Изобретение относится к обогащению полезных ископаемых и может быть использовано для извлечения гидрофобных и гидрофобизированных частиц, например алмазов.
Известны способы липкостной сепарации, широко используемые при извлечении алмазов, именуемые также жировым процессом [1, 2], включающие нанесение разогретого липкого покрытия (жировой мази) на поверхность движущейся ленты или барабана, охлаждение липкого покрытия водой, принудительное контактирование обводненного зернистого материала с липким покрытием, удаление зерен пустой породы и отделение прилипших частиц полезного компонента от липкого покрытия.
Способы липкостной сепарации [1, 2] имеют существенный недостаток, связанный с тем, что слой липкого покрытия служит одновременно и несущей поверхностью для всего обрабатываемого материала. Это требует повышенной толщины слоя липкого покрытия и его механической прочности, а, следовательно, и большого количества липкого состава (жировой мази) и значительного расхода технологического тепла на ее разогрев. Такие способы не позволяют вести процесс непрерывно, так как со временем липкое покрытие, насыщаясь частицами обрабатываемого материала и особенно шламами пустой породы, теряет свою активность. В результате этого процесс нарушается и требуется его остановка для замены липкого покрытия. Недостатком способа [1] является то, что принудительный контакт обводненного материала осуществляется посредством бросания частиц обрабатываемого материала со скоростью перпендикулярно или из-за рассеивания частиц под некоторым углом к липкому покрытию, что ведет к отрыву слабо закрепившихся на липком покрытии алмазов под воздействием инерционных сил. Придание вертикальных вибраций липкому покрытию усиливает это воздействие, отрыв и снос таких алмазов водным потокам в хвостовой продукт. Недостатком способов [1, 2] следует отметить и то, что при насыщении жировой мази минеральными частицами и шламами пустой породы снижается ее адгезионная активность и механическая прочность. В результате этого происходит отрыв кусков мази от поверхности рабочего органа (ленты или барабана) вместе с прилипшими к ней алмазами и снос их в хвостовой продукт. Это явление усиливается еще и тем, что липкое покрытие наносится зачастую на слабо гидрофобную поверхность. Недостатком этих способов следует назвать также и то, что они не обеспечивают условий для качественной подготовки поверхности алмазов, в результате чего часть алмазов с гидрофилизированной поверхностью уносится в хвосты. Данные же способы не предусматривают каких-либо операций для их извлечения.
Наиболее близким по технической сущности и достигаемому результату является способ липкостной сепарации, включающий нанесение разогретого липкого покрытия на поверхность рабочего органа, охлаждение липкого покрытия водой, принудительное контактирование обводненного зернистого материала с липким покрытием, отделение прилипших частиц полезного компонента от липкого покрытия, удаление частиц пустой породы через процесс интенсивного их истирания с последующим возвратом недоизмельченного остатка в головку липкостной сепарации и выводом пустой породы в отвал в виде шлама [3].
Данный способ (в основном за счет удаления частиц пустой породы через процесс интенсивного их истирания с последующим возвратом недоизмельченного остатка в голову липкостной сепарации и выводом пустой породы в отвал в виде шлама) во многом нейтрализует недостатки способов [2, 3]. Вместе с тем и он не лишен недостатка, связанного с тем, что не все алмазы извлекаются этим способом. Наиболее "упорные" алмазы для своего извлечения физико-химическими методами, каким является процесс липкостной сепарации, требуют более интенсивных режимов механоактивации. Способ липкостной сепарации [3] не обладает рядом последовательных операций, обеспечивающих качественную подготовку поверхности алмазов для их гарантированного извлечения.
Целью изобретения является повышение эффективности процесса липкостной сепарации за счет улучшения условий для гидрофобизации частиц полезного компонента и гарантированного их извлечения.
Согласно изобретению эта цель достигается тем, что в способе липкостной сепарации, включающем нанесение разогретого липкого покрытия на поверхность рабочего органа, охлаждение липкого покрытия водой, принудительное контактирование обводненного зернистого материала с липким покрытием, отделение прилипших частиц полезного компонента от липкого покрытия, удаление частиц пустой породы через процесс интенсивного их истирания с последующим возвратом недоизмельченного остатка в голову липкостной сепарации и выводом пустой породы в отвал в виде шлама, принудительное контактирование обводненного зернистого материала с липким покрытием осуществляют после механоактивации частиц полезного компонента в интенсивном истирающем режиме при одновременной термической их обработке высокотемпературным потоком жидкости, перегретым паром или горячим воздухом, в которые предварительно введены маслообразные и поверхностно-активные вещества (ПАВ), при этом интенсивный истирающий режим осуществляют с использованием воды, либо раствора ПАВ, прошедших электрохимическую обработку в электролизере непосредственно перед подачей их в процесс интенсивного измельчения, нанесение липкого покрытия производят в его расплавленном состоянии при подаче горячего воздуха или острого пара полимолекулярным слоем на движущуюся гидрофобную поверхность рабочего органа, а затем охлаждают водой при непосредственном контакте липкого покрытия с частицами обрабатываемого материала, при этом скорость движения гидрофобной поверхности рабочего органа принимают равной скорости движения частиц обрабатываемого материала в зоне контакта с липким покрытием, а принудительное контактирование частиц обрабатываемого материала с липким покрытием осуществляют при их прокатывании между двух соприкасающихся между собой эластичных поверхностей рабочего органа с липким покрытием при непрерывном смещении этих поверхностей друг относительно друга, процесс интенсивного истирания частиц пустой породы друг о друга осуществляют при объемном их сжатии принудительным полиградиентным перемещением концентрических слоев материала при одновременном воздействии на измельчаемый материал высокотемпературным потоком жидкости, перегретым паром или горячим воздухом.
