Изобретение относится к изготовлению и ремонту шахтных печей, в частности доменных.
Известен способ ремонта шахты доменной печи, при котором на месте демонтированных частей кожуха и футеровки устанавливаются укрупненные карты кожуха с предварительно смонтированными на них плитовыми чугунными холодильниками (Аптекарь С.С., Бальгольский Б.П., Вендров И.Г. и др. Организация ремонта оборудования металлургических предприятий, Киев: Техника, 1981, с. 89-92, рис. 12). После сварки стыков между соседними картами изнутри печи на кожухе напротив стыков устанавливаются специальные замковые плитовые холодильники, а после "замыкания" периметра шахты перед холодильниками с зазором укладывается огнеупорный кирпич, зазор для улучшения отвода тепла от кирпича к холодильникам заполняется углеродистой массой, зазоры между самими холодильниками заполняются чугунной замазкой, а пространство между холодильником и кожухом заливается мертелем.
Способ имеет ряд недостатков. Большое количество последовательно выполняемых технологический операций, либо требующих специального оборудования (подъемные устройства с растяжками - для монтажа холодильных плит, транспортеры - для подачи огнеупорного кирпича в шахту), либо вообще не поддающихся механизации (укладка огнеупорного кирпича), да к тому же еще и отличающихся повышенной вредностью для здоровья работающих (выполнение зазоров углеродистой массой и чугунной замазкой) приводит к значительной длительности проведения ремонтных работ, большим затратам людских и материальных ресурсов, повышенной заболеваемости и травматизму.
Наиболее близким по технической сущности и достигаемым результатам является способ изготовления шахты доменной печи, при котором в строительном элементе (карте) кожуха предварительно устанавливаются (за исключением краев) охлаждаемые трубы, околотрубное пространство заполняют огнеупорным бетоном, после его сушки последовательно монтируют строительные элементы в шахте и соединяют путем сварки края соседних строительных элементов, а пространство напротив сварочных швов заполняют огнеупорным бетоном (а.с. N 1370413, кл. F 27 D 1/08, БИ N4, 1988).
Способ имеет ряд недостатков, т.к. бетонирование околотрубного пространства осуществляется до монтажа строительных элементов в шахте печи, вес строительного элемента нередко оказывается больше, чем грузоподъемность имеющихся на доменной печи подъемных механизмов, что приводит к невозможности его практического осуществления. Кроме того, при предлагаемых способом размерах строительных элементов (ширина - до 1/4 окружности шахты) осуществить бетонирование околотрубного пространства горизонтально расположенного строительного элемента можно лишь в его средней по ширине зоне. В примыкающих же к его боковым краям зонах строительного элемента осуществить бетонирование практически невозможно: крутизна наружной поверхности бетона в этом случае достигает 45o и даже жесткая бетонная смесь при вибрировании не укладывается равномерным по толщине слоем; применение же герметичной опалубки по наружной поверхности бетонного слоя невозможно, т.к. подаче бетонной смеси в этом случае мешают боковая опалубка и сами охлаждаемые трубы. Усложняется при этом способе изготовления шахты доменной печи и процесс сушки бетонного слоя после укладки его в строительные элементы, т.к. при этом требуются специальные крупногабаритные сушильные устройства с размерами внутреннего пространства 15х15х6 м и более.
Наконец, при рассматриваемом способе возможна только ручная сварка стыков между соседними строительными элементами, т.к. электрошлаковая сварка с полуавтоматами требует с учетом их обслуживания ширины свободного от бетона участка кожуха в 700-800 мм, однако в этом случае расстояние между ближайшими охлаждаемыми трубами смежных строительных элементов оказывается около 1000 мм, что неизбежно приводит в процессе эксплуатации доменной печи к недопустимому перегреву кожуха. Применение же ручной сварки стыков согласно указанному способу увеличивает стойкость и продолжительность ремонтных работ и снижает качество соединений.
Указанный способ является прототипом предлагаемого изобретения.
Целью изобретения является сокращение времени на изготовление шахты, удешевление строительно-монтажных работ и улучшение их качества.
Поставленная цель достигается тем, что в известном способе изготовления шахты доменной печи, включающем установку охлаждаемых труб на строительных элементах кожуха, монтаж строительных элементов, заполнение околотрубного пространства огнеупорным бетоном и его сушку, согласно изобретению после монтажа строительных элементов на стыках соседних элементов дополнительно устанавливают трубы охлаждения и околотрубное пространство заполняют огнеупорным бетоном одновременно по всему периметру шахты в несколько вертикальных шагов с использованием поэтапно устанавливаемой опалубки, а сушку бетона осуществляют путем подачи горячего газа или пара в охлаждаемые трубы с вентиляцией внутреннего пространства печи. Режим сушки регулируют путем изменения температуры и расхода пара или горячего газа пропорционально температуре бетона, а также изменением расхода вентиляционных газов обратно пропорционально их влажности на выходе из шахты.
