Группа изобретений относится к области металлургии и может применяться, как при строительстве доменных печей, так и при их капитальном, плановом или аварийном ремонте.
Известна типовая, наиболее распространенная конструкция шахты доменной печи и, соответственно, технология ее возведения [Общая металлургия. Бурдаков Д.Д., Бурдаков Ю.Д., Володин С.А. и др., М.: «Металлургия», 1971, с. 110-121] или [Металлургия черных металлов. Линчевский Б.В., Соболевский А.В. и Кальменев А.А., М.: «Металлургия», 1980, с. 36-41]. Основными характеристиками доменной печи являются ее размеры и профиль - осевое вертикальное сечение рабочего пространства. Доменная печь включает вертикально ориентированный металлический корпус, внутреннее пространство которого включает огнеупорную кладку. Печь состоит, как правило, из пяти характерных частей. В частности, шахта доменной печи - это наиболее объемная коническая часть, расположенная под колошником и над распаром. На внутренней поверхности шахтной части корпуса доменной печи неподвижно закреплены водоохлаждаемые холодильники, которые последовательно обкладывают (выстилают) огнеупорной кладкой - т.е. футеруют, как правило, шамотным или высокоглиноземистым кирпичом. Пространство печи сушится по специальной технологии, после чего приступают к выплавке чугуна.
При ремонте шахты доменной печи, как правило, вырезают часть металлического корпуса с изношенной или аварийной футеровкой, разбирают (удаляют, демонтируют) холодильник, затем изношенную огнеупорную кладку и в обратной последовательности восстанавливают кладку с заменой холодильников и возвращают на место или меняют фрагмент металлического корпуса.
При возведении шахты типовой доменной печи или при ее ремонте выявились характерные недостатки, к которым можно отнести следующие. Это нестабильность физико-химических свойств футеровки по периметру от используемых футеровочных материалов и соблюдения технологических требований доведения их до рабочего состояния. Износ такой печи практически не прогнозируем. В итоге, несколько печей, возведенных по одинаковой технологии, существенно отличаются по сроку безремонтной работы и сроку эксплуатации до капитального ремонта.
Задача, решаемая группой изобретений и достигаемый технический результат заключаются в создании нового способа футеровки шахты доменной печи и нового холодильного блока для ее футеровки, использование которых позволяет увеличить межремонтный интервал, сократить время ремонта печи, что ведет за собою уменьшение ее простоя, а также снизить расход топлива за счет стабилизации тепловых характеристик печи. Кроме этого, уменьшается количество ремонтного персонала, что снижает трудозатраты на строительство и ремонт доменных печей.
Для решения поставленной задачи достижения заявленного технического результата в первом изобретении группы - холодильном блоке для футеровки шахты доменной печи, содержащем принудительно охлаждаемый корпус с по меньшей мере одним встроенным теплообменником с присоединительными патрубками, - корпус со стороны противоположной патрубкам содержит по меньшей мере один слой футеровки, первый из которых неразъемно связан с корпусом, а каждый последующий слой футеровки неразъемно связан с предыдущим слоем футеровки.
Кроме этого:
- футеровка выполнена невыступающей за контур корпуса;
- по меньшей мере, часть элементов футеровки выполнена выступающей за контур корпуса с образованием по меньшей мере одного бокового выступа;
- по меньшей мере, часть элементов футеровки выполнена невыступающей за контур корпуса и имеет по меньшей мере один боковой паз;
- поверхность корпуса со стороны противоположной патрубкам выполнена гладкой;
- поверхность корпуса со стороны противоположной патрубкам выполнена гладкой и снабжена неподвижно закрепленными анкерами, выполненными невыступающими за пределы футеровки;
- поверхность корпуса со стороны противоположной патрубкам выполнена рифленой;
- поверхность корпуса со стороны противоположной патрубкам выполнена рифленой и снабжена неподвижно закрепленными анкерами, выполненными невыступающими за пределы футеровки;
- футеровка содержит армирующие включения.
Для решения поставленной задачи достижения заявленного технического результата во втором изобретении группы - способе футеровки шахты доменной печи, включающем неподвижное закрепление на внутренней поверхности металлического корпуса доменной печи холодильных блоков и набивку или торкретирование зазоров между ними и между ними и металлическим корпусом печи огнеупорной пластичной массой с ее последующей сушкой, - используют холодильные блоки по первому изобретению группы, при этом набивку или торкретирование огнеупорной пластичной массой зазоров между слоями футеровки соседних холодильных блоков и их корпусами осуществляют сразу или послойно на всю глубину до соприкосновения с металлическим корпусом печи или ранее нанесенным между корпусами холодильных блоков и металлическим корпусом печи слоем огнеупорной пластичной массы.
Кроме этого:
- холодильные блоки монтируют внутри шахты по замкнутому периметру порядно;
- после монтажа холодильных блоков и набивки или торкретирования зазоров между ними огнеупорной пластичной массой на внутреннюю поверхность шахты наносят по меньшей мере один профилирующий ее пространство слой футеровочной смеси.
