Изобретение относится к текстильной промышленности и предназначено для обеспечения направленного движения потока разрозненных элементарных волокон хлопка, шерсти, штапелированных льняных и искусственных волокон к пряжеформирующим узлам технических решений (машин, аппаратов, агрегатов) бескольцевого прядения, на которых пневмомеханическим и пневматическим методами вырабатывают как одиночную, так и армированную пряжу.
Основу пневмомеханического и пневматического методов прядения составляет принцип разделения волокнистой ленты на элементарные волокна.
Особенностью пневмомеханического метода прядения является факт группирования разрозненных волокон в мычку и за счет вращения пряжеформирующего узла скручивания ее в пряжу. При прядении армированной пряжи разрозненные волокна группируют в мычку с одновременным расположением в ее середине сердечникового (стержневого) продукта. За счет вращения пряжеформирующего узла мычка скручивается, образуя вокруг сердечника (искусственная нить, проволока) наружный волокнистый слой, имеющий действительную крутку.
Особенностью пневматического метода прядения является факт сосредотачивания элементарных волокон вращающимся воздушным потоком в комплекс и скручивания его в пряжу. При прядении армированной пряжи волокнистый комплекс обвивает сердечниковый продукт, создавая его волокнистый наружный слой.
Известный корпус расчесывающего барабанчика бескольцевого прядения, в котором прямолинейный плоский участок кольцевой полости, имея некоторое удаление от этой полости, берет свое начало от зоны схода волокон с расчесывающего барабанчика через дугообразный значительной кривизны и незначительной длины промежуток [1].
Такое расположение канала схода волокон с расчесывающего барабанчика и начала прямолинейного участка кольцевой полости не позволяет за счет вращения расчесывающей гарнитуры волокнам приобрести дополнительную скорость их движения к пряжеформирующему узлу. Наоборот, они получают снижение приобретаемой скорости за счет трения о прямолинейную плоскую поверхность. А это, в свою очередь, вынуждает повышать аэродинамические качества пряжеформирующих узлов.
Наиболее близким к заявленному корпусу является известный корпус расчесывающего барабанчика бескольцевого прядения, выполненный разъемным по диаметральной плоскости и содержащий задний полуцилиндр с окном для поступления волокнистой ленты, лицевой полуцилиндр, кольцевые выступы лабиринтного уплотнения и выполненный отдельным соединенным с лицевым полуцилиндром кожухом канал направленного движения волокон с внутренней полостью конусообразной формы, входным отверстием прямоугольной формы и радиально-хордовым выходным отверстием [2].
Однако данная конструкция не устраняет указанные выше недостатки и не обеспечивает необходимые эксплуатационные качества.
Задача изобретения - усовершенствование корпуса расчесывающего барабанчика бескольцевого прядения для получения технического результата, состоящего в повышении эксплуатационных качеств технических решений бескольцевого прядения за счет упрощения перевода прядильного оборудования с выработки одиночной пряжи на прядение армированной пряжи, создания максимальной зоны контактирования волокон с вращающейся расчесывающей гарнитурой, снижения частоты ее вращения и уменьшения повреждаемости волокон.
Этот технический результат в корпусе расчесывающего барабанчика бескольцевого прядения, выполненном разъемным по диаметральной плоскости и содержащем задний полуцилиндр с окном для поступления волокнистой ленты, лицевой полуцилиндр, кольцевые выступы лабиринтного уплотнения и выполненный отдельным соединенным с лицевым полуцилиндром кожухом канал направленного движения волокон с внутренней полостью конусообразной формы, входным отверстием прямоугольной формы и радиально-хордовым выходным отверстием, достигается тем, что он содержит торцевые крышки, состоящие из двух полуколец, а кожух соединен с лицевым полуцилиндром по плоскости, параллельной плоскости разъема корпуса, и имеет выполненную по эвольвентной кривой плоскую поверхность для плавного перехода от начала окна лицевого полуцилиндра до входного отверстия канала направленного движения волокон.
Хордовая поверхность по длине канала в его внутренней полости выполнена плоской с плавным переходом в выполненную по эвольвентной кривой плоскую поверхность, расположена параллельно плоскости разъема корпуса и имеет клиновидную форму.
Во внутреннюю конусообразную полость канала по его длине со стороны хордовой поверхности вмонтирована прямолинейная пазообразная вставка.
Боковые наружные и внутренние поверхности пазообразной вставки параллельны между собой и перпендикулярны плоской хордовой поверхности.
Продольные торцевые наружная и внутренняя поверхности пазообразной вставки параллельны плоскости разъема корпуса.