Монтаж строительных элементов в шахте сразу после установки на них охлаждаемых труб до бетонирования позволяет увеличить единичный размер строительного элемента и обеспечить реализацию способа при наличии устройства малой грузоподъемности, благодаря чему сокращается время монтажа и удешевляются ремонтные работы.
Установка на стыках соседних элементов после их монтажа труб охлаждения позволяет применить при сварке стыков электрошлаковые полуавтоматы, в результате чего сокращается продолжительность и стоимость монтажных работ и улучшается их качество.
Осуществление бетонирования околотрубного пространства одновременные по всему периметру шахты в несколько вертикальных шагов с использованием поэтапно устанавливаемой опалубки дает возможность создать огнеупорный слой непрерывно-поточным методом при помощи высокопроизводительного оборудования (бетономешалки, бетононасосы), объединяя при этом в единый поток цикл работ по предварительному бетонированию центральной части строительных элементов и бетонированию стыков между ними после их монтажа в шахте, благодаря чему сокращается продолжительность бетонных работ, уменьшается количество и номенклатура используемого при этом оборудования, снижается стоимость бетонных работ и улучшается их качество.
Выполнение сушки бетона путем подачи в охлаждаемые трубы горячего газа или пара под давлением с вентиляцией внутреннего пространства печи позволяет осуществить процесс схватывания бетона и набора требуемой прочности без применения специальных крупногабаритных сушильных устройств, предотвратить возможные повреждения бетонного слоя при монтаже забетонированных строительных элементов и обеспечить оптимальный режим сушки бетона благодаря контролю за режимом сушки не косвенно - по температуре среды в сушильных устройствах, а непосредственно по температуре бетонного слоя и влажности вентиляционных газов, используя при этом термопары, устанавливаемые в бетонном слое для контроля за технологическими параметрами работы доменной печи, влагомеры и психрометры, устанавливаемые перед отводящим газоходом, благодаря чему снижается время, затрачиваемое на сушку бетона, улучшается его качество и снижается стоимость работ.
Регулирование режима сушки путем изменения температуры и расхода пара или горячего газа пропорционально заданной температуре бетона, а также изменением расхода вентиляционных газов обратно пропорционально их влажности на выходе из шахты позволяет оптимизировать процесс сушки и повысить точность и оперативность регулирования, за счет чего сокращается время схватывания и набора бетоном заданной прочности, улучшаются качество бетонных работ и конечные свойства бетона, снижаются трудозатраты.
На основании вышеизложенного доказано, что каждый из отличительных признаков необходим, а все вместе достаточны для достижения цели изобретения. Следовательно, отличительные признаки являются существенными, а предлагаемый способ удовлетворяет критерию "новизна".
Известен способ (Аптекарь С.С., Бельгольский Б.П., Вендров И.Г. и др. Организация ремонта оборудования металлургических предприятий, Киев: Техника, 1981, с. 89-92, рис. 12), при котором на стыках между соседними строительными элементами устанавливаются специальные чугунные "замковые" холодильники, защищающие свободные участки кожуха от воздействия печной среды. Однако указанное решение не позволяет достичь цели предлагаемого изобретения, т. к. "замковые" холодильники, имея строго фиксированные размеры, должны закрывать кожух на всю ширину полосы стыка и в случае, если в процессе сборки реальная ширина полосы стыка не совпадает с проектной, приходится либо "строгать" "замковые" и соседние с ними чугунные холодильники, либо оставлять зазоры больше допустимой ширины. Это существенно замедляет процесс сборки шахты, увеличивает объем работ и часто приводит к повреждениям холодильных плит и уменьшению надежности и долговечности шахты печи.
Предлагаемое решение - установка на вертикальных стыках охлаждаемых труб позволяет проектировать и вести монтаж шахты при любой ширине свободной полосы кожуха на стыках, обеспечивая надежное охлаждение и защиту благодаря установке на стыках по ширине различного количества труб, что обеспечивает при работе гарантированное качество работ, их поточность и эффективность.
Таким образом, свойства изобретения и известного технического решения не являются сходными.
Так как другие существенные признаки, отличающие предлагаемое решение от прототипа, не обнаружены в известных решениях, можно сделать вывод, что предлагаемый способ удовлетворяет критерию "существенные отличия".