Изобретения иллюстрируются чертежами, где:
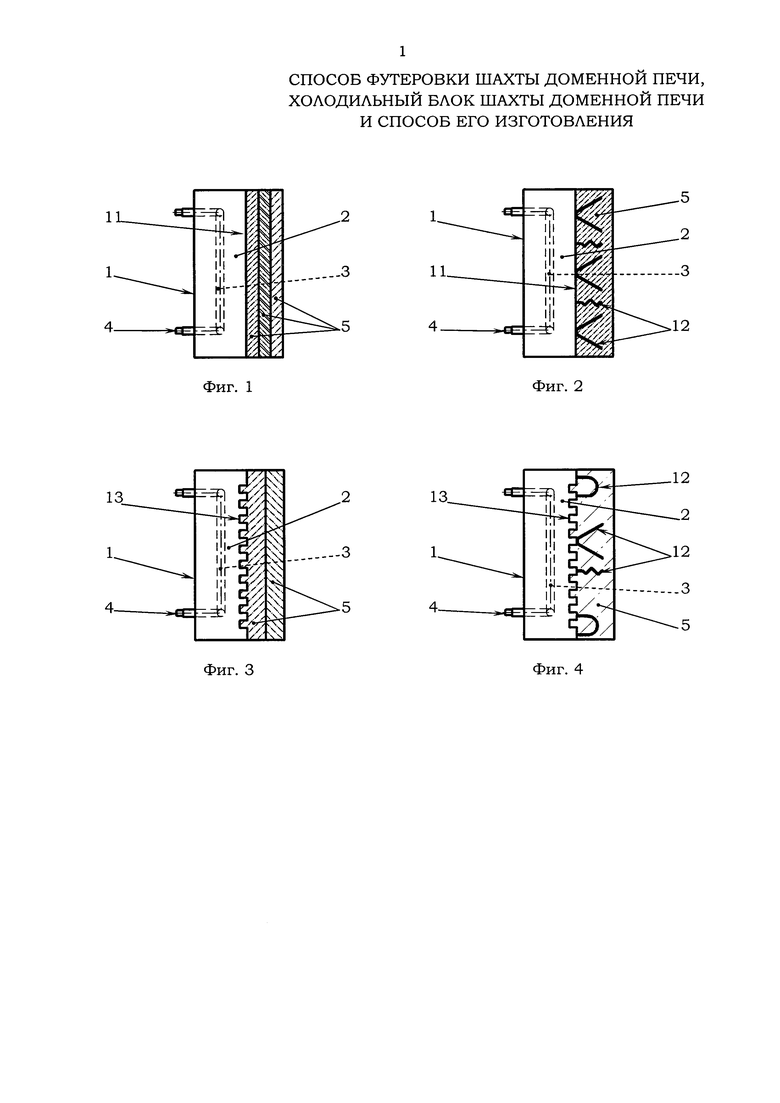
- на фиг. 1-4 показаны характерные варианты исполнения холодильного блока шахты доменной печи в части связи корпуса с футеровкой;
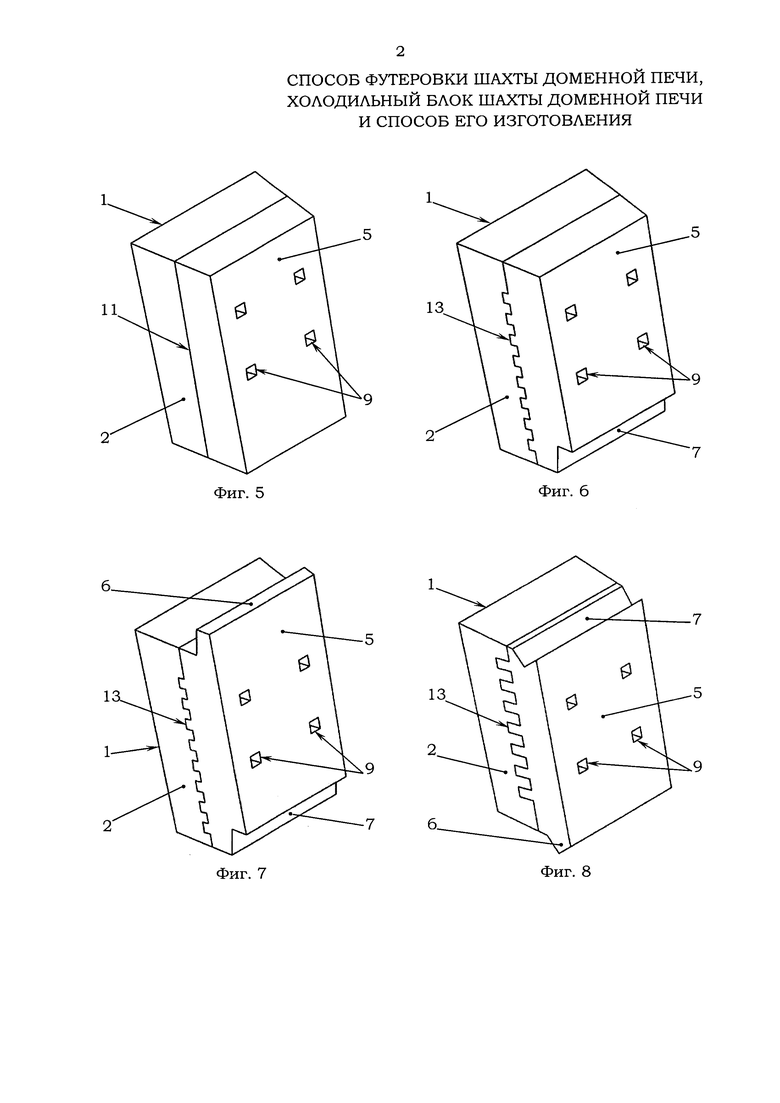
- на фиг. 5-8 - некоторые варианты исполнения кромок футеровки холодильного блока в аксонометрической проекции;
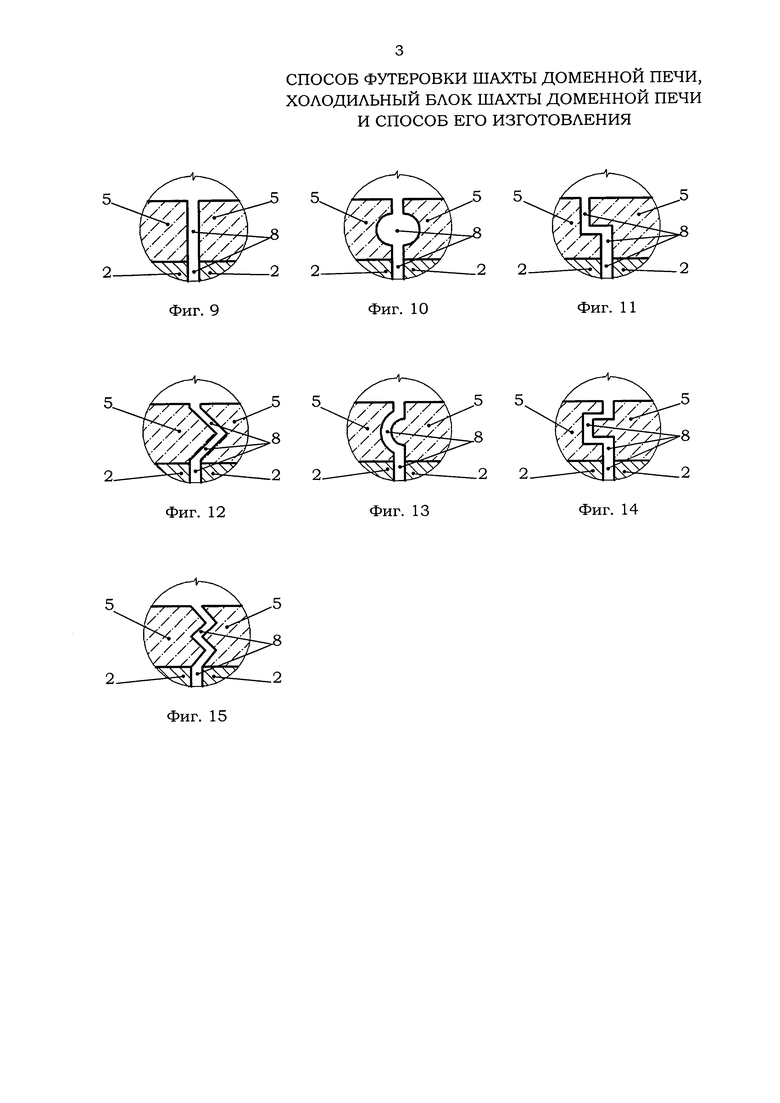