Пазообразная вставка смонтирована во внутреннюю полость канала на глубину обеспечения своей внутренней пазообразной полостью прохода сердечниковому продукту через центр радиальной зоны выходного отверстия канала параллельно плоскости разъема корпуса.
Окно лицевого полуцилиндра для выхода волокон в зону полости кожуха канала расположено между входным отверстием конусообразного канала и началом отхода выполненной по эвольвентной кривой поверхности от цилиндрической формы корпуса.
Начало отхода выполненной по эвольвентной кривой поверхности от цилиндрической формы корпуса расположено от плоскости разъема корпуса по ходу движения волокон на расстоянии длины дуги более 45o.
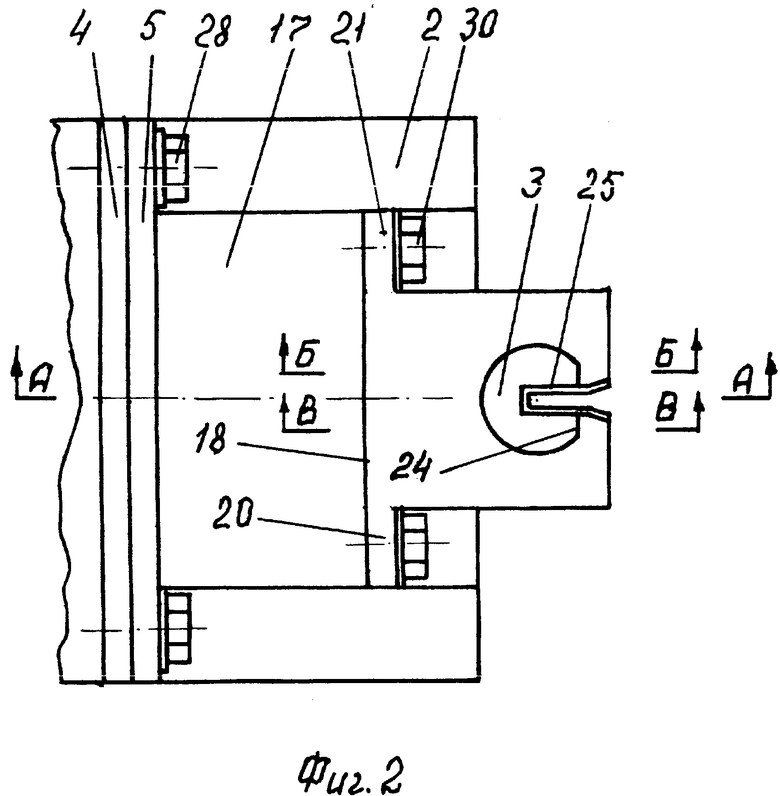
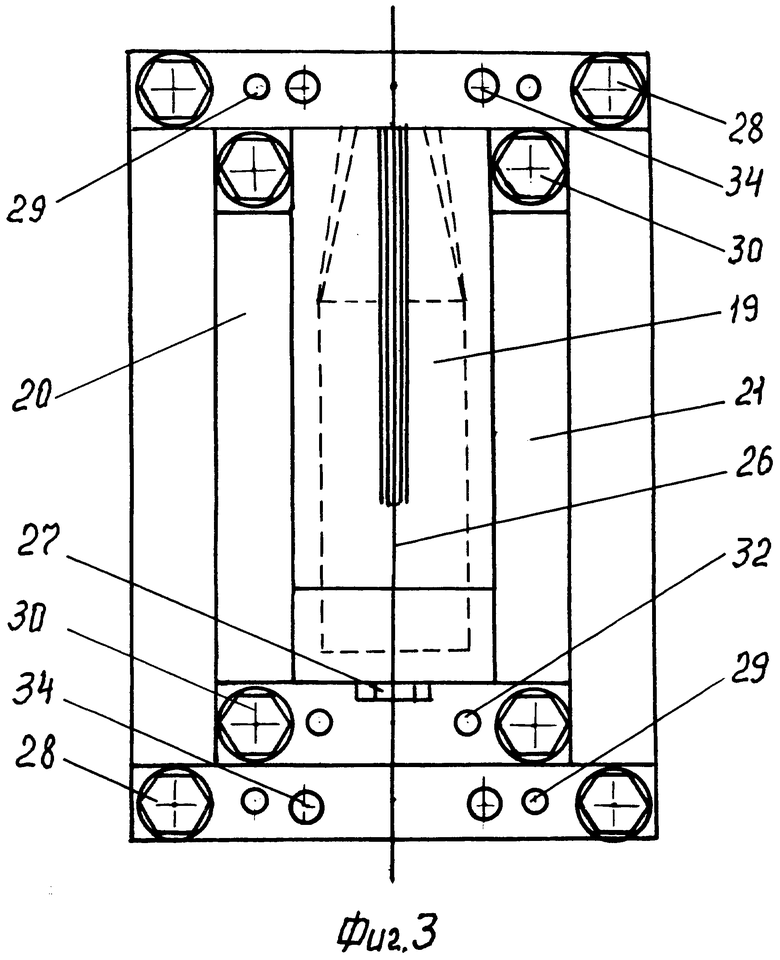
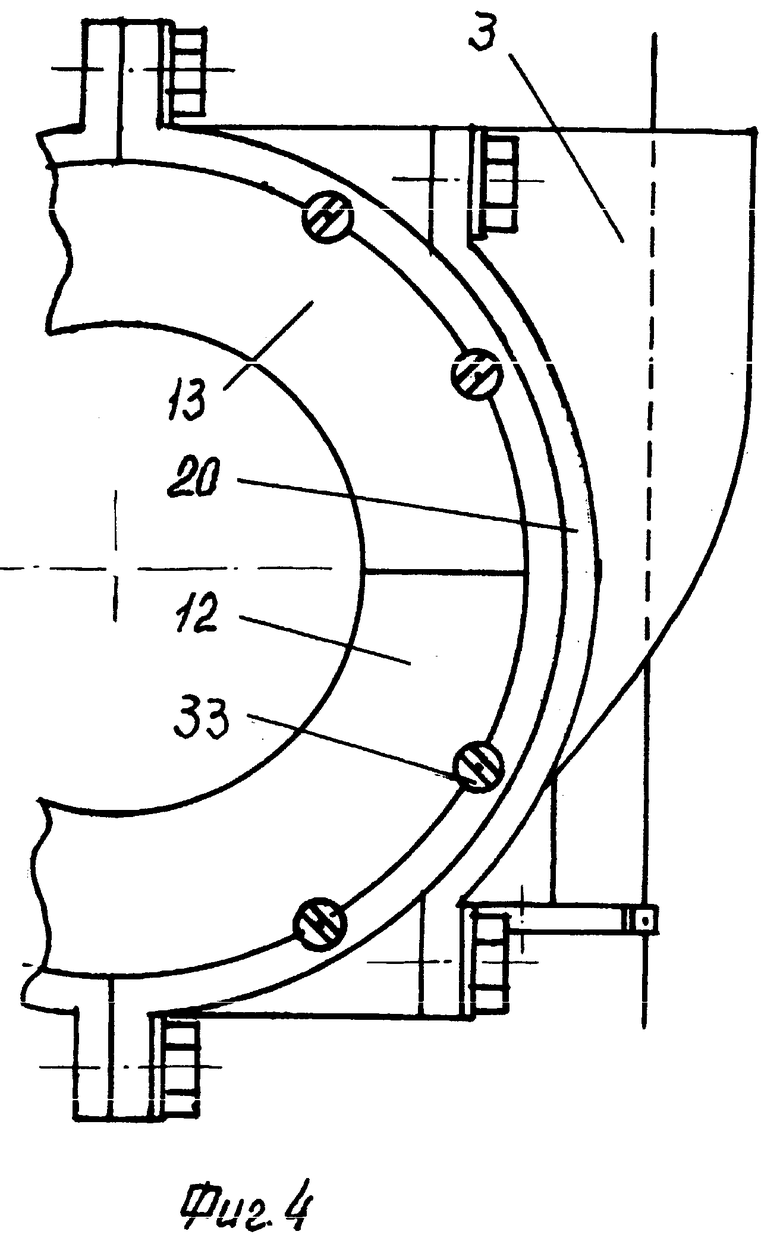