Из вышеизложенного следует, что предлагаемое техническое решение соответствует понятию "изобретение", так как доказано его соответствие критерию "новизна", "существенные отличия" и показана возможность достижения положительного эффекта при указанной совокупности отличительных признаков.
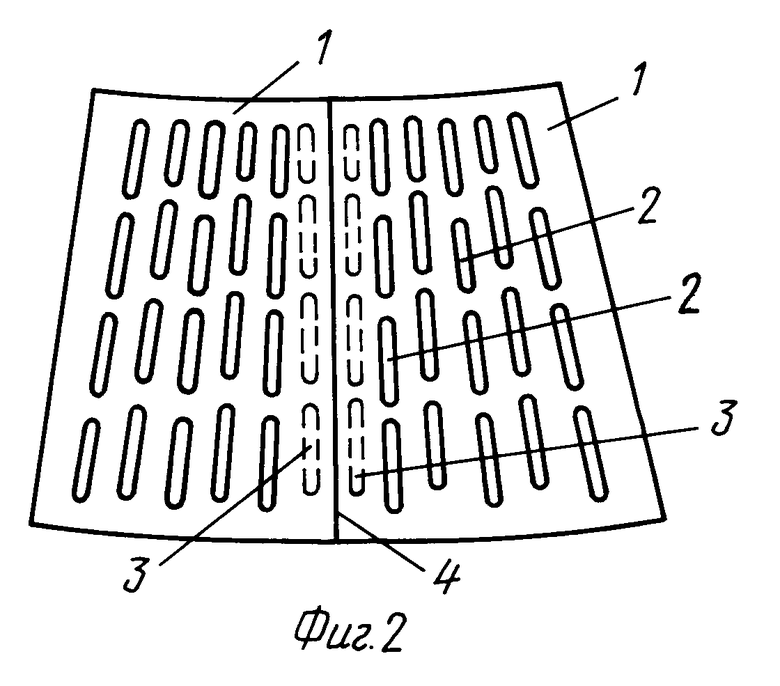
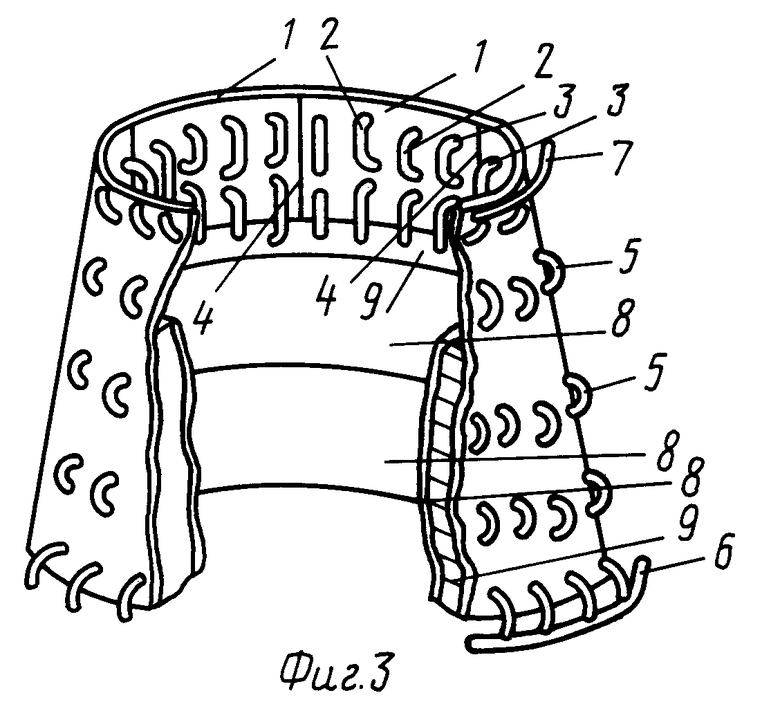
На фиг.1 изображен строительный элемент шахты в сборе, на фиг.2 - схема монтажа двух соседних элементов; на фиг. 3 - этап бетонирования смонтированных строительных элементов.
На строительном элементе кожуха 1 смонтированы трубы охлаждения 2. Аналогичные трубы 3 монтируются на стыках 4 строительных элементов после сварки швов между ними электрошлаковыми полуавтоматами. Выступающие наружу концы труб охлаждения 2 и 3 соединены в охлаждаемые контуры калачами 5, которые объединены напорными 6 и выпускными 7 коллекторами. Пространство между опалубкой 8 и кожухом 1 заполнено огнеупорным бетоном 9, в котором установлены термопары 10.