- на фиг. 9-15 - некоторые варианты взаимодействия кромок футеровок соседних холодильных блоков;
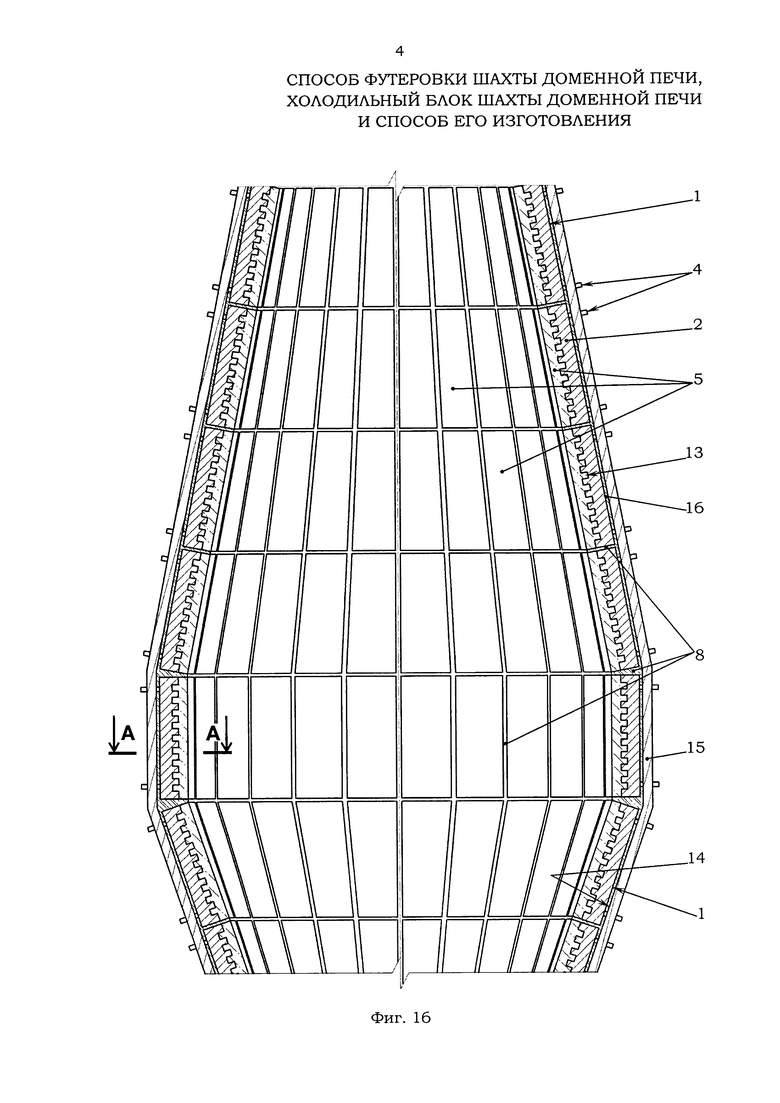
- на фиг. 16 изображен фрагмент вновь возведенной доменной печи, оснащенной холодильными блоками, выполненными согласно изобретению;
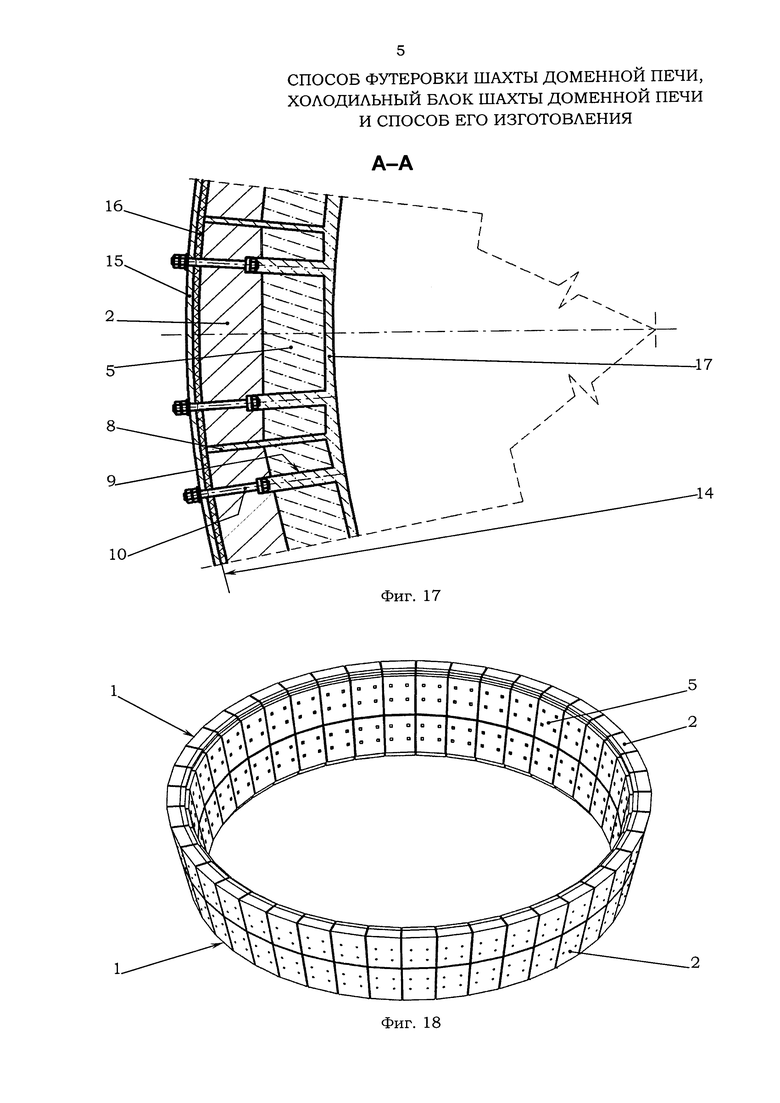
- на фиг. 17 показано сечение А-А фиг. 16 - фрагмент стенки шахты доменной печи, оснащенной холодильными блоками, выполненными согласно изобретению;
