Изобретение относится преимущественно к литейному производству, в частности к опокам для изготовления магнитных форм с полостями, имеющими криволинейные поверхности, к которым вектор индукции магнитного поля направлен под углом 70-90o.
Известна стальная цельнолитая прямоугольная опока для изготовления песчано-глинистой разъемной литейной формы, получаемой отличным от магнитного формообразования путем. Опока содержит четыре взаимно перпендикулярные стенки, выполненные из намагничивающегося материала, с поверхностями лада, и борта трапецеидальной формы, размещенные у лада каждой стенки [1].
Основными недостатками описанной опоки являются, во-первых, невозможность ее применения для изготовления магнитных форм из-за наличия стенок, выполненных из намагничивающегося материала, перпендикулярных полюсам двухполюсного намагничивающего устройства формы, и шунтирования этими стенками магнитного поля, во-вторых, невозможность устранения флокул, т.к. поперечное сечение бортов отлично от треугольного и выбрано только из условия препятствия выходу тела формы из опоки, в-третьих, материал намагничивающихся стенок выбран без учета его магнитных свойств, а именно магнитной проницаемости.
Наиболее близким по технической сущности к предлагаемому изобретению (прототипом) является опока для магнитной формовки, содержащая две стенки с поверхностью лада, выполненные из намагничивающегося материала, и две стенки с поверхностью лада, выполненные из ненамагничивающегося материала, которые расположены перпендикулярно к намагничивающимся стенкам. С внутренней стороны каждой стенки, выполненной из намагничивающегося материала, расположена по меньшей мере одна опора для размещения знаковой части магнитного стержня [2].
Основными недостатками известной опоки для магнитной формовки при изготовлении с ее помощью разъемных магнитных форм с полостями, оформленными криволинейными поверхностями (цилиндрическими, овальными, коническими и т.п. ), является, во-первых, появление специфического дефекта на участках криволинейных поверхностей, расположенных у поверхности разъема и обращенных к полосным пластинам намагничивающего устройства (вектор индукции магнитного поля направлен к этим поверхностям под углом 70-90oC); и, во-вторых, высокая трудоемкость изготовления магнитных форм, т.к. для устранения вышеназванного дефекта необходимо упрочнение этих участков быстротвердеющими связующими.
Сущность изобретения заключается в том, что опока для изготовления разъемной магнитной формы, содержащая две стенки опоки с поверхностью лада, выполненные из намагничивающегося материала, и две стенки с поверхностью лада, выполненные из ненамагничивающегося материала, которые расположены перпендикулярно к намагничивающимся стенкам, снабжена размещенными у поверхности лада стенок, выполненных из намагничивающегося материала, постоянными или сменными бортами, имеющими в сечении прямоугольный треугольник, один катет, которого установлен в поверхности лада, в другой - на стенке, выполненной из намагничивающегося материала. Угол сечения борта, обращенный внутрь опоки, составляет 10-45o к поверхности лада. Борт изготовлен из материала с повышенной магнитной проницаемостью. Вершина борта, обращенная внутрь опоки, расположена с возможностью размещения поверхности полости формы вблизи от этой вершины.
Техническим результатом является исключение дефекта, а также снижение трудоемкости изготовления разъемных опочных магнитных форм. Отсутствие дефекта обусловлено исключением флокулизации криволинейных поверхностей (цилиндрической, овальной, конической и т. п. ) полости магнитных форм вследствие того, что борта опоки имеют треугольное сечение. Снижение трудоемкости изготовления разъемных магнитных форм обеспечивается применением бортов, изготовленных из материала с повышенной магнитной проницаемостью и имеющих угол треугольного сечения, обращенный внутрь опоки, 10- 45o к поверхности лада. Намагничиваясь в магнитном поле, борт создает существенную неоднородность магнитного поля и, следовательно, возникают градиент поля и пондеромоторная сила, направленные в сторону большей величины, например индукции магнитного поля, имеющей место у вершины треугольного сечения борта. В результате флокулы не образуются, т.к. частицы ферромагнитного материала, находящиеся вблизи от борта на участках криволинейной поверхности формы, притягиваются к нему, и устойчивость этих участков возрастает, т.е. отпадает необходимость в их дополнительном упрочнении.