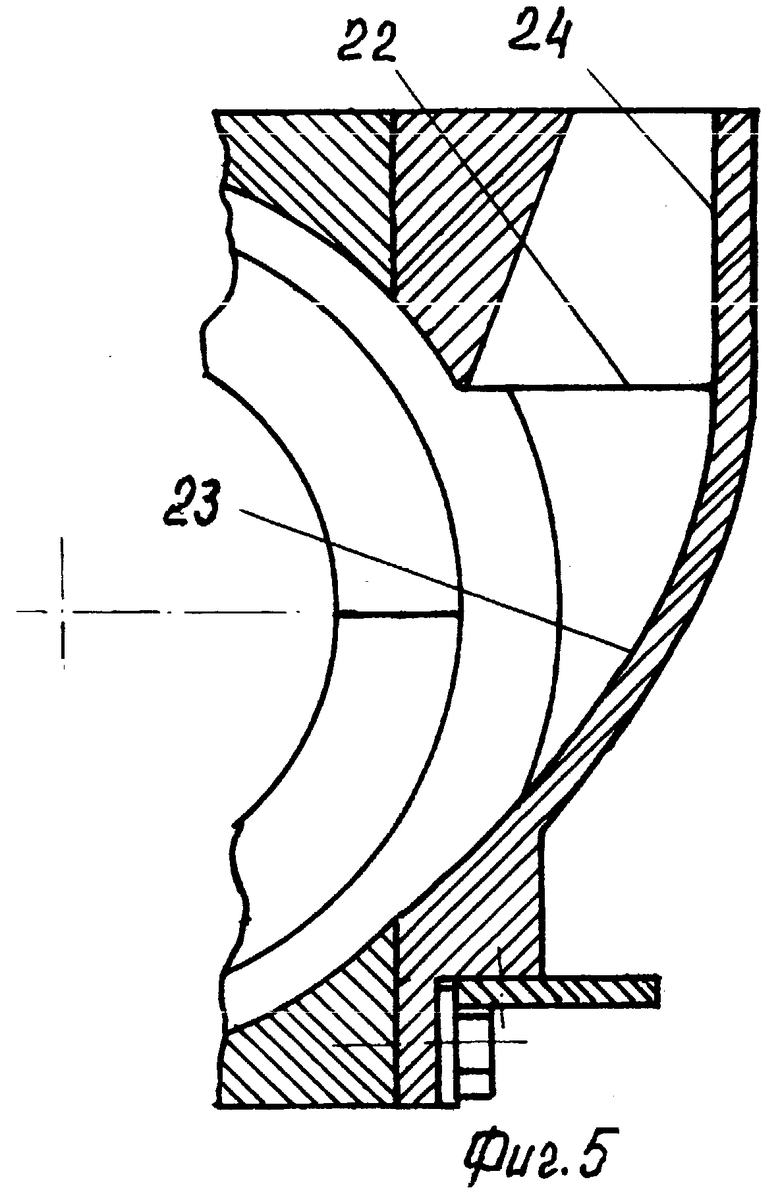
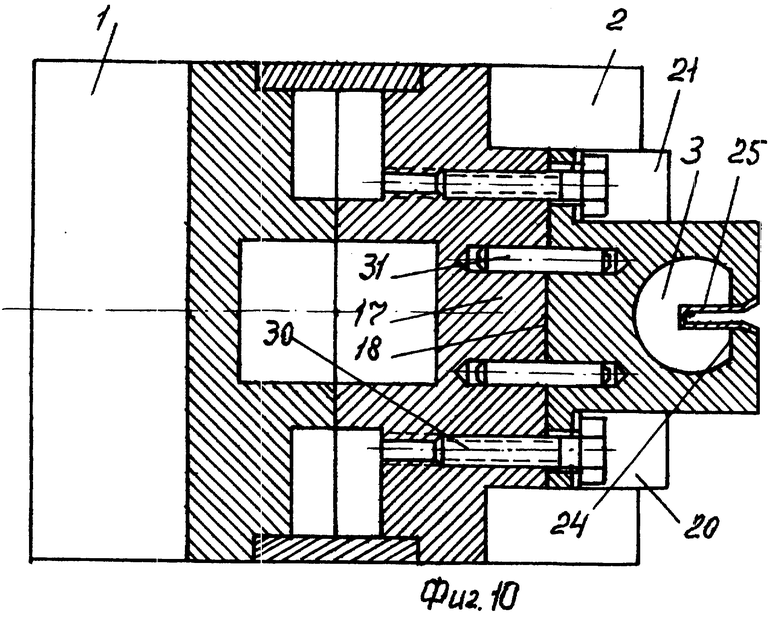
На фиг. 1 показан разрез фиг. 2 (в целом) по А-А; на фиг. 2 - вид фиг. 1 сверху; на фиг. 3 - вид фиг. 1 с лицевой стороны; на фиг. 4 - вид фиг. 3 сбоку; на фиг. 5 - вид фиг. 3 по Б-Б; на фиг. 6 - вид фиг. 2 по В-В; на фиг. 7 - вид фиг. 1 по Г-Г; на фиг. 8 - вид фиг. 1 по Д-Д; на фиг. 9 - вид фиг. 1 по Е-Е; на фиг. 10 - вид фиг. 1 по Ж-Ж.