- на фиг. 18 показан фрагмент смонтированных по замкнутому периметру порядно внутри шахты доменной печи холодильных блоков (присоединительные патрубки не показаны) без изображения ее металлического корпуса в аксонометрической проекции;
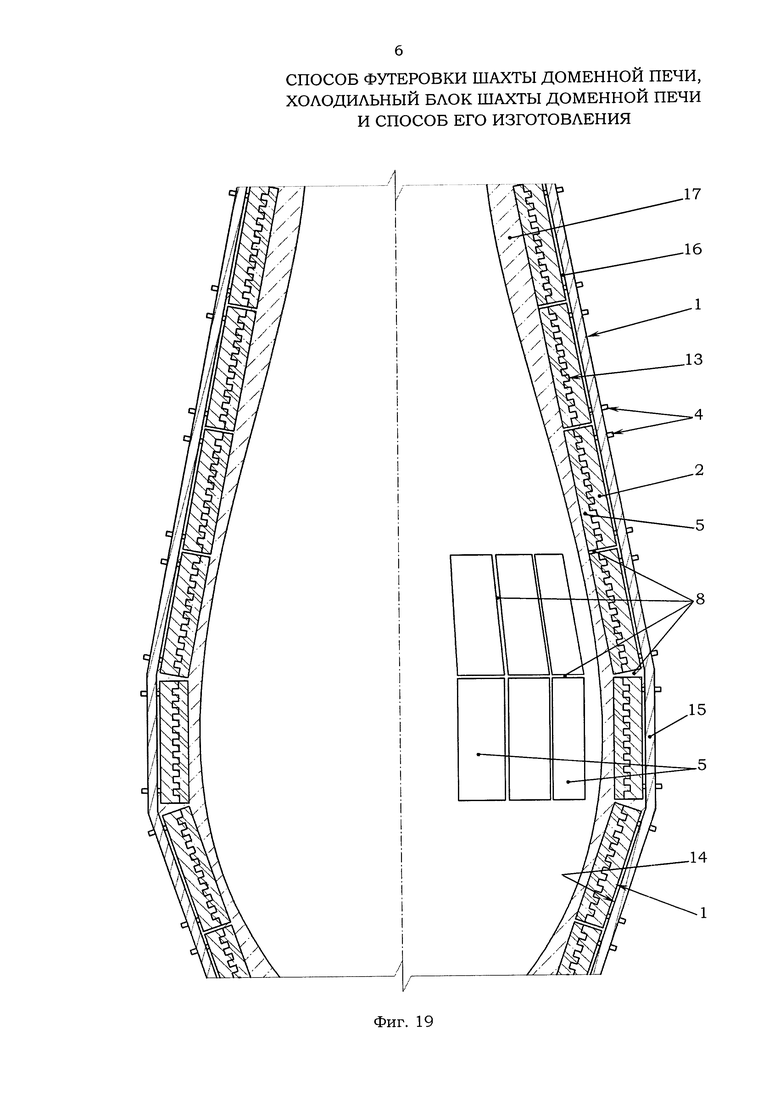
- на фиг. 19 изображен фрагмент отремонтированной доменной печи со встроенными холодильными блоками, выполненными согласно изобретению.