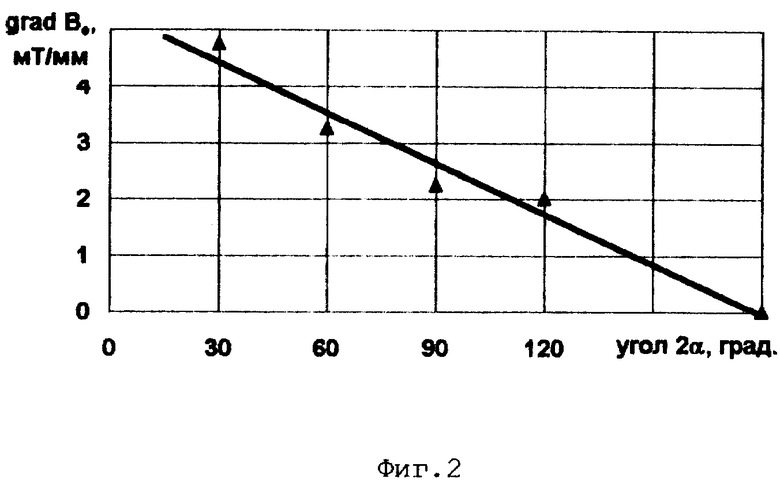
На фиг. 1 показана опока с бортами, намагничивающее устройство и изготовленная с их помощью нижняя полуформа магнитной формы, разрез, на фиг. 2 - график зависимости градиента индукции Be от величины острого угла 2α сечения бортов спаренных опок.
Опока для изготовления разъемной магнитной формы содержит две стенки 1 с поверхностью лада, выполненные из намагничивающегося, например ферромагнитного, материала две стенки 2 с поверхностью лада, выполненные из ненамагничивающегося материала (на фиг. 1 показана одна стенка) и постоянные или сменные борта 3. Стенки 2 расположены перпендикулярно к стенкам 1. Борта 3 размещены у поверхности лада стенок и имеют в сечении прямоугольный треугольник. Ось борта 3 может быть прямо - или криволинейной, в сечение борта 3 - переменным или постоянным по длине его оси. Один из катетов треугольного сечения борта 3 размещен на стенке 1 из намагничивающегося материала, а другой катет расположен в поверхности лада. Угол α сечения борта 3, обращенный внутрь опоки, составляет 10-45o в поверхности лада стенок 1. Борта 3 изготовлены из материала с повышенной магнитной проницаемостью. Вершина борта, обращенная внутрь опоки, расположена с возможностью размещения поверхности полости формы вблизи от этой вершины.
Применение предложенной опоки поясняется на примере изготовления нижней полуформы магнитной формы, используемой для производства цилиндрических отливок типа "гильза", "втулка" и т.п. Опока установлена между полюсами намагничивающего устройства 4. В рабочем пространстве опоки, образованном намагничивающимися и ненамагничивающимися стенками 1, 2, помещен намагниченный ферромагнитный формовочный материал 5 с готовой полостью и установленным там литейным стержнем 6.
Работа опоки для изготовления магнитной формы осуществляется следующим образом. Между бортами 3 опоки размещают модель с цилиндрической поверхностью. Затем в незанятое моделью рабочее пространство опоки засыпается ферромагнитной формовочный материал 5, который при необходимости уплотняется. После чего опока устанавливается в рабочее пространство намагничивающего устройства 4 так, что ее намагничивающиеся стенки 1 с бортами 3 оказываются параллельными, а ненамагничивающиеся стенки 2 - перпендикулярными полюсным пластинам намагничивающего устройства 4. Намагничивающее устройство 4 подключается к источнику тока. В результате в межполюсном пространстве намагничивающего устройства 4 возникает магнитное поле, которое намагничивает борта 3 опоки, усиливающие магнитное поле и распределяющие его по объему материала 5. Ферромагнитные борта, намагничиваясь, создают существенную неоднородность магнитного поля и, как следствие этого, возникают градиент поля и пондеромоторная сила, направленные в сторону большей величины (индукции или напряженности) поля, имеющей место у вершины треугольного сечения борта 3. В результате частицы ферромагнитного материала 5, находящиеся вблизи от борта 3 на участке криволинейной поверхности формы, обращенный к борту 3, притягиваются, в т.ч. через посредство других частиц к борту 3, и флокулы не образуются, а устойчивость этой поверхности возрастает. Поскольку у вершины сечения борта 3 индукция и градиент поля имеют наибольшие значения и убывают по мере удаления от нее, то для более эффективного устранения флокул модель (не показана) или полость формы должна быть расположена по возможности ближе к этой вершине. При изготовлении борта 3 из магнитомягкого материала с повышенной проницаемостью этот эффект еще более усиливается, т.к. они намагничиваются до более высокого значения индукции, чем, например, неотожженные среднеуглеродистые стали, применяемые как материал опок для песчано-глинистой формовки.
После того как ферромагнитный формовочный материал 5 приобретет достаточную прочность, модель удаляется с образованием полуформы.
По окончанию изготовления другой полуформы, которое осуществляется аналогично, и простановки магнитного или немагнитного литейного стержня 6, форма собирается. В результате борат 3 соседних опок смыкаются по разъему с образованием в их сечении острого угла 2α, разделенного поверхностью разъема на две части и обращенного к полости формы.