При создании изобретения авторы исходили из следующего.
Эффективность процесса липкостной сепарации можно повысить, если обеспечить условия для гарантированного извлечения частиц полезного компонента, теряемых в процессе обогащения. Что касается алмазосодержащего сырья, то такие условия можно обеспечить, если принудительное контактирование обводненного зернистого материала с липким покрытием осуществлять после механоактивации частиц полезного компонента в интенсивном истирающем режиме при одновременной термической их обработке высокотемпературным потоком жидкости, перегретым паром или горячим (раскаленным) воздухом, в которые предварительно введены маслообразные и поверхностно-активные вещества. В этом случае наряду с очисткой поверхности алмазов обеспечивается более качественная ее подготовка, необходимая для эффективного извлечения алмазов данным способом, особенно для "упорных" алмазов. Без этого такие алмазы могут циркулировать в замкнутом цикле (измельчение-обогащение) сколь угодно долго до тех пор, пока не получат по тем или иным причинам каких-либо повреждений и не потеряются с хвостами в разрешенном виде.
Свежеобразованная поверхность частиц, включающая и алмазы при их раскрытии из руд, обладает исключительно высокой химической и адсорбционной активностью. Поэтому весьма важно защитить такую поверхность от нежелательной адсорбции веществ и молекул, приводящих к снижению их природной адгезионной активности. Это возможно сделать, если раскрытие алмазов производить в присутствии маслообразных и поверхностно-активных веществ. Маслообразные вещества адсорбируются преимущественно на гидрофобной поверхности и, адсорбируясь на ней, оказывают одновременное ингибирующее воздействие, не позволяя другим веществам, способным гидрофилизировать поверхность, адсорбироваться на этой поверхности. С другой стороны, гидрофилизированные участки поверхности частиц, подлежащих извлечению липкостной сепарацией, могут быть гидрофобилизированы поверхностно-активными веществами в момент их высокой адсорбционной активности при раскрытии этих частиц. Маслообразные вещества, такие как мазут, который широко используется при извлечении алмазов, требуют для своего эффективного технологического воздействия весьма тонкой диспергации. Такая диспергация обеспечивается в условиях применения острого пара или горячего (раскаленного) воздуха при раскрытии алмазов в интенсивном истирающем режиме. Механоактивация поверхности извлекаемых липкостной сепарацией алмазов, иницируемая измельчением в данном режиме, дополняется устойчивой ее гидрофобизацией, что обеспечивает повышение технологических показателей процесса.
Гидрофилизированные участки поверхности частиц, подлежащих извлечению липкостной сепарацией, можно более активно гидрофобизировать поверхностно-активными веществами в интенсивном режиме измельчения, если повысить адсорбционную способность как поверхностно-активных веществ, так и поверхность частиц, на которой они закрепляются. Это возможно осуществить, проведя электрохимическую обработку используемой при интенсивном измельчении воды (раствора ПАВ) в электролизере непосредственно перед подачей их в измельченный процесс.
Эффективность процесса липкостной сепарации и его производительность во многом зависят от условий контактирования частиц обогащаемого материала с липким покрытием. Для высокой эффективности и производительности необходимо обеспечить такие условия, чтобы любая и каждая частица обогащаемого материала, какую бы форму она не имела, приобретала возможность наилучшим образом соприкоснуться с липким покрытием и наилучшим образом получить при этом достаточный импульс для своего прочного прилипания к липкому покрытию, если поверхность этой частицы достаточно гидрофобна или гидрофобизирована. Липкое покрытие, в свою очередь, не должно терять своей адгезионной активности с течением времени, что достижимо при его непрерывном обновлении без остановки технологического процесса. При этом для снижения удельного расхода жировой мази и общего ее количества, участвующего в процессе липкостной сепарации, целесообразно иметь тонкий полимолекулярный слой этой мази, наносимый на поверхность рабочего органа, имеющего эластичную гидрофобную основу. Более тонкого полимолекулярного слоя липкого покрытия можно достигнуть, если наносить его на гидрофобную основу рабочего органа в расплавленном дисперсном виде с последующим охлаждением водой в момент контакта частиц обогащаемого материала с липким покрытием. Для исключения влияния инерционных сил, противодействующих адгезионным силам, целесообразно контакт частиц обогащаемого материала с липким покрытием производить без участия инерционных сил. В то же время для получения высокой производительности процесса липкостной сепарации при монослойном расположении частиц обогащаемого материала в зоне сепарации необходимо перемещать материал с наибольшей скоростью. Такие условия возможно обеспечить при равной скорости движения частиц обогащаемого материала и скорости движения поверхности рабочего органа с липким покрытием. Для увеличения производительности процесса липкостной сепарации целесообразно, чтобы поверхность рабочего органа с липким покрытием соприкасалась с монослойной расположенными частицами обогащаемого материала с обеих сторон монослоя. При этом для повышения эффективности процесса липкостной сепарации целесообразно, чтобы каждая частица обогащаемого материала при контакте с липким покрытием имела возможность повернуться к нему своей наибольшей гранью для лучшего прилипания к липкому покрытию. Это возможно, когда в зоне контакта частиц с липким покрытием путем двустороннего обжимания монослоя частиц обогащаемого материала поверхностями рабочего органа с липким покрытием движение поверхности рабочего органа с липким покрытием, соприкасающейся с одной стороны монослоя, будет иметь постоянную разницу в скорости по отношению к липкой поверхности рабочего органа, соприкасающейся с частицами материала с другой стороны этого монослоя.
Истирание частиц материала интенсифицируется при объемном сжатии материала в зоне истирания и одновременном резком воздействии на частицы в момент их деформации и разрушения высокотемпературным потоком жидкости, перегретым паром или горячим воздухом. При одновременном усиленном механическом и контрастном температурном воздействии разрушение частиц материала происходит более интенсивно и преимущественно по местам вкраплений минеральных зерен в рудном материале, что способствует лучшему их раскрытию.
На фиг. 1 - 4 показан способ липкостной сепарации, реализующийся в липкостном сепараторе (фиг. 1), работающем в замкнутом цикле с истирающей мельницей (фиг. 2 - 4).
Липкостной сепаратор включает (фиг. 1) установленные на раме 1 рабочий орган 2, выполненный в виде двух равновеликих прижатых друг к другу барабанов 3, редуктор 4 с электроприводом 5, обеспечивающий требуемое встречное вращение барабанов 3, загрузочное приспособление 6 с щелевым выпуском 7 в нижней своей части, намазывающее приспособление 8 для нанесения расплавленного липкого состава на поверхность рабочего органа 2, выполненное в виде двух намазывающих коробок 9, установленных над каждым из барабанов 3 по их длине, и разгрузочное приспособление 10.
Барабаны 3 рабочего органа 2 снабжены коаксиально расположенными пневматическими шинами 11 с эластичным гидрофобным покрытием 12, например, из пленочного тефлона или гидрофобной резины. Разность окружных скоростей вращения барабанов 3, обеспечиваемая приводом 4, 5, составляет от 0,5 до 1,0%, что призвано обеспечить повертывание минеральных зерен при прохождении ими зоны соприкосновения барабанов 3 рабочего органа 2.
Намазывающие коробки 9 плотно прижаты к поверхности барабанов 3 через эластичные прокладки 13, снабжены крышками 14 и имеют патрубки 15 для подвода теплоносителя, например горячего воздуха или острого пара. С внешней стороны намазывающих коробок 9 на их стенках 16, обращенных друг к другу, размещены оросители 17 для подачи на поверхности барабанов 3 охлаждающей воды. Внутри намазывающих коробок 9 соосно с барабанами 3 вдоль их образующих установлены намазывающие ролики 18 с эластичной поверхностью, свободно опирающиеся на поверхность барабанов 3 с возможностью вращения. При этом оси намазывающих роликов 18 размещены в наклонных пазах 19, выполненных в торцевых стенках 20 намазывающих коробок 9, что обеспечивает лучшее прижатие намазывающих роликов 18 к поверхности барабанов 3 при их вращении. Над каждым из намазывающих роликов 18 установлены приспособления 21 для дозированной подачи на его поверхность расплавленного липкого состава.
Разгрузочное приспособление 10 снабжено двумя парами скребков 22 и 23, установленными последовательно по ходу вращения под каждым из барабанов 3, причем первая пара скребков 22 установлена с регулируемым зазором 24 относительно поверхности барабана 3, а другая пара скребков 23 плотно прижата к поверхности барабанов 3 посредством пружин 25. Для регулирования зазора 24 скребки 22 установлены подвижно с возможностью перемещения в своей плоскости.
Липкостной сепаратор снабжен защитным кожухом 26 и течками 27 и 28 для выгрузки концентраторов и хвостов соответственно.
При работе липкостного сепаратора посредством электропривода 5 с редуктором 4 приводят во вращение сдвоенные барабаны 3 рабочего органа 2. Редуктор 4 обеспечивает при этом разницу в окружных скоростях вращения барабанов 3 рабочего органа 2, равную 0,5 - 1,0%.
В приспособления 21 подают расплавленный липкий состав, который дозировано подают на поверхность намазывающих роликов 18, с которой он при вращении барабанов 3 и роликов 18 переходит на гидрофобное покрытие 12 барабанов 3. Одновременно через патрубки 15 в намазывающие коробки 9 подают теплоноситель - горячий воздух или острый пар, обеспечивающие повышенную температуру внутри намазывающих коробок 9, необходимую для качественного покрытия липким составом поверхности рабочего органа 2. Эластичными прокладками 13 и крышками 14 предотвращают при этом утечку теплоносителя из намазывающих коробок 9. В оросители 17 подают охлаждающую воду, откуда она поступает на поверхность рабочего органа 2 для охлаждения липкого покрытия.
В загрузочное приспособление 6 подают обводненный материал, который через щелевой выпуск 7 поступает в рабочую зону сепаратора, где он формируется в монослой и определенным образом соприкасается с липким покрытием рабочего органа 2. Упругие деформации пневматических шин 11 и эластичного гидрофобного покрытия 12 обеспечивают при этом качественный контакт минеральных зерен с липким покрытием. В рабочей зоне аппарата за счет разницы в скоростях движения поверхности барабанов 3 минеральные зерна повертываются к липкому покрытию наибольшей своей гранью, что обеспечивает более прочное их прилипание к липкому покрытию.
Прилипшие к липкому покрытию рабочего органа 2 гидрофобные и гидрофобизированные частицы полезного компонента удаляются с поверхности барабанов 3 скребками 23, установленными под каждым из барабанов 3 и соприкасающимися за счет пружин 25 с поверхностью рабочего органа 2 в нижней его части. Скребки 22 устанавливают с зазором 24 по отношению к поверхности рабочего органа 2, обеспечивая прохождение прилипших частиц полезного компонента через этот зазор. В зависимости от крупности обрабатываемого материала величину зазора 24 регулируют путем перемещения скребка 22 в своей плоскости.
Снятые скребками 23 с поверхности рабочего органа 2 алмазы и сопутствующие им минералы выгружаются из аппарата по самостоятельным течкам 27 раздельно от хвостового продукта. Хвостовой продукт локализуется при этом в зоне, расположенной между скребками 22 разгрузочного приспособления 10, и направляется в процесс интенсивного истирания частиц пустой породы, осуществляемый в истирающей мельнице.
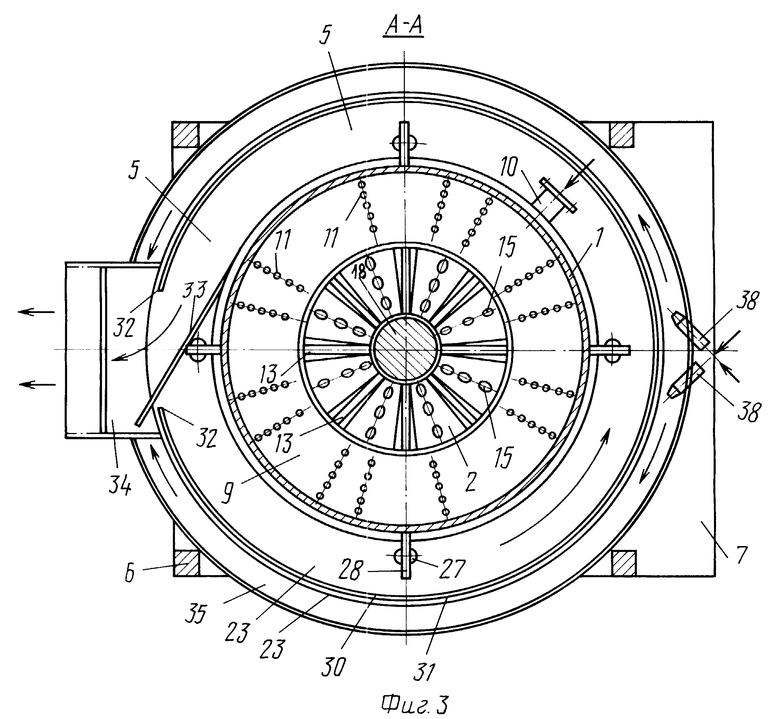
Истирающая мельница состоит (фиг. 2 - 4) из вертикально расположенной цилиндрической рабочей камеры 1, соосно размещенного внутри нее подвижного ротора 2, закрепленного на вертикальном валу 3 с нижним приводом, загрузочного 4 и разгрузочного 5 устройств, смонтированных на общей раме 6 и станине 7.
Рабочая камера 1 прочно скреплена с рамой 5, внутри по периферийной части рабочей камеры 1 по всей ее высоте закреплены с равными интервалами по окружности футеровочные ребра 8, сужающиеся к нижней своей части для лучшей выгрузки измельченного продукта. По периферии верхней части рабочей камеры 1 размещен кольцевой коллектор 9 для промывных вод с водоподводящим патрубком 10 и с расположенными равномерно между футеровочными ребрами 8 выходными отверстиями 11.
Ротор 2 выполнен в виде пустотелого прямого конуса 12 с футеровочными ребрами 13, расположенными по его образующей с равными интервалами по окружности. Нижний конец вертикального вала 3 и ротор 2 опираются на консоль 14. Пустотелый прямой конус 12 имеет в межреберных впадинах футеровки ротора 2 сквозные каналы 15, соединяющие его внутреннюю полость с зоной измельчения, расположенной непосредственно над и вокруг ротора 2 в рабочей камере 1. Оси сквозных каналов 15 наклонены к основанию пустотелого прямого конуса 12 для предотвращения их забивания частицами измельчаемого материала. Внутри пустотелого прямого конуса 12 по его оси расположены водоподводящий 16 и парогазоподводящий 17 патрубки.
Загрузочное устройство 4 выполнено в виде вертикально расположенного шнека 18 с загрузочной воронкой 19 в верхней своей части, являющихся одновременно непрерывно действующим прижимным приспособлением, обеспечивающим постоянное объемное сжатие частиц материала в зоне измельчения. Корпус шнека 18 и загрузочная воронка 19 прочно закреплены на цилиндрической рабочей камере 1 мельницы и на ее раме 6. Вал шнека 18 нижним своим концом посредством резьбового соединения 20 жестко связан с ротором 2 в вершине конуса 12, а верхним своим концом подвижно закреплен в подшипниковом узле 21, установленном посредством радиально расположенных ребер 22 по оси мельницы внутри загрузочной воронки 19.
Разгрузочное устройство 5 выполнено в виде горизонтально расположенной и закрепленной в основании пустотелого прямого конуса 12 приводной тарели 23, диаметр которой превышает диаметр цилиндрической рабочей камеры 1 мельницы. Нижний торец рабочей камеры 1 образует с верхней поверхностью тарели 23 кольцевой зазор 24, телескопически перекрываемый обечайкой 25 с зубчатым нижним торцом 26, расположенной с внешней стороны рабочей камеры 1 и кинематически связанной с силовыми гидроцилиндрами 27 для возвратно-поступательного перемещения в осевом направлении. Силовые гидроцилиндры 27 шарнирно связаны с опорными элементами 28 и 29.
Над краем тарели 23 концентрично к ней установлено уплотнительное кольцо 30 с эластичной прокладкой 31, предотвращающие просыпание материала с тарели 23. Уплотнительное кольцо 30 и прокладка 31 имеют зазор 32, против которого закреплен касательно к цилиндрической рабочей камере 1 скребок 33, предназначенный для съема измельченного материала с поверхности тарели 23 при ее вращении. Под периферийной частью тарели 23 закреплены на раме 6 течка 34 для приема измельченного материала, расположенная напротив скребка 33, и кольцевой желоб 35 с наклонным днищем для сбора шламов, проходящих через контакт неподвижной эластичной прокладки 31 и подвижной тарели 23.
В нижней части мельницы расположены коническая пара 36 и горизонтальный вал с подшипниковой опорой 37, предназначенные для вращения вертикального вала 3 с ротором 2 и с закрепленной на пустотелом прямом конусе 12 приводной тарелью 23 и в вершине конуса 12 шнека 18. Корпуса подшипникового узла вертикального вала 3 и подшипниковой опоры 37 закреплены на консоли 14 станины 7.
Кольцевой желоб 35 в верхней своей части имеет патрубки 38 для подвода смывной воды.
Водоподводящий патрубок 16 и парогазоподводящий патрубок 17 концентрично проходят через вертикальный вал 3. Для этого вал 3 имеет осевой канал 39. Водоподводящий патрубок 16 жестко скреплен с валом 3 посредством гаек 40 и бурта 41, выполненного за одно целое с патрубком 16 в верхней его части, и поэтому является подвижным, вращающимся заодно с валом 3. Парогазоподводящий патрубок 17 установлен внутри водоподводящего патрубка 16 с кольцевым зазором 42 и является неподвижным. Нижний конец водоподводящего патрубка 16 через сальниковое уплотнение 43 закреплен с возможностью осевого вращения патрубка 16 в стакане 44. Стакан 44 неподвижно закреплен в основании консоли 14 посредством фланцевого соединения 45 и имеет внутри на уровне нижнего конца водоподводящего патрубка 16 концентрическую полость с водоподводящим штуцером 47. Парогазоподводящий патрубок 17 посредством резьбового соединения 48 и бурта 49, выполненного за одно целое с патрубком 17 в нижней его части, жестко и плотно закреплен в стакане 44 в осевом его отверстии 50. К нижнему концу парогазоподводящего патрубка 17 прикреплен штуцер 51 для подвода парогазовой смеси.
Большая шестерня конической пары 36 привода мельницы закреплена за вертикальный вал 3 посредством гаек 52. Вертикальный вал 3 установлен в подшипниках 53, размещенных в полости 54 консоли 14. Верхняя часть вертикального вала 3 выполнена за одно целое с ним в виде диска 55, на котором посредством штифтов 56 закреплен пустотелый прямой конус 12 ротора 2.
На горизонтальном участке пароподводящего патрубка 17 (фиг. 4) установлено устройство 57 для дозированной подачи маслообразных и поверхностно-активных веществ, закрепленное за консоль 14 с внешней ее стороны (на фиг. 2 не показано). Устройство 57 выполнено в виде герметичного сосуда 58 с расположенным внутри него шатунно-кривошипным механизмом 59, имеющим на возвратно-поступательной его части поршень 60 в виде стержня с кольцевыми канавками 61, предназначенными для забора маслообразных и поверхностно-активных веществ из сосуда 58 и переноса их во внутреннюю полость парогазоподводящего патрубка 17. Для этого поршень 60 помещен в цилиндр 62, внутренняя полость которого одним концом сообщена с внутренней полостью герметичного сосуда 58, а другим с внутренней полостью пароподводящего патрубка 17. Для большего вхождения нижней части цилиндра 60 с кольцевыми канавками 61 во внутреннюю полость пароподводящего патрубка 17 цилиндр 60 расположен под углом к этому патрубку. Герметичный сосуд 58 снабжен крышкой 63, плотно прижатой к верхнему его торцу через эластичную прокладку 64 посредством болтовых соединений 65, а также патрубком 66 для залива в него маслообразных и поверхностно-активных веществ. Шатунно-кривошипный механизм 59 имеет диск 67 с приводным валом 68, с уплотнением проходящим через боковую стенку сосуда 58.
При работе истирающей мельницы рабочую камеру 1 через шнек 18 и загрузочную воронку 19 загрузочного устройства 4 заполняют материалом, подлежащим измельчению. Воду, предварительно обработанную в электролизере, подают в рабочую камеру 1 через выходные отверстия 11 в кольцевом перфорированном коллекторе 9 с водоподводящим патрубком 10.
Ротор 2 с закрепленной в основании пустотелого прямого корпуса 12 тарелью 23 приводят во вращение через вертикальный вал 3, закрепленный в подшипниках 53 консоли 14, коническую пару 36 и горизонтальный вал с подшипниковой опорой 37. Одновременно в пустотелый прямой конус 12 ротора 2 подают через кольцевой зазор 42 в водопроводящем патрубке 16, концентрическую полость 46 в стакане 44 и штуцер 47 воду либо раствор ПАВ, а через парогазоподводящий патрубок 17 и штуцер 51 - острый (перегретый) пар либо горячий (раскаленный) воздух с предварительно введенными в них маслообразными и поверхностно-активными веществами, которые через сквозные каналы 16 в пустотелом прямом конусе 12 поступают между футеровочных ребер 13 непосредственно в зону измельчения, расположенную непосредственно над и вокруг ротора 2, причем в верхнюю ее часть поступает острый (перегретый) пар либо горячий (раскаленный) воздух, а в нижнюю ее часть - вода либо раствор ПАВ. Утечку воды или раствора ПАВ из стакана 44 предотвращают при этом сальниковым уплотнением 43, установленным на контакте вращающегося водоподводящего патрубка 16 и неподвижного стакана 44.
Дозированное введение маслообразных и поверхностно-активных веществ в парогазоподводящий патрубок 17 посредством устройства 57 производят следующим образом.
Сосуд 58 через патрубок 66 заполняют жидкими маслообразными и поверхностно-активными веществами. При вращении вала 68 и диска 67 шатунно-кривошипный механизм 59 возвратно-поступательно перемещает поршень 60 с кольцевыми канавками 61 в цилиндре 62. При вхождении поршня 60 во внутреннюю полость сосуда 58 маслообразные и поверхностно-активные вещества заполняют канавки 61. Затем при возвратном вхождении поршня 60 во внутреннюю полость парогазоподводящего патрубка 17 маслообразные и поверхностно-активные вещества выходят из канавок 61 и поступают в паровоздушный поток, а вместе с ним в зону деформации и разрушения частиц материала. При этом поршень 60 при своем движении одновременно изолирует высокотемпературную область высокого давления внутри парогазоподводящего патрубка 17 и область с более низкой температурой и давлением в сосуде 58. Количество маслообразных и поверхностно-активных веществ дозируют посредством изменения числа оборотов вала 68, а также сечением кольцевых канавок 61.
При вращении шнека 18 находящийся во внутренней полости рабочей камеры 1 материал подвергается объемному сжатию. При вращении ротора 2 происходит истирание частиц материала друг о друга принудительным полиградиентным перемещением концентрических слоев материала при одновременном резком высокоградиентном температурном воздействии на частицы материала в момент их деформации и разрушения в условиях объемного сжатия материала. Частицы материала перед своим разрушением претерпевают интенсивные механические и высокотемпературные деформации, что интенсифицирует процесс их разрушения. При этом процесс ведется непрерывно. Контрастность высокотемпературного воздействия на измельчаемый материал усиливается поочередным воздействием на разрушаемые частицы материала сначала острым (перегретым) паром, либо горячим (раскаленным) воздухом, а затем непосредственно низкотемпературным воздействием холодной воды либо раствора ПАВ. В последнем случае молекулы ПАВ оказывают расклинивающее действие (эффект П.А. Ребиндера) по микротрещинам, образующимся в деформируемых частицах материала, а также по контакту минеральных вкраплений, способствуя их лучшему раскрытию. Маслообразные вещества, в частности мазут, адсорбируются при этом на гидрофобной поверхности алмазов и, адсорбируясь на ней, оказывают одновременное ингибирующее воздействие, не позволяя другим веществам, способным гидрофилизировать поверхность, адсорбироваться на этой поверхности. Гидрофилизированные участки поверхности алмазов гидрофобизируются при этом поверхностно-активными веществами в момент их высокой адсорбционной активности при раскрытии.
Наклон осей каналов 15 к основанию пустотелого прямого конуса 12 препятствует их забиванию частицами измельчаемого материала при объемном его сжатии. Нахождение слоя воды в нижней части пустотелого прямого конуса 12 предохраняет диск 55 вертикального вала 3 и подшипники 53 от возможного перегрева, экранируя их от высокотемпературной среды (острого пара, горячего воздуха). Роль теплового экрана выполняет при этом также слой воды либо раствора ПАВ, проходящий по кольцевому зазору 42 в водоподводящем патрубке 16.
Разгрузку измельченного материала из рабочей камеры 1 осуществляют при подаче воды в кольцевой перфорированный коллектор 9 через водоподводящий патрубок 10. Выходя через выходные отверстия 11, расположенные между футеровочных ребер 8, из кольцевого перфорированного коллектора 9 и двигаясь вниз по рабочей камере 1, она уносит измельченные частицы материала в нижние его слои. При вращении приводной тарели 23 измельченный материал в виде пульпы выходит из рабочей камеры 1 через щели зубчатого торца 26 обечайки 25 и затем снимается с ее поверхности скребком 33 в течку 34 для приема измельченного материала, установленным напротив зазора 32 в кольце 30 с эластичной прокладкой 31, служащие для предотвращения просыпания материала тарели 23 при ее вращении. Шламы, прошедшие с тарели 23 под эластичную прокладку, попадают в кольцевой желоб 35 с наклонным днищем, откуда они смываются в течку 34 водой, подаваемой через патрубки 33 для подвода смывной воды. Разгрузка измельченного материала из рабочей камеры 1 мельницы регулируется путем поднятия или опускания обечайки 25 над поверхностью тарели 23 посредством силовых гидроцилиндров 27.
Недоизмельченный остаток вместе с алмазами с качественно очищенной и подготовленной к физико-химическому методу обогащения поверхностью направляют на липкостную сепарацию, а пустую породу выводят в отвал в виде шлама.
Таким образом, предложенный способ липкостной сепарации по сравнению с прототипом позволит за счет улучшения условий для гидрофобизации частиц полезного компонента и гарантированного их извлечения повысить эффективность процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИПКОСТНОЙ СЕПАРАЦИИ | 1996 |
|
RU2100089C1 |
| СПОСОБ ЛИПКОСТНОЙ СЕПАРАЦИИ | 1996 |
|
RU2109572C1 |
| СПОСОБ ПЕННОЙ СЕПАРАЦИИ И ФЛОТАЦИИ | 1996 |
|
RU2108166C1 |
| СПОСОБ ПЕРЕРАБОТКИ МАТЕРИАЛОВ | 1996 |
|
RU2104787C1 |
| СПОСОБ ПЕРЕРАБОТКИ МАТЕРИАЛОВ И МЕЛЬНИЦА ДЛЯ ПЕРЕРАБОТКИ МАТЕРИАЛОВ | 1996 |
|
RU2102149C1 |
| СПОСОБ ПЕННОЙ СЕПАРАЦИИ И ФЛОТАЦИИ | 1996 |
|
RU2100097C1 |
| СПОСОБ ПЕРЕРАБОТКИ МАТЕРИАЛОВ | 1998 |
|
RU2147463C1 |
| ЛИПКОСТНОЙ СЕПАРАТОР | 1993 |
|
RU2054331C1 |
| СПОСОБ ПЕРЕРАБОТКИ МАТЕРИАЛОВ | 1997 |
|
RU2132732C1 |
| ЛИПКОСТНОЙ СЕПАРАТОР | 1992 |
|
RU2042428C1 |


Изобретение относится к обогащению полезных ископаемых и может быть использовано для извлечения гидрофобных и гидрофобизированных частиц, например алмазов. В предлагаемом способе принудительное контактирование обводненного зернистого материала с липким покрытием осуществляют после механоактивации частиц полезного компонента в интенсивном истирающем режиме при одновременной термической их обработке высокотемпературным потоком жидкости, перегретым паром или горячим воздухом, в которые предварительно введены маслообразные и поверхностно-активные вещества (ПАВ). Интенсивный истирающий режим осуществляют с использованием воды либо раствора ПАВ, прошедших электрохимическую обработку в электролизере непосредственно перед подачей их в процесс интенсивного измельчения. Нанесение липкого покрытия производят в его расплавленном состоянии при подаче горячего воздуха или острого пара полимолекулярным слоем на движущуюся гидрофобную поверхность рабочего органа, а затем охлаждают водой при непосредственном контакте покрытия с частицами материала. Скорость движения поверхности рабочего органа принимают равной скорости движения частиц материала в зоне контакта с покрытием. Контактирование частиц материала с покрытием осуществляют при их прокатывании между двух поверхностей рабочего органа с покрытием при смешении этих поверхностей друг относительно друга. Процесс истирания частиц породы друг о друга осуществляют при их сжатии перемещением слоев материала при одновременном воздействии на материал высокотемпературным потоком жидкости, перегретым паром или горячим воздухом. 2 з.п.ф-лы, 4 ил.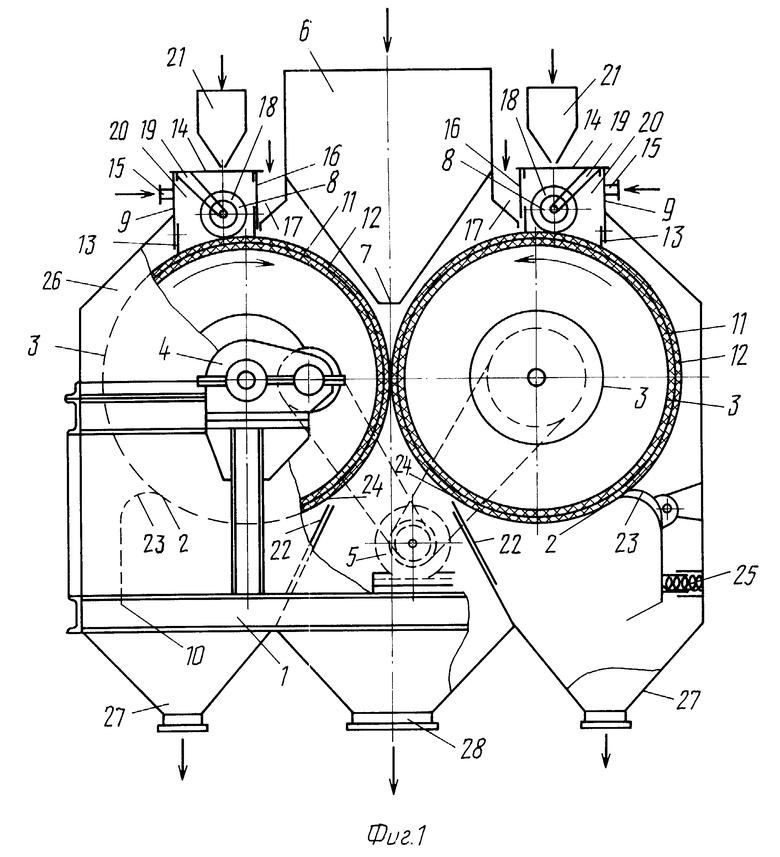
| Справочник по обогащению руд | |||
| Специальные и вспомогательные процессы | |||
| - М.: Недра, с | |||
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
| GB, патент, 1420279, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Методы анализа и технология обогащения проб при поисках и разведке алмазных месторождений | |||
| - М.: ЦНИГРИ, с | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