Холодильный блок 1 шахты доменной печи включает принудительно охлаждаемый корпус 2, как правило, прямоугольной в проекции формы и трапециевидной формы по высоте, который традиционно выполняют из высокопрочного чугуна, меди, сплавов на ее основе или других металлов и сплавов с одним или несколькими встроенными теплообменниками 3 с присоединительными патрубками 4, при этом корпус 2 со стороны противоположной патрубкам 4, т.е. по высоте блока 1, включает один или несколько слоев 5 футеровки, неразъемно связанных, как с корпусом 1, так и между собой. Слои 5 футеровки по высоте могут обладать разными физико-механическими свойствами и, например, включает армирующие включения, типа металлических волокон, фибры и т.д.
Футеровка холодильного блока 1 может быть выполнена невыступающей за контур его корпуса 2 или, по меньшей мере, часть элементов футеровки - с одной, двух, трех или со всех сторон, - может быть выполнена выступающей за контур корпуса 1 с образованием, по меньшей мере, одного бокового выступа 6 треугольной, прямоугольной, круглой или иной формы и, в то же время, по меньшей мере, часть элементов футеровки может быть выполнена невыступающей за контур корпуса 1 и включать, соответственно, один или более боковых пазов 7 треугольной, прямоугольной, круглой или иной формы. Как видно, элементы футеровки могут включать одновременно и пазы 7 и выступы 6 - в нужном количестве и с соответствующими профилями, обеспечивающими заложенную технологией дальнейшую герметизации и применение соответствующей огнеупорной пластичной массы для набивки зазоров 8, как между блоками 1, так и внутри них, например, открытых каналов 9 для прохода крепежных элементов 10.
Поверхность корпуса 2 холодильного блока 1 со стороны противоположной патрубкам 4 может быть выполнена условно гладкой - поверхность 11,- или может быть условно гладкой, но вдобавок быть снабженной неподвижно закрепленными анкерами 12 разнообразной формы, выполненными невыступающими за пределы футеровки, или поверхность корпуса 2 со стороны противоположной патрубкам 4 может быть выполнена рифленой -поверхность 13, - или может быть рифленой, но вдобавок быть снабженной неподвижно закрепленными анкерами 12, выполненными невыступающими за пределы футеровки.
Способ изготовления вышеупомянутого холодильного блока 1 шахты доменной печи включает нанесение на выступающую внутрь печи поверхность корпуса 2 (поверхности 11 и 13), по меньшей мере, одного слоя 5 футеровки, при этом нанесение футеровки и ее сушку - естественную или с разогревом в печи, или с применением различных нагревательных устройств по графику, - осуществляют до монтажа холодильного блока 1 в шахте, т.е. вне ее пределов. В состав футеровки могут быть введены армирующие включения, такие, как металлические волокна, фибра и др.
Нанесение на корпус 2 холодильного блока 1 необходимого количества слоев 5 футеровки осуществляют наливом футеровочной смеси (раствора, композита) с использованием опалубки (условно не показана), повторяющей контур футеруемой части корпуса 2. Варианты ориентации корпусов 2 холодильных блоков 1 при наливке футеровочной смеси - лежа, стоя, под углом и т.д., - с соответствующим конструктивным исполнением опалубки. Также, нанесение на корпус 2 холодильного блока 1 необходимого количества слоев 5 футеровки осуществляют с использованием набрызга футеровочной смеси (раствора, композита) на футеруемую часть корпуса 1 или на предыдущий слой 5, например, методом торкретирования или шот-кретирования.
Нанесение на корпус 1 холодильного блока 2 необходимого количества слоев 5 футеровочной смеси осуществляют с использованием адгезионных свойств соприкасающихся поверхностей корпуса 2 холодильного блока 1, которые могут быть гладкими (поз. 11) и/или рифлеными (поз. 13), и футеровочной смеси, или с использованием адгезионных свойств соседних слоев 5 смеси. Кроме этого, нанесение на корпус 2 холодильного блока 1 необходимого количества слоев 5 футеровочной смеси осуществляют, как было упомянуто, с использованием адгезионных свойств соприкасающихся поверхностей и футеровочной смеси и размещенных по площади контакта корпуса 2 в объеме футеровки анкеров 12.
Способ футеровки шахты доменной печи включает неподвижное закрепление на внутренней поверхности 14 ее металлического корпуса (обечайки, брони, кожуха) 15 холодильных блоков 1 и набивку или торкретирование зазоров 8 между ними и зазоров 16 между ними и металлическим корпусом 15 печи огнеупорной пластичной массой (композитом, смесью, раствором) с ее последующей сушкой, причем, по меньшей мере, часть холодильных блоков 1 до их монтажа на металлическом корпусе 15 доменной печи включает, по меньшей мере, один подготовленной к эксплуатации слой 5 футеровки, при этом набивку или торкретирование огнеупорной пластичной массой зазоров 8 между слоями 5 футеровки соседних холодильных блоков 1 и их корпусами 2 осуществляют сразу или послойно на всю глубину до соприкосновения с металлическим корпусом 15 печи или ранее нанесенным между корпусами 2 холодильных блоков 1 и металлическим корпусом 15 печи слоем (см. зазоры 16) огнеупорной пластичной массы. Следует отметить, что при заполнении зазоров 16 между корпусами 2 холодильных блоков 1 и металлическим корпусом 15 печи можно применить заливку саморастекающимся бетоном.
Как видно, для реализации изобретения в части способа футеровки можно использовать вышеописанные изобретения на холодильный блок 1 шахты доменной печи и на способ его изготовления.