На фиг. 2 приведен график изменения индукции, в зависимости от величины объединенного 2α, который показывает, что наибольшее значение градиент магнитного поля имеет при угле 2α в диапазоне 20-90o. Использование в опоке сменного или постоянного борта 3 с углом α при его вершине 10o затрудняет его изготовление и эксплуатацию, а с углом α более 45o снижает его эффективность по устранению флокуляции полостей магнитной формы из-за снижения градиента поля.
В образовавшуюся при сборке формы полость заливается расплав, после частичного или полного затвердевания которого намагничивающее устройство 4 отключается от источника питания. При этом магнитное поле исчезает, формовочный материал 5 размагничивается и разупрочняется, а опока удаляется из рабочего пространства намагничивающего устройства 4. После необходимого охлаждения отливки в форме опоки разъединяются, а формовочный материал 5 вместе с готовой отливкой удаляются из опок.
Таким образом, применение предложенной опоки, по сравнению с прототипом, позволит обеспечить отсутствие дефекта изготовленных при ее помощи разъемных магнитных форм, путем исключения флокуляции цилиндрических или близких к ним по очертаниям поверхностей, а также снижение трудоемкости изготовления разъемных магнитных форм, т.к. отпадает необходимость в дополнительном упрочнении участков их криволинейных поверхностей.
Источники информации
1. ГОСТ 14973-69. Опоки литейные цельнолитые стальные. М., 1970.
2. Патент РФ N 2064362. Опока для магнитной формовки. МПК 6 B 22 C 9/00, 1996 г.
Изобретение относится к литейному производству. Две стенки опоки с поверхностью лада, выполненные из немагничивающегося материала, расположены перпендикулярно двум стенкам, выполненным из ненамагничивающегося материала. У поверхности лада стенок, выполненных из намагничивающегося материла, размещены постоянные или сменные борта. Борта имеют в сечении прямоугольный треугольник. Один катет сечения установлен в поверхности лада, а другой - на стенке, выполненной из намагничивающегося материала. Ось борта выполнена прямо -или криволинейной, а сечение борта переменным или постоянным по длине оси. Угол сечения борта, обращенный внутрь опоки, составляет 10-45o к поверхности лада. Борта изготовлены из материала с повышенной магнитной проницаемостью. Вершина борта, обращенная внутрь опоки, расположена с возможностью размещения поверхности полости формы вблизи от этой вершины. Технический результат заключается в исключении дефектов и снижении трудоемкости изготовления разъемных опочных магнитных форм. 3 з.п.ф-лы, 2 ил.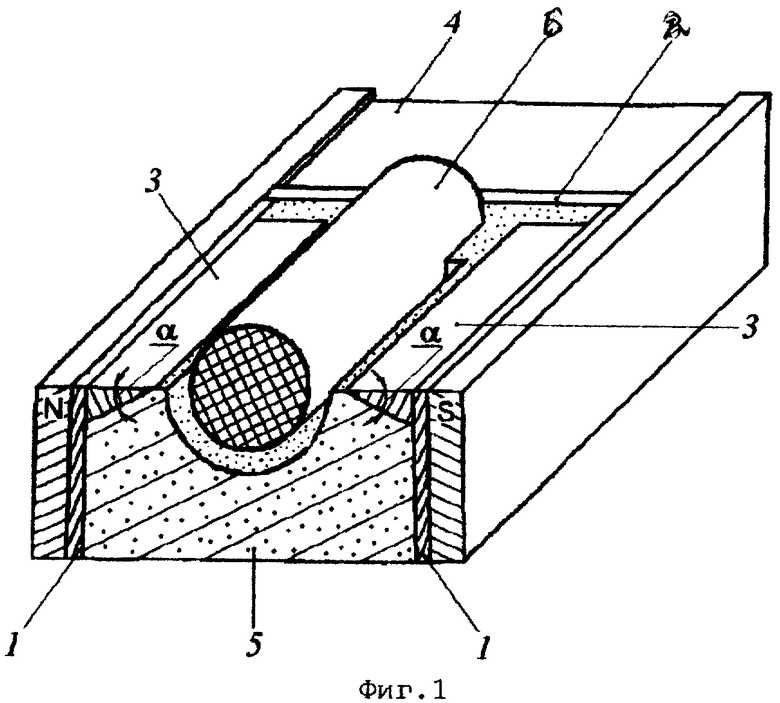
| RU 2064362 C1, 27.07.96 | |||
| Оснастка для изготовления, транспортирования и сборки магнитных форм | 1988 |
|
SU1675021A1 |