Способ осуществляют следующим образом. В строительном элементе кожуха 1 вырезают отверстия, через которые выводят наружу концы труб 2, монтируемых при помощи сварки. Размеры строительных элементов: ширина 1/9 - 1/3 часть окружности шахты, высота равна размерам охлаждаемой зоны шахты печи.
На место удаленного ранее старого строительного элемента при помощи монтажной тележки устанавливают новый строительный элемент с трубами охлаждения 2. При этом достаточно тележки небольшой грузоподъемности, поскольку его вес не превысит 10-20т.
Аналогичным образом рядом с уже установленными монтируют еще один строительный элемент 1 с трубами охлаждения 2. Стыки 4 двух соседних элементов 1 соединяют при помощи электрошлаковой сварки полуавтоматами, после чего в зоне образовавшегося шва на примыкающей к нему вертикальной полосе кожуха устанавливают при помощи сварки 1-4 вертикальных ряда труб 3 (в зависимости от их диаметра и ширины полосы свободного кожуха), выступающие наружу концы труб 2 и 3 соединяют путем приварки к ним калачей 5 в охлаждаемые контуры, которые подключаются к напорным 6 и выпускным 7 коллекторам. Параллельно с установкой труб 3 на стыке первых строительных элементов и приваркой калачей 5 устанавливают следующий строительный элемент 1, соединяя его с предыдущими электрошлаковыми полуавтоматами, затем монтируют трубы 3 и калачи 5 и т.д. Работы осуществляются в указанном объеме и последовательности до замыкания периметра шахты.
Общая продолжительность сборки шахты из n строительных элементов равна, таким образом, времени монтажа I элемента, умноженному на n, плюс длительность установки труб 3 на последнем из сваренных стыков 4. Однако благодаря применению меньшего количества строительных элементов, использованию полуавтоматической сварки и произвольно изменяемому (при необходимости обрезки краев строительных элементов) количеству труб 3, устанавливаемых на стыках, продолжительность сборки элементов кожуха шахты сокращается по сравнению с известными способами на 10-25%.
Бетонирование пространства между трубами 2 и 3 осуществляется после окончания всех сварочных работ с использованием поэтапно устанавливаемой стационарной либо передвижной опалубки 8. Стационарная опалубка в виде образующих горизонтальные кольца щитов высотой 0,5 - 3,0 м крепится к кожуху при помощи металлический арматуры. Передвижная опалубка той же высоты подвешивается к колошнику печи. Высота опалубки определяется подвижностью бетонной смеси и размерами межтрубного пространства: при жестких и малоподвижных бетонных смесях и "густом" расположении труб охлаждения 2 и 3 вертикальный шаг бетонирования и соответственно высота стационарной либо передвижной опалубки составляет 0,5-1,0 м, при подвижных смесях и разреженной установке труб высота опалубки может быть 2-3 м.
Бетонная смесь подается в кольцевой объем, ограничиваемый кожухом 1 снаружи и опалубкой 8 изнутри, при помощи бетононасосов большой мощности. При этом подвижная бетонная смесь может укладываться прямо из гибкого рукава без применения вибраторов, что сокращает объем и продолжительность бетонных работ. В процессе бетонирования в толщу бетона закладываются термопары для замера температуры, а также листы асбестового картона или другого волокнистого материала для компенсации термического расширения бетона 9. После укладки слоя бетона 9 на высоту опалубки 8 передвижную опалубку поднимают на высоту вертикального шага бетонирования. Стационарную опалубку наращивают из ранее заготовленного комплекта и цикл бетонирования повторяют. Укладка бетона указанным способом возможна как в охлаждаемой зоне шахты на высоту строительных элементов кожуха 1 с трубами охлаждения 2 и 3, так и в неохлаждаемой зоне шахты и в зоне колошниковых плит, что позволяет полностью исключить необходимость укладки огнеупорного кирпича, значительно снизив при этом трудоемкость и продолжительность ремонта, что не обеспечивается ни одним из известных способов, кроме предлагаемого. В целом при применении высокопроизводительных насосов продолжительность бетонирования охлаждаемой зоны шахты в предлагаемом способе примерно равна продолжительности бетонирования стыков между строительными элементами кожуха в известном прототипе.
Сушка бетона осуществляется подачей в охлаждаемые трубы 2 и 3 горячего газа или пара под давлением. Подача осуществляется через коллекторы 7, а отвод - через коллекторы 6. Проходя по трубам, газ или пар нагревают бетонный слой 9, вызывая ускоренное выведение из него избыточной влаги.