Использование при футеровке печи лишь некоторого, ограниченного количества холодильных блоков 1, изготовленных по новой технологии, может быть актуально при различных видах ремонта доменной печи. При капитальном ремонте печи или при строительстве новой доменной печи по этой технологии могут быть выполнены все холодильные блоки 1.
В ряде случаев холодильные блоки 1 монтируют внутри шахты по замкнутому периметру порядно (см. фиг. 18), при этом футеровка части рядов по высоте шахты отличается по своим физико-химическим свойствам, что объясняется наличием по высоте печи характерных специализированных зон с разными физико-механическими параметрами и эксплуатационными режимами.
После монтажа холодильных блоков 1 с заранее изготовленной футеровкой и набивки или торкретирования зазоров между ними огнеупорной пластичной массой на внутреннюю поверхность шахты наносят, при необходимости, по меньшей мере, один профилирующий ее пространство слой 17 футеровочной смеси (раствора, композита). Тем самым приводят в соответствие достаточно произвольный (так сказать, обобщенный на любой случай) внутренний профиль (поверхность 14) металлического корпуса 15 печи с окончательным профилем ее внутреннего пространства, что зависит от закладываемых эксплуатационных характеристик на весь предполагаемый до ее капитального ремонта срок эксплуатации - состав шихты (переплавляемые материалы), характеристики кокса и другого топлива, в том числе природного газа, химические добавки, дутье. Лишь после этого можно уверенно надеяться на безаварийную работу печи в течение всего закладываемого срока ее службы.
Следует обратить внимание на следующие особенности изобретений.
Наличие на корпусах 2 холодильных блоков 1 шахты доменной печи со стороны противоположной патрубкам 4 одного или нескольких слоев 5 футеровки, неразъемно связанных с корпусами 2, соседними слоями 5 футеровок или между собой, нанесенных в наиболее подходящих для соблюдения закладываемых технологических требований производственных условиях за пределами внутреннего пространства доменной печи позволяет обеспечить холодильным блокам 1 близкие к «теоретическим» эксплуатационные и стабильные качественные показатели. Подобные характеристики могут быть случайно получены в ранее применяемых способах футеровки и, далеко, не на всех принудительно охлаждаемых холодильниках, являющихся неотъемлемой частью металлического корпуса 15 печи и условно общей футеровки. Зачастую именно этим объясняется ее неравномерный износ (отслаивание, истирание, растрескивание и пр.) внутри шахты, преждевременное прогорание теплообменников холодильников и, соответственно, необходимость проведения внеплановых ремонтов доменной печи.
Фактически шахта доменной печи представляет собой крупногабаритный «конструктор», который собирается по утвержденной схеме в наиболее ответственной и трудоемкой части. Элементы «конструктора» - холодильные блоки 1, - могут быть оснащены специальными конструктивными элементами, обеспечивающими быстроту сборки (монтажа) на внутренней поверхности кожуха печи и между собой - разнообразные выступы 6 и пазы 7. Лабиринтная форма стыков (зазоров 8) дополнительно увеличивает герметичность соединений блоков 1. Сами холодильные блоки 1 сконструированы таким образом, чтобы обеспечить надежную сцепляемость слоев 5 футеровки с поверхностью корпуса 2. Это обеспечивается не только адгезионными свойствами контактирующих поверхностей (слоев 5), но также и специальной подготовкой этих поверхностей - наличием разнообразных неровностей (поверхности 13), включая анкеры 12. На каждом корпусе 2 футеровка может включать несколько слоев 5, каждый из которых обладает уникальными свойствами, обеспечивающими наиболее благоприятные условия эксплуатации холодильных блоков 1 и доменной печи в целом. Кроме этого, в составе футеровки могут находиться разнообразные армирующие включения, увеличивающие ее стойкость.
Как видно, изготовить вне печи массивный, но все же ограниченных размеров холодильный блок 1 с рабочим слоем 5 футеровки, обладающий теоретически выверенными эксплуатационными показателями значительно проще, чем обеспечить эти показатели внутри огромной печи в результате кропотливой последовательной сборки (строительства) в достаточно неудобном пространственном положении сразу всей футеровки.
Практически, персонал, который будет заниматься футеровкой шахты доменной печи, проводит вне ее пределов и в комфортных условиях самую ответственную и трудоемкую работу - заранее готовит холодильные блоки 1 по выверенной технологии. Как известно, технология производства холодильников (холодильных плит) для размещения их на внутренней поверхности металлического корпуса печи отработана достаточно хорошо, поэтому остается только оснастить их слоем (слоями 5) футеровки. Для этого используются отработанные технологии заливки футеровочной смеси в опалубку, набрызг и др. Как видно, трудоемкость этих процессов значительно меньше, чем проведение этих и им подобных работ внутри печи в заведомо некомфортных, а иногда и опасных условиях. Также большим преимуществом является возможность проведения контролируемой сушки блоков 1, что является определяющим фактором в достижении рабочих характеристик бетона (футеровочной смеси), который отсутствует в других случаях изготовления футеровки (шоткретирование, набивка, кладка и пр., упомянутые выше).
Изготовленные блоки 1 маркируются соответствующим образом и отправляются к месту строительства или ремонта доменной печи, или на склад.
Особенности конструктивного исполнения холодильных блоков 1 во всех частных случаях их исполнения служат, как вместе, так и каждый сам по себе решению поставленной задачи. Безусловно, максимальный эффект будет получен от одновременного использования всех взаимосвязанных существенных признаков зависимых пунктов формулы вышеописанных технических решений, как холодильного блока 1, так и способа его изготовления.
Особенностью футеровки шахты доменной печи является то, что монтаж холодильных блоков 1 на металлическом корпусе 15 печи производят с уже нанесенным на принудительно охлаждаемый корпус 2 подготовленным к эксплуатации слоем (слоями 5) футеровки. Последующая набивка или торкретирование огнеупорной пластичной массой зазоров 8 между слоями футеровки соседних холодильных блоков 1 и их корпусами 2, осуществляемая сразу или послойно на всю глубину до соприкосновения с металлическим корпусом 15 печи или ранее нанесенным между корпусами 2 холодильных блоков 1 и металлическим корпусом 15 печи слоем (см. зазоры 16) огнеупорной пластичной массы, в т.ч. заливка саморастекающимся бетоном, и их последующая сушка, фактически завершает процесс футеровки шахты.
Как видно, настоящая технология футеровки печи существенно сокращает время на ее строительство и, особенно, ремонт, поскольку наиболее трудоемкая, объемная и ответственная работа выполняется за пределами доменной печи.
После этого доменная печь практически готова к эксплуатации, хотя в ряде случаев может потребоваться нанесение поверх смонтированных и уплотненных огнеупорной пластичной массой холодильных блоков 1 дополнительного слоя 17 футеровки, обеспечивающего формирование внутреннего профиля печи и приведение его в соответствие расчетным характеристикам, заложенным в проект ремонта. Расчет профиля печи осуществляют аналитическим способом или по эмпирическим формулам.
Таким образом, заявленная технология футеровки шахты доменной печи с использованием специальных холодильных блоков 1, изготовленных в специализированных производственных условиях, обеспечивает футеровке и, соответственно, всему внутреннему (рабочему) объему шахты условия равномерного износа и активного противостояния весьма специфическим условиям эксплуатации (в частности, агрессивной среде, высоким температурам, абразивному воздействию). Кроме того, отличие слоев футеровки по высоте доменной печи по своим физико-химическим свойствам позволяет учесть зональную специфику ее эксплуатации, что позволяет стабилизировать тепловые характеристики печи, а, следовательно, снизить расход топлива.
В итоге, использование изобретений позволяет решить поставленную задачу и достичь заявленные технические результаты, что невозможно или весьма затратно и затруднительно при использовании иных известных технических решений.
Использование изобретений рассмотрим на следующих примерах.
Пример I. Изготовление холодильного блока.
Берут холодильник с чугунным принудительно охлаждаемым корпусом 2 со встроенным теплообменником 3 из жаропрочной нержавеющей стали с присоединительными патрубками 4. Поверхность корпуса 2 со стороны противоположной патрубкам 4 имеет рифленую поверхность 13, например, с горизонтальными пазами и анкерными дугами (поз. 12). Настоящий корпус 2 очищают от загрязнений и ориентируют таким образом, чтобы его рабочая поверхность располагалась горизонтально. При необходимости осуществляют более тщательную подготовку поверхностей (механическая очистка, обезжиривание и т.д.) под заливку футеровочной смеси.
Готовится опалубка по контуру корпуса 2. На нужных, как правило, противоположных сторонах опалубки выполняют выступ и паз.
Опалубку размещают на корпусе 2 будущего холодильного блока 1 и неподвижно закрепляют с обеспечением требуемой герметичности. После этого внутрь опалубки заливают футеровочную смесь, например, первый слой 5, которую при необходимости подвергают кратковременному вибрационному воздействию.
Футеровочная смесь представляет собой сложную композицию, как правило, на основе карбида кремния, шамота или глинозема и др.
После выдержки заливают очередной слой 5 футеровочной смеси, например, с более выраженной химической стойкостью, армированной включением металлических волокон для придания износостойкости и т.д. Анкерные элементы (анкеры 12) должны быть полностью закрыты слоем 5 футеровочной смеси.
После того, как все слои 5 футеровочной смеси затвердеют, опалубку снимают. На одном краю футеровки остается выступ 6, на другом - паз 7, - для взаимодействия с аналогичными конструктивными элементами соседних холодильных блоков 1. Холодильный блок 1 подвергают дальнейшей сушке и разогреву при повышенной температуре по специально разработанному для каждого типа футеровочных материалов графику - для придания футеровке необходимых эксплуатационных свойств (рабочих характеристик). Готовое изделие маркируют и перемещают к месту строительства или ремонта доменной печи, или на склад.
Аналогичным образом готовят остальные холодильные блоки 1, которые будут размещены на внутренней поверхности металлического корпуса 15 печи в соответствии с утвержденной схемой футеровки шахты и собственной маркировкой.
Следует отметить, что настоящий Пример I иллюстрирует лишь один из многих возможных вариантов изготовления холодильных блоков 1. Особенности конструкции блока 1 и способа его изготовления более подробно изложены в тексте настоящего описания.
Пример II. Строительство новой доменной печи.
Доменная печь проектируется. Создается схема футеровки ее внутреннего пространства.
На фундаменте доменной печи монтируют определяющий ее внешний вид сборный металлический тонкостенный по отношению к габаритам печи корпус (он же - обечайка, броня, кожух) 15, который представляет собой сложное крупногабаритное инженерное сооружение с множеством конструктивных элементов. Как правило, сборку металлического корпуса 15 осуществляют с использованием сварочных технологий.
Параллельно производят холодильники (холодильные плиты) и на их основе изготавливают холодильные блоки 1 с фрагментами готовой футеровки.
Внутреннюю поверхность металлического корпуса 15 доменной печи выстилают огнеупорными материалами с формированием горна, заплечиков и распара (условно не показаны). После этого начинают футеровать шахтную часть печи.
