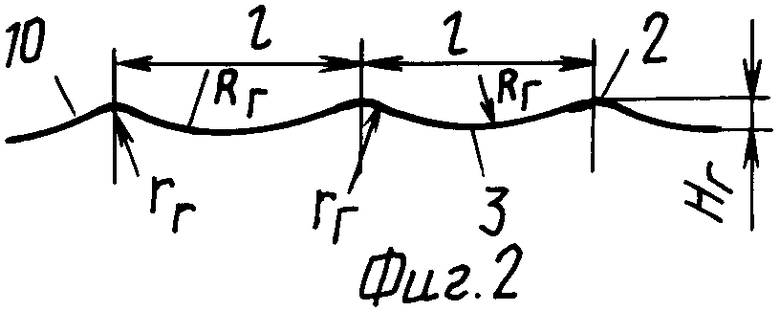
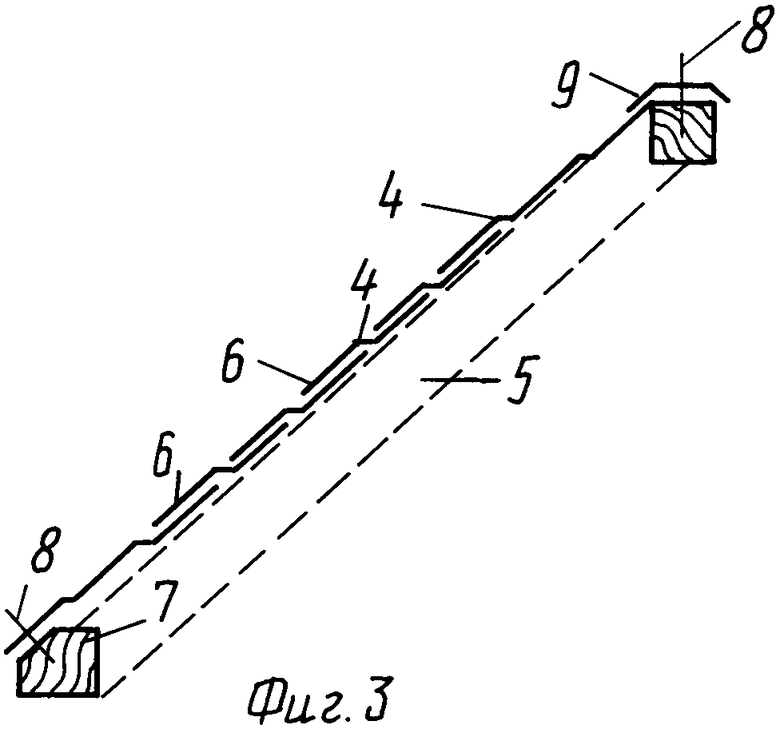
Предлагаемый листовой гофрированный профиль (металлочерепица) показан на фиг. 1, 2, а вариант его укладки на скате кровли - на фиг. 3 (гофры у профилей не показаны); на фиг. 4, 5 - разрез по А-А на фиг. 2.
Гофрированный профиль толщиной S содержит гофры 1 (фиг. 1), расположенные на расстоянии l друг от друга, вершины 2 которых выполнены дугами радиуса rr, а основания 3 - дугами радиуса Rr > rr сопряженных окружностей; высота (глубина) гофров Hr. Нормально к продольным осям У-У гофр выполнены плоские однонаправленные уступы 4 с переменной в их плоскостях высотой, минимальная величина которой  (см. выше), а плоскости уступов наклонены к горизонтали под углом α = 60ooC 85o, причем радиусы их изгиба R = (0,5 oC 0,8) • (S + h). Расстояние L между уступами выбирается из конструктивных соображений. Минимальное количество уступов может быть равно 1. В нашем случае количество уступов = 2.
(см. выше), а плоскости уступов наклонены к горизонтали под углом α = 60ooC 85o, причем радиусы их изгиба R = (0,5 oC 0,8) • (S + h). Расстояние L между уступами выбирается из конструктивных соображений. Минимальное количество уступов может быть равно 1. В нашем случае количество уступов = 2.
Профили укладываются на наклонных брусьях 5 (фиг. 2) кровли внахлест, с упором их концов 6 в уступы 4, в результате чего достаточно закрепить на нижнем продольном брусе 7 крыши гвоздями 8 только концы нижних листов. Самые верхние же концы листов можно расположить под коньком 9 крыши. Герметичность продольной стыковки листов кровли обеспечивается дугообразными околокромочными участками 10 профилей.
Испытания заявляемого профиля в производственных условиях показали, что наличие поперечных уступов на гофрированной "металлочерепице", изготовленной из стали толщиной 0,5 oC 1,0 мм с σв ≤ 400 МПа, повышает ее несущую способность на 15 oC 25%.
Увеличение угла сверх 85o вызывало затруднения при штамповке профилей, а его уменьшение ниже величины 60o приводило в отдельных случаях к нарушениям целостности кровли (что отмечалось и при величинах h менее рекомендуемых - см. выше). При величинах радиусов изгиба R, меньших рекомендуемых, до 15% профилей при холодной штамповке и эксплуатации имели трещины, а слишком большие R приводили к уменьшению несущей способности профилей на 5 oC 7%, а в отдельных случаях к "соскальзыванию" листов кровли.
Таким образом, опытная проверка заявляемого объекта подтвердила его приемлемость для решения поставленной задачи.
Экономическая эффективность от использования изобретения заключается в возможности уменьшения расхода металла на изготовление кровли на 20 oC 30%% (за счет утонения профиля) и снижения трудозатрат (устранение необходимости крепления гвоздями каждого листа "черепицы"), что по данным производства снижает стоимость кровли не менее чем на 40%.
Пример. Листовой гофрированный профиль из стали 0,8кп толщиной 0,8 мм с δ5 = 45% (0,45) и σв = 320 МПа содержит три гофра, сечения которых выполнено в виде сопряженных дуг радиусами Rr = 200 мм (см. фиг. 1) и rr = 40 мм.
Нормально продольным осям гофр на профиле выполнены два плоских уступа с  . Величины α = 70o, r = 0,7h = 0,7 • 10 = 7 мм.
. Величины α = 70o, r = 0,7h = 0,7 • 10 = 7 мм.
Другие параметры профиля: Ln = 530 мм; Bn = 490 мм; L = 350 мм; l = 185 мм; Hr = 20 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГНУТЫЙ ЛИСТОВОЙ ПРОФИЛЬ | 1996 |
|
RU2116151C1 |
| ЛИСТОВОЙ ГОФРИРОВАННЫЙ ПРОФИЛЬ | 2004 |
|
RU2281177C1 |
| ЛИНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА МЕТАЛЛОЧЕРЕПИЦЫ | 2008 |
|
RU2378071C2 |
| СТАЛЬНАЯ ПАНЕЛЬ-КАССЕТА | 2006 |
|
RU2332275C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| ПАНЕЛЬ ПОЭЛЕМЕНТНОЙ СБОРКИ С ФАЛЬЦЕВЫМ ПОКРЫТИЕМ | 2015 |
|
RU2576266C1 |
| Листовой гофрированный профиль | 1991 |
|
SU1750780A1 |
| СПОСОБ ДОКТОРОВА М.Е. И ПУНИНА В.И. ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2137566C1 |
| СПОСОБ ПОШТУЧНОГО ПРОФИЛИРОВАНИЯ ПОЛУКРУГЛЫХ ГОФР НА ЛИСТЕ | 1991 |
|
RU2008115C1 |
| ГЛУШИТЕЛЬ | 2001 |
|
RU2184856C1 |

Использование: изобретение относится к обработке металлов давлением, в частности к производству листовых гофрированных профилей методом колодной штамповки. Листовой гофрированный профиль из стали толщиной 0,54 oC 1,0 мм с σb ≤ 400 МПа содержит равноудаленные друг от друга гофры, поперечное сечение которых выполнено дугами сопряженных окружностей, причем на профиле выполнены плоские однонаправленные уступы, нормальные продольным осям гофр, наклоненные к горизонтали под углом 60 oC 85o, и с переменной по величине высотой в плоскости уступа, минимальное значение которой  где S - толщина профиля; δ5 - величина относительного удлинения стали, при этом радиусы закруглений уступов R = (0,5 + 0,8) (S + h), а гофры выполнены дугами равных радиусов. 1 з.п. ф-лы, 5 ил.
где S - толщина профиля; δ5 - величина относительного удлинения стали, при этом радиусы закруглений уступов R = (0,5 + 0,8) (S + h), а гофры выполнены дугами равных радиусов. 1 з.п. ф-лы, 5 ил.
 ,
,
где S - толщина профиля, мм;
δ5 - величина относительного удлинения стали, %,
при этом радиусы сопряжения уступов с горизонтальной поверхностью равны R = (0,5 oC 0,8) (S + h).
| Тришевский И.С | |||
| Гнутые профили проката, - М.: Металлургия, 1980, с | |||
| Прибор для измерения силы звука | 1920 |
|
SU218A1 |