Режим сушки контролируют по показаниям установленных в бетоне термопар и влажности вентиляционных газов на выходе из шахты. Температуру бетона поднимают со скоростью 10-20oC в час с выдержкой при температурах 110-120, 180-200, 280-300oC и доводят до 300oC не менее, чем за 40 ч. При необходимости повышения температуры бетона увеличивают температуру горячего газа или пара и (или) повышают их расход. В случае необходимости снижения температуры бетона температуру и расход горячего газа или пара соответственно снижают.
Влажность вентиляционных газов на выходе из шахты регулируют таким образом, чтобы вывод из объема печи избыточной влаги осуществлять не менее 18 ч. При подаче сухих вентиляционных газов в пространство печи их рекомендуемая влажность на выходе - до 50%. При увеличении влажности расход вентиляционных газов снижают и наоборот.
Предлагаемый способ по сравнению с прототипом позволяет сократить сроки проведения ремонта, уменьшить его стоимость и трудозатраты, повысить качество строительно-монтажных работ и исключить применение дорогого грузоподъемного и сушильного оборудования большой мощности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО СТЕНОВОЙ КРУПНОБЛОЧНОЙ ПАНЕЛИ ШАХТНОЙ ПЕЧИ | 1992 |
|
RU2103374C1 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОГО РЕМОНТА СИСТЕМЫ ОХЛАЖДЕНИЯ ШАХТЫ ДОМЕННОЙ ПЕЧИ | 2000 |
|
RU2170768C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ СТЕН МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 1995 |
|
RU2121509C1 |
| СПОСОБ РЕМОНТА ДОМЕННОЙ ПЕЧИ | 2000 |
|
RU2171849C1 |
| СПОСОБ ФУТЕРОВКИ ЭЛЕМЕНТОВ ДОМЕННОЙ ПЕЧИ | 2002 |
|
RU2225884C2 |
| ХОЛОДИЛЬНИК ДОМЕННОЙ ПЕЧИ | 2004 |
|
RU2249049C1 |
| СПОСОБ ФУТЕРОВКИ ШАХТЫ ДОМЕННОЙ ПЕЧИ, ХОЛОДИЛЬНЫЙ БЛОК ШАХТЫ ДОМЕННОЙ ПЕЧИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2682499C1 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОГО РЕМОНТА СИСТЕМЫ ОХЛАЖДЕНИЯ ШАХТЫ ДОМЕННОЙ ПЕЧИ | 2004 |
|
RU2258742C1 |
| Способ изготовления шахты доменной печи | 1986 |
|
SU1370413A1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ ДОМЕННОЙ ПЕЧИ | 2000 |
|
RU2163642C1 |
Изобретение может быть использовано при изготовлении и ремонте шахтных печей, в частности, доменных. Способ включает установку охлаждаемых труб на строительных элементах кожуха, монтаж строительных элементов, заполнение околотрубного пространства огнеупорным бетоном и его сушку. После монтажа строительных элементов дополнительно устанавливают охлаждающие трубы и околотрубное пространство заполняют огнеупорным бетоном одновременно по всему периметру шахты в несколько вертикальных шагов с использованием поэтапно устанавливаемой опалубки, а сушку бетона осуществляют путем подачи горячего газа или пара в охлаждаемые трубы с вентиляцией внутреннего пространства печи. Режим сушки регулируют путем изменения температуры и расхода пара или горячего газа пропорционально заданной температуре бетона, а также изменением расхода вентиляционных газов обратно пропорционально их влажности на выходе из шахты. 1 з.п.ф-лы 3 ил.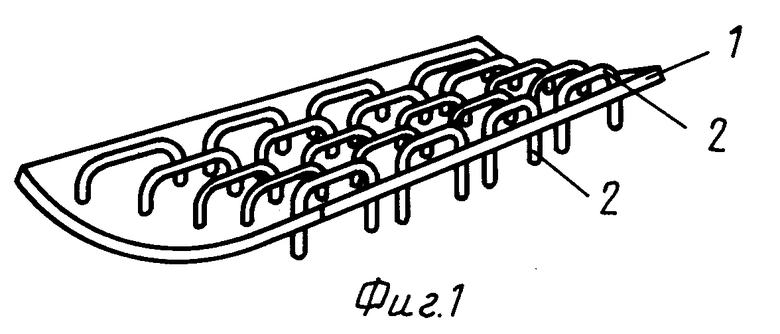
| SU, авторское свидетельство, 1370413, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |

