Изобретение относится к области протезирования, в частности к способам изготовления разъемных и неразъемных магнитных негативов из намагничивающихся дисперсных материалов.
Известен способ изготовления неразъемных магнитных негативов, включающий размещение анатомического объекта (преимущественно культи голени инвалида конусообразной формы) в сыпучем намагничивающемся материале, упрочнение материала воздействием магнитного поля, удаление объекта из упрочненного материала с образованием полости негатива [1].
Основные недостатки способа:
- не позволяет моделировать некоторые области объекта, например подколенной ямки и щели надколенного сустава культи голени, поэтому негатив и полученный с его помощью позитив не соответствуют требованиям протезирования в полной мере;
- повышенная трудоемкость обработки позитива с целью домоделирования соответствующих объекту областей.
Наиболее близким аналогом является способ изготовления полунегатива разъемного магнитного негатива, включающий размещение сегмента анатомического объекта сложной конфигурации, преимущественно культи голени (булавовидной формы) в сыпучем намагничивающемся материале, упрочнение материала воздействием магнитного поля, удаление объекта из упрочненного материала с образованием полости негатива [2].
Основными недостатками являются то, что указанный способ не позволяет моделировать некоторые области объекта, например подколенной ямки и щели надколенного сустава культи голени, поэтому негатив и полученный с его помощью позитив не соответствуют требованиям протезирования в полной мере, а также в нем повышенная трудоемкость обработки позитива с целью домоделирования соответствующих объекту областей.
Сущность изобретения достигается тем, что в известном способе изготовления магнитных негативов, при котором объект или его сегмент размещают в сыпучем намагничивающемся материале, упрочняют его воздействием магнитного поля, удаляют объект из упрочненного материала с образованием полости негатива, согласно изобретению перед упрочнением материала в него вместе с объектом или его сегментом дополнительно размещают моделирующие вставки, формообразующие поверхности которых располагают в соответствующих областях моделирования объекта, а перед удалением объекта из негатива его освобождают от вставок путем удаления объекта из упрочненного материала. Размещение моделирующих вставок в сыпучем намагничивающем материале осуществляют или путем их закрепления на объекте, или его сегменте с последующим раскреплением, или с помощью моделирующих приспособлений.
В качестве материала для вставок используют или намагничивающийся материал, или ненамагничивающийся.
Формообразующая часть моделирующих вставок может быть выполнена из ненамагничивающегося пластичного материала, а их тыльная часть - намагничивающегося материала.
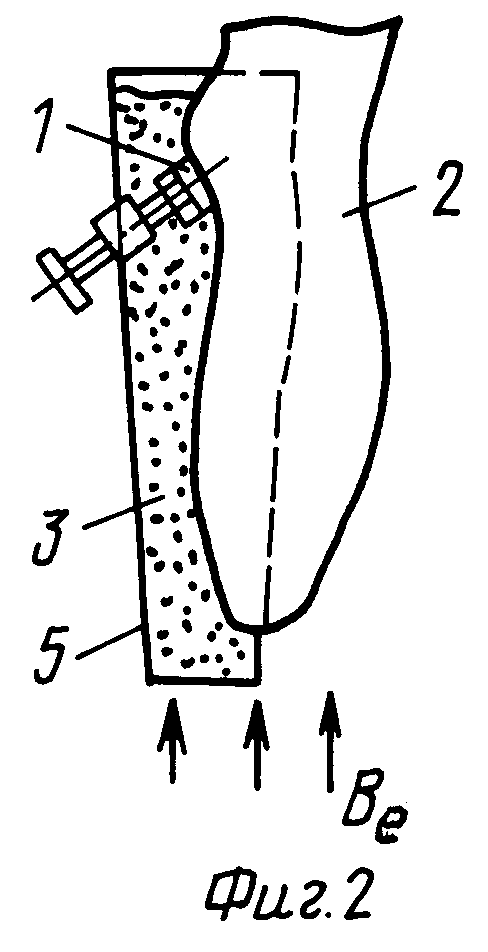
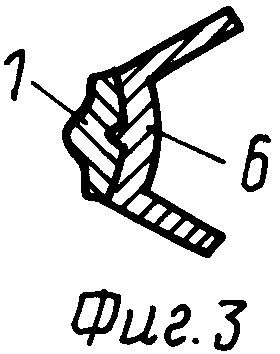
На фиг. 1 изображена схема, поясняющая изготовление негатива по примеру 1; на фиг. 2 - то же, по примеру 2; на фиг. 3 - схема комбинированных вставок.
Предлагаемый способ осуществляется следующим образом (на примере изготовления негатива культей голени конусообразной и булавовидной формы).
Пример 1. Берут заранее изготовленные моделирующие вставки 1, выполненные из намагничивающегося или ненамагничивающегося материала (или комбинации этих материалов) в соответствии с необходимой конфигурацией моделируемой области анатомического объекта 2 (например, подколенной ямки или щели коленного сустава), укрепляют лицевой их поверхностью к этой области объекта 2, затем объект 2 вместе со вставками 1 размещают в сыпучем намагничивающемся материале, например дроби ДСЛО8; 1,0 или 1,4 (ГОСТ 11964-81). Это производят или путем засыпки объекта 2 этим материалом, или вдавливанием объект в материал. Возможны и другие известные способы размещения. Закрепление моделирующих вставок 1 на объекте 2 осуществляют или путем привязывания тесьмой 4, или путем приклеивания липкой лентой (скотчем), или другими известными способами. При этом может быть зафиксировано и необходимое давление вставки 1 на объект 2 или внедрение ее в соответствующие углубления объекта 2.
При размещении объекта 2 вместе со вставками 1 в сыпучем материале 3 концы тесьмы (или ленты) 4 выводят за пределы объема материала 3, при этом моделирующие вставки 1 размещают в будущем негативе именно в тех областях объектива 2 и будущего негатива, которые требуется отмоделировать негативом. После установки объекта 2 сыпучий материал 3 упрочняют путем воздействия магнитным полем с индукцией Be, которое создают известным способом. Если вставки 1 выполнены из ферромагнитного материала, то их притягивают к упрочненному материалу за счет намагничивания с образованием с материалом единого целого. Кроме того, сыпучий материал 3 может находиться в какой-либо емкости 5 или непосредственно в рабочем пространстве намагничивающего устройства (НУ). Для лучшего скрепления с намагниченным материалом вставки 1 могут иметь специальную конфигурацию тыльной поверхности, например иметь "отростки", "усы", "крылья" или другие конструктивные выступы и впадины.
В тех случаях, когда лицевая (формообразующая) поверхность вставки 1 должна смоделировать (скопировать) углубление в объекте 2, находящееся под мягкими тканями (например, щель коленного сустава), применяют ненамагничивающийся материал для вставок 1, обладающий достаточной пластичностью (постоянной или временной). Примерами материалов с временной пластичностью являются смоченные гипс и прогипсованные бинты, термопластичные пластмассы, которые с течением времени отверждаются и теряют пластичность. Такие вставки 1 перед размещением объекта 2 в сыпучем материале 3 скрепляют с ферромагнитной подложкой 6, которая закрепляет вставку 1 в намагниченном материале аналогично ее выполнению из намагничивающегося материала, либо наносят на ее тыльную поверхность быстродействующий клей, который приклеивает ее к упрочненному материалу 3. Затем после упрочнения материала отделяют от объектива 2 вставки 1 с помощью концов тесьмы (ленты) 4, которые выведены за пределы объема материала, удаляют объект 2 из упрочненного материала 3 с образованием полости негатива, после чего негатив осматривают, исправляют возможные повреждения, при необходимости удаляют, например, обрезкой концы тесьмы (ленты) 4, находящиеся в полости негатива и заливают в полость негатива модельный материал. По его затвердении снимают воздействие магнитного поля для разупрочнения материала 3 и удаления из него затвердевшего позитива. Цикл закончен.
Кроме того, возможны и другие известные способы открепления вставки 1 от объекта, например путем разрезания с помощью погруженного в частично или полностью разупрочненный материал 3 соответствующего инструмента (не показан). Разупрочнение легко достигается путем изменения величины индукции Be.
Пример 2. Берут сегмент объекта 2 (например, культи голени булавовидной формы), помещают в отверстие одной из стенок емкости 5 для сыпучего намагничивающегося материала 3 (или в рабочее пространство намагничивающегося устройства), при этом конфигурация отверстия совпадает с конфигурацией сегмента объекта 2 по условной границе раздела объекта на сегменты, имеющие разнонаправленные уклоны, затем одновременно или после этого в соответствующих областях объекта 2, требующих моделирования (например, щели коленного сустава), размещают моделирующие вставки 1 с прижатием их лицевой поверхностью к объекту 2. Удерживание вставок 1 внутри емкости 5 осуществляют с помощью соответствующих моделирующих приспособлений 6, которые помимо фиксации положения вставок 1 в соответствующих областях сегмента объекта 2 могут при необходимости осуществлять вдавливание их в мягкие ткани или углубления объекта 2. Крепление приспособления 6 может осуществляться на стенках емкости 5 (или намагничивающего устройства), при этом приспособления 6 могут быть выполнены различной конструкции, например, в виде винтовой пары. Положение приспособления 6 в пространстве изменяют для адаптации к различным по размерам объектам 2. После размещения вставок 1 на сегменте объекта 2 их размещают в сыпучем материале 3 известным образом, например путем их засыпки, затем материал 3 упрочняют воздействием магнитного поля с индукцией Be. После чего объект 2 удаляют из упрочненного материала с образованием рабочей полости полунегатива, предварительно отделив его от вставок. Другой полунегатив изготовляют аналогично. Затем их соединяют и в полость негатива заливают модельный материал, после затвердения которого снимают воздействие магнитного поля и удаляют готовый позитив. Цикл закончен.