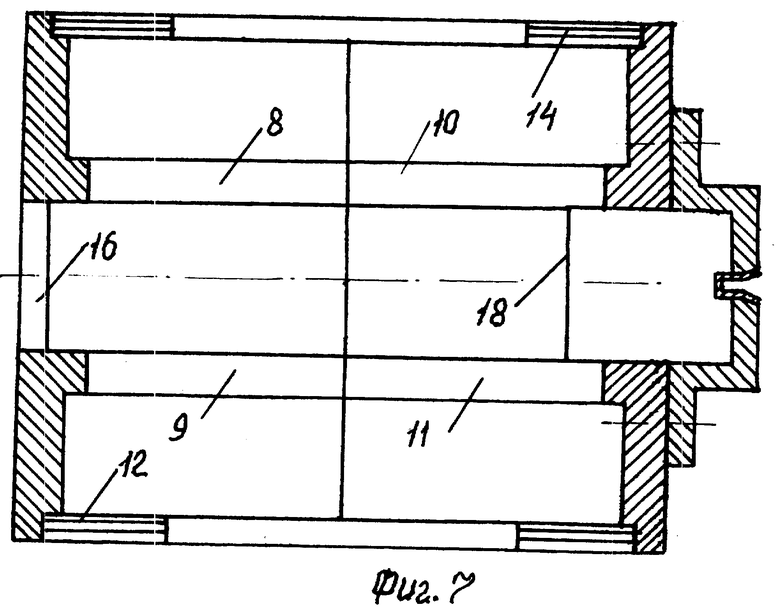
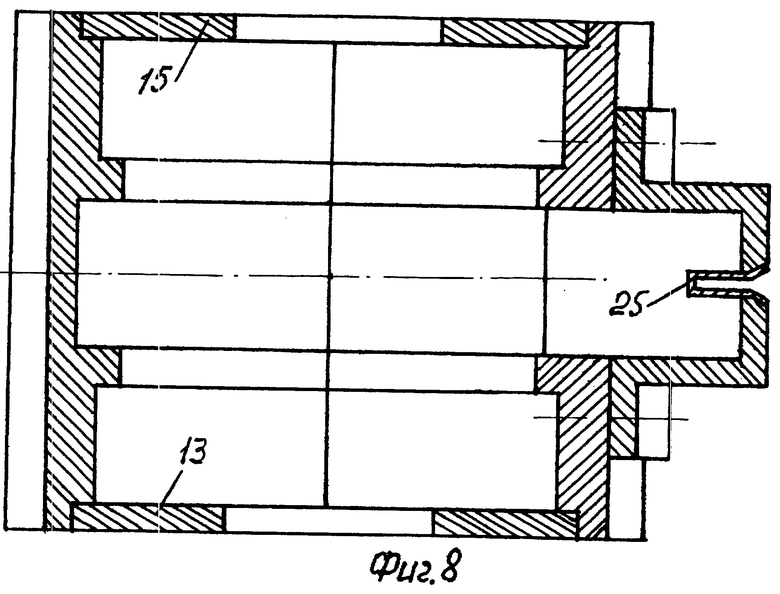
Корпус состоит из двух полуцилиндров, заднего (тыльного), лицевого 2 и кожуха канала 3. Оба полуцилиндра с продольных концов наружных сторон на всю длину имеют прямолинейные выступы 4 - 7 (фиг 1 и 2), а на внутренних поверхностях - по два полукольцевых выступа 8 - 11 (фиг. 1 и 7). С торцев у полуцилиндров проточены полукольцевые угловые канавки (выборки в четверть) для размещения в них являющихся составными частями торцевых крышек корпуса торцевых полуколец 12 - 15 (фиг. 4, 7 и 8).
У полуцилиндра 1 между полукольцевыми выступами 8 и 9 имеется окно 16 для поступления волокнистой ленты на расчесывание до элементарных волокон.
Полуцилиндр 2 для прикрепления к нему кожуха канала 3 имеет базовое основание 17. Плоскость 18 (фиг. 1, 2, 8 и 10), по которой соединяются кожух канала 3 и полуцилиндр 2, параллельна поверхностям соединения его прямолинейных выступов 5, 7, т.е. плоскости, по которой соединяются полуцилиндры корпуса.
Между полукольцевыми выступами 10 и 11 в полуцилиндре 2 (фиг. 1 и 7) выполнено окно 19 сообщения с внутренними полостями полуцилиндра 2 и кожуха канала 3. На фиг. 3 форма окна 19 показана штрихпунктирным прямоугольником.
Полукольцевые внутренние поверхности, находящиеся между полукольцевыми выступами 8 - 11 полуцилиндров 1 и 2, покрыты диэлектрическим слоем, предотвращающим прилипание к указанным поверхностям элементарных волокон за счет их электризации.
Кожух канала 3 с торцевых сторон снабжен прямолинейно-дуговыми полосами 20 и 21 (фиг. 2 и 10). Прямолинейные участки этих полос обеспечивают плотное прилегание кожуха канала 3 к полуцилиндру 2 по плоскости 18, а их дуговые участки - к наружной дугообразной поверхности полуцилиндра.
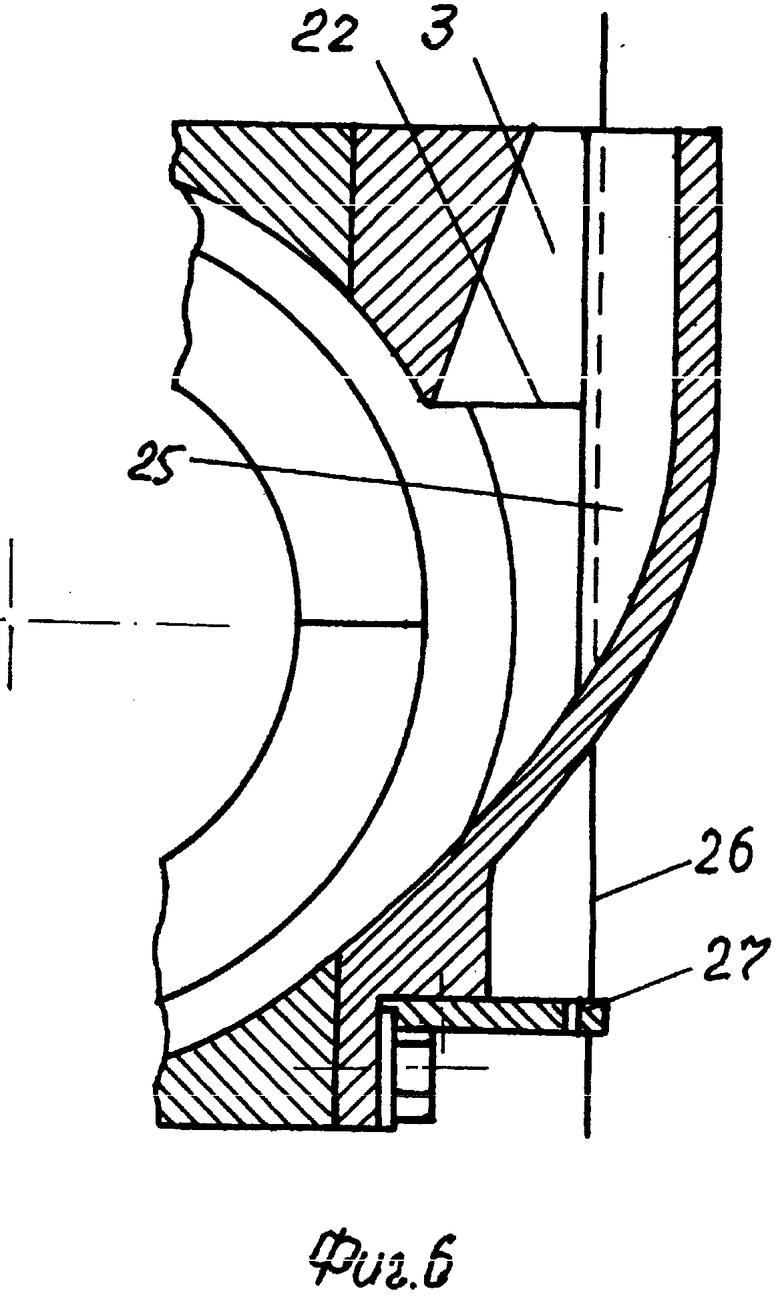
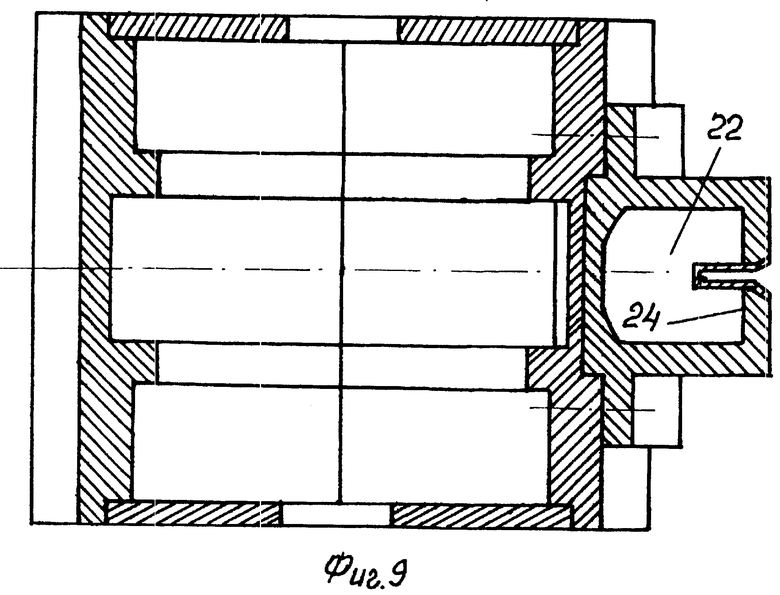
Кожух канала 3 (фиг. 1) до его входного отверстия 22 (фиг. 9) имеет плоскую поверхность 23 (фиг. 7 и 8), выполненную по эвольвентной кривой (фиг. 1, 5, 6).
Эвольвентная плоская поверхность 23 кожуха канала 3 обеспечивает плавный переход от начала окна 19 плоской полукольцевой поверхности полуцилиндра 2, расположенной между его полукольцевыми выступами 10 и 11 (фиг. 7), до входного отверстия 22 канала 3, находящегося над окном 19, над его окончанием, а не в его зоне.
Входное отверстие 22 канала 3 прямолинейной формы с овальными углами. Внутренняя полость канала 3 конусообразная. Форма выходного отверстия канала 3 (фиг. 2) радиально-хордовая. Хордовая плоскость 24 внутренней полости канала 3 до входного отверстия 22 плоская, клиновидная, прямолинейная и параллельна плоскости 18 соединения кожуха канала 3 с полуцилиндром 2, а в результате этого и параллельна плоскости соединения полуцилиндров корпуса.
Во внутреннюю конусообразную полость канала 3 со стороны его хордовой плоской поверхности 24 вмонтирована пазообразная вставка 25 (фиг. 1, 10). Внутренние и наружные боковые поверхности вставки прямолинейны, параллельны между собой и перпендикулярны хордовой поверхности 24. Внутренняя и наружная торцевые поверхности по ее длине, находящиеся во внутренней полости канала, прямолинейны, имеют овальную форму и параллельны плоскости соединения полуцилиндров 1, 2 корпуса. Торцевые продольные наружные кромки пазообразной вставки 25 и ее торцевая часть, входящая в эвольвентную плоскость 23, развальцованы.
Пазообразная вставка 25 во внутреннюю полость канала 3 введена на глубину, чтобы обеспечить по ее внутреннему пазу проход сердечниковому продукту 26 (нить, проволока) через центр радиальной зоны выходного отверстия канала 3 параллельно плоскости разъема полуцилиндров 1 и 2 корпуса расчесывающего барабанчика.
Внутренняя полость кожуха канала, состоящая из внутренней поверхности конусообразного канала, поверхности пазообразной вставки и поверхности эвольвентной образующей, покрыта диэлектрическим слоем.
Со стороны торцевой части пазообразной вставки, входящей в эвольвентную плоскость, на кожухе канала 3 установлен нитепроводник 27.
Сборка корпуса. Полуцилиндры 1 и 2 соединены между собой по диаметральной плоскости за счет наличия у них прямолинейных выступов 4 - 7 болтами 28 с торцевых сторон. Требуемая точность соединения достигается посредством штифтов 29 (фиг. 3).
Соединенные встык полукольцевые выступы соответственно 8, 10 и 9, 11 образовали во внутренней поверхности корпуса кольцевые выступы, а между ними - кольцевую поверхность.
Закрепление пазообразной вставки 25 в кожухе канала 3 сделано, например, посредством пайки. Швы соединения с внутренней и наружной сторон зачищены.
Кожух канала 3 к корпусу расчесывающего барабанчика к его плоскости 18 прикреплен болтами 30. Точность соединения обеспечена шифтами 31 и 32 (фиг. 3, 10).
Совмещенные по диаметру в шпунт торцевые полукольца соответственно 12, 13 и 14, 15, образовавшие торцевые крышки корпуса, закрепленные в его торцах винтами 33 (фиг. 4). С помощью этих торцевых крышек достигается требуемый зазор между пильчатой или игольчатой гарнитурой расчесывающего барабанчика (не показано) и внутренней плоской кольцевой поверхностью, расположенной между кольцевыми выступами лабиринтного уплотнения корпуса.
Оптимальное размещение корпуса по длине расчесывающего барабанчика достигается при фиксировании корпуса в техническом решении бескольцевого прядения посредством болтового соединения, для которого в корпусе предусмотрены отверстия 34 (фиг. 3).
Работа корпуса. Рассматривается вариант бескольцевого прядения армированной пряжи.
Сердечниковый продукт 26 с лицевой стороны корпуса вводится во внутреннюю полость пазообразной вставки 25 и посредством нитепроводника 27 и пряжеформирующей камеры (не показана) принимает положение, параллельное плоскости разъема корпуса, и при поступательном движении проходит через центр радиальной зоны выходного отверстия канала 3.
Волокнистый продукт, поступивший через окно 16 на расчесывание гарнитурой вращающегося барабанчика (не показан) расчесывается на элементарные волокна, доставляется ею к окну 19, в зону освобождения их от нее. Освобождение (сход с расчесывающей гарнитуры) элементарных волокон протекает за счет центробежных сил, приобретенных в период движения их с расчесывающей гарнитурой по кольцеобразной полости, расположенной между кольцевыми выступами лабиринтного уплотнения. Возможен при необходимости дополнительный поддув волокон воздухом из внутренней полости расчесывающего барабанчика.
Начало зоны освобождения элементарных волокон от расчесывающей гарнитуры барабанчика совпадает с началом выходного окна 19 полуцилиндра 2, началом отхода эвольвентной поверхности 23 от цилиндрической части корпуса и расположено от диаметральной плоскости разъема корпуса по ходу движения волокна на расстоянии дуги МН кольцевой поверхности длиной больше 45o.
Освободившись от расчесывающей гарнитуры, элементарные волокна, доходя и не доходя до плоской внутренней эвольвентной поверхности 23, проходя мимо наружных продольных торцевой и боковых поверхностей пазообразной вставки 25, поступают во входное отверстие 22 канала 3, в его конусообразную полость и в выходное радиально-хордовое отверстие.
Клиновидность, прямолинейность хордовой плоскости канала 3, ее параллельность диаметральной плоскости разъема корпуса, конусообразная форма внутренней полости канала, наличие в ней пазообразной вставки обеспечивают требуемое направление движения элементарных волокон в пряжеформирующую камеру (не показана), не касаясь в канале 3 сердечникового продукта.
Данная конструкция корпуса позволяет улучшить эксплуатационные качества оборудования для бескольцевого прядения в части протекания технологического процесса и обслуживания.
Корпус расчесывающего барабанчика бескольцевого прядения предназначен для обеспечения направленного движения потока разрозненных элементарных волокон к пряжеформирующим устройствам бескольцевого прядения. Канал направленного движения волокнистого потока выполнен отдельным кожухом, имеющим выполненную по эвольвентной кривой плоскую поверхность. Форма канала конусообразная, а его входное отверстие - прямоугольное, выходное - радиально-хордовое. Хордовая внутренняя поверхность канала прямолинейна. Через нее во внутреннюю полость канала вмонтирована пазообразная вставка, обеспечивающая сердечниковому продукту движение через центр радиальной зоны выходного отверстия параллельно плоскости разъема корпуса. Данная конструкция корпуса обеспечивает улучшение эксплуатационных качеств технических решений бескольцевого прядения армированной пряжи. 7 з.п.ф-лы, 10 ил.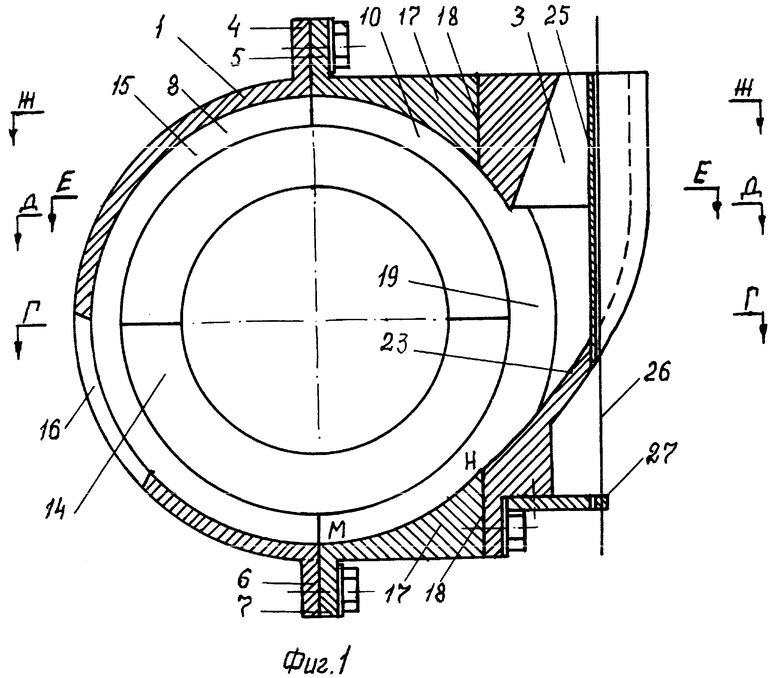
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 858378, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 379692, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