По сравнению с известным способом предлагаемый способ изготовления позволяет моделировать необходимые области анатомического объекта, что уменьшает трудоемкость обработки (домоделирования) позитива и повышает степень его соответствия требованиям протезирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ МАГНИТНЫХ НЕГАТИВОВ | 1992 |
|
RU2056813C1 |
| МАГНИТНЫЙ РАЗЪЕМНЫЙ НЕГАТИВ | 1996 |
|
RU2113832C1 |
| МАГНИТНЫЙ РАЗЪЕМНЫЙ НЕГАТИВ | 1995 |
|
RU2093112C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНАТОМИЧЕСКОЙ МОДЕЛИ В МАГНИТНОМ РАЗЪЕМНОМ НЕГАТИВЕ | 1992 |
|
RU2056814C1 |
| ШАРНИРНОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МАГНИТНЫХ НЕГАТИВОВ | 1996 |
|
RU2110234C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МАГНИТНОГО РАЗЪЕМНОГО НЕГАТИВА | 1995 |
|
RU2093111C1 |
| Способ получения анатомических моделей в негативе из ферромагнитного дисперсного материала | 1990 |
|
SU1779361A1 |
| ОПОКА ДЛЯ ИЗГОТОВЛЕНИЯ РАЗЪЕМНОЙ МАГНИТНОЙ ФОРМЫ | 1997 |
|
RU2119403C1 |
| Способ изготовления анатомической модели | 1988 |
|
SU1662549A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПОЛЮСНЫХ МНОГОМЕСТНЫХ МАГНИТНЫХ ФОРМ ДЛЯ ЦИЛИНДРИЧЕСКИХ ОТЛИВОК | 1999 |
|
RU2165820C2 |
Использование: в области протезирования для изготовления разъемных и неразъемных магнитных негативов из намагничивающихся дисперсных материалов. Сущность изобретения: способ включает изготовление из намагничивающегося и ненамагничивающегося материала моделирующих вставок, размещение их и объекта или его сегмента в сыпучем материале, упрочнение сыпучего материала путем воздействия на него магнитного поля, удаление объекта из упрочненного материала с одновременным его освобождением от вставок и образованием полости негатива. Размещение моделирующих вставок в сыпучем намагничивающемся материале осуществляют или путем их закрепления на объекте с последующим раскреплением, или с помощью моделирующих приспособлений, установленных в емкости для сыпучего намагничивающегося материала, причем формообразующие поверхности вставок располагают в будущем негативе именно в тех областях объекта и будущего негатива, которые и требуется отмоделировать негативом. В качестве материала для формообразующей поверхности вставок могут использоваться ненамагничивающийся пластичный материал, а для их тыльной части - намагничивающийся материал. Технический результат: позволяет моделировать необходимые области анатомического объекта, что уменьшает трудоемкость обработки позитива и повышает степень его соответствия требованиям протезирования. 3 з.п.ф-лы, 3 ил.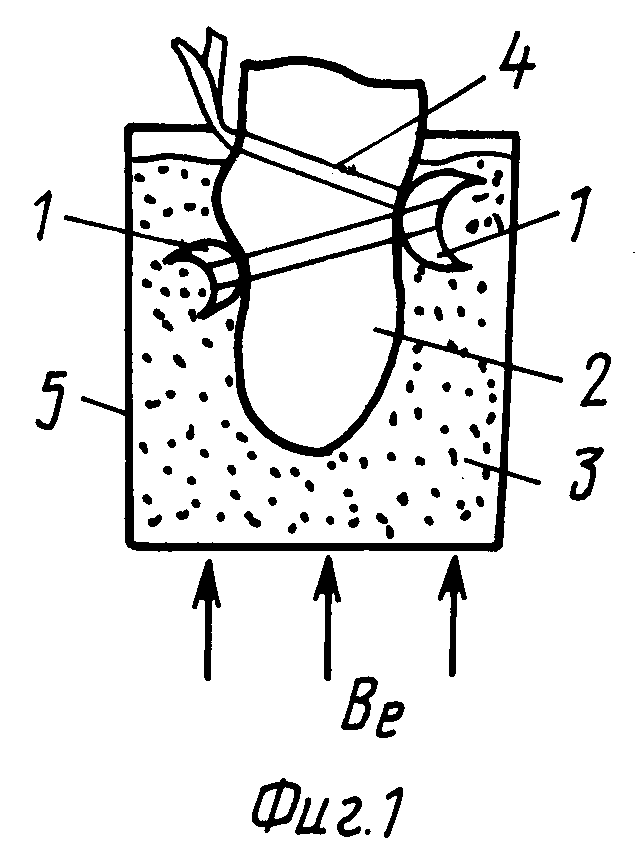
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1662549, кл | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1779361, кл | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