Для этого в соответствии со схемой футеровки внутрь печи начинают последовательно подавать ранее изготовленные холодильные блоки 1 с соответствующей маркировкой. Каждый блок 1 крепится к металлическому корпусу 15 печи с помощью крепежных элементов 10 - патрубками 4 наружу. В дополнение к крепежным элементам 10 возможно крепление блока 1 к корпусу 15 печи на огнеупорную массу (см. зазоры 16), которая выполняет функции, как связующего, так и термической изоляции. Таким же образом, внутри шахты по замкнутому периметру монтируют первый ряд холодильных блоков 1. Потом - второй ряд и последующие ряды. Может оказаться, что по мере монтажа холодильных блоков 1 последующие ряды футеровки будут отличаться по своим физико-химическим свойствам друг от друга - в соответствии с проектом.
По мере монтажа очередного ряда холодильных блоков 1 осуществляют набивку или торкретирование огнеупорной пластичной массой зазоров 8 между слоями футеровки соседних холодильных блоков 1 и их корпусами 2. Набивку осуществляют сразу или послойно на всю глубину до соприкосновения с металлическим корпусом 15 печи или ранее нанесенным между корпусами 2 холодильных блоков 1 и металлическим корпусом 15 печи слоем огнеупорной пластичной массы, например, с использованием саморастекающегося бетона.
Подобным образом происходит монтаж холодильных блоков 1 на всю высоту шахты доменной печи с набивкой, торкретированием или заливкой огнеупорной массой всех имеющихся зазоров 8 и 16, включая отверстия (открытые каналы 9) под крепежные детали 10.
Аналогичным образом можно было произвести футеровку заплечиков и распара доменной печи. Настоящие работы могут производиться, как последовательно - от заплечиков, через распар к шахте, что предпочтительно, - так и независимо друг от друга, поскольку маркировка блоков и технологические зазоры между ними позволяют осуществлять индивидуальный монтаж блоков на всей площади металлического корпуса 15 печи.
По окончании строительства шахты печи монтируют колошник и загрузочное устройство (также, условно не показаны).
В заключение на внутреннюю поверхность шахты и соседних зон по специальной расчетной схеме наносят, если это необходимо, слой 17 футеровочной смеси профилирующий внутреннее пространство печи.
Далее внутри печи постепенно поднимают температуру до момента высыхания и приобретения набивкой и профилирующим слоем футеровки заложенных эксплуатационных свойств.
Параллельно на внешней поверхности металлического корпуса 15 печи производят монтаж и подключение системы охлаждения и контрольно-измерительной аппаратуры.
Пример III. Капитальный (плановый) ремонт шахты доменной печи.
Настоящий ремонт производится с учетом того, что шахта является наиболее изнашиваемой зоной доменной печи. Ресурс службы нижних зон значительно превышает ресурс шахты.
Заранее готовят схему футеровки шахты, рассчитывают профиль внутреннего пространства печи или утверждают старый профиль.
Осуществляют частичное или полное освобождение шахты доменной печи от шихтовых материалов (выдувку печи).
Путем продува воздухом и работой штатной системы охлаждения шахты снижают температуру внутри печи. Подводят вентиляцию для обеспечения возможности работы персонала.
Внутри шахты монтируют подвесной трап (монтажную платформу) и производят последовательный, согласно схеме, частичный или полный демонтаж футеровки и холодильников (холодильных плит).
В производственных условиях вне пределов печи аналогично Примеру I производят холодильные блоки 1 на основе, как правило, вновь отлитых (произведенных) корпусов 2.
После подготовки внутренней поверхности металлического корпуса 15 печи производят монтаж холодильных блоков 1 и пр., аналогично Примеру II, включая, если это необходимо, нанесение профилирующего слоя 17 футеровки, термообработку рабочей поверхности, монтаж и подключение системы охлаждения и контрольно-измерительной аппаратуры.
Пример IV. Аварийный ремонт шахты доменной печи, построенной по существующей (традиционной, «классической») технологии.
Заранее готовят схему футеровки фрагмента шахты, приведя ее в соответствие с существующей схемой, рассчитывают профиль ремонтируемого фрагмента внутреннего пространства печи с учетом естественного износа футеровки.
Работу (ход) доменной печи останавливают и выдувают ее в зоне ремонта. На металлическом корпусе 15 печи размечают фрагмент, подлежащий аварийному ремонту.
В производственных условиях готовят новый фрагмент металлического корпуса 15 со всеми эксплуатационными конструктивными элементами, производят новые корпуса 2 из которых формируют холодильные блоки 1 согласно Примеру I со слоем 5 футеровки, включающим профиль ремонтируемого фрагмента. Далее фрагмент металлического корпуса 15 для замены собирают с холодильными блоками 1 в соответствии с Примером II, включая набивку, торкретирование, заливку бетоном собственных зазоров 8 и 16, включая отверстия (открытые каналы 9) под крепежные детали 10, и термообработку.
На металлическом корпусе печи, подлежащем аварийному ремонту, закрепляют элементы грузоподъемного оборудования, вырезают размеченный фрагмент с использованием сварки, газовой резки (в т.ч. кислородного «копья») и извлекают его.
На место вырезанного аварийного фрагмента шахты вставляют заранее подготовленный, оснащенный холодильными блоками 1 фрагмент металлического корпуса 15 для замены и крепят его посредством сварки. В швы, согласно схеме ремонта вваривают штуцеры (условно не показаны) для подачи огнеупорной пластичной массы.
По окончании процесса закрепления нового фрагмента в штуцеры подают пластичную массу заведомо большего количества, чем требуется по теоретическому объему полученных зазоров. В это же время осуществляют монтаж и подключение системы охлаждения и контрольно-измерительной аппаратуры к существующим системам печи.
Как видно, по настоящей технологии можно произвести аварийный ремонт небольшого фрагмента шахты печи, с которым возможно произвести манипулирование известными техническими средствами.
Пример V. Вариант аварийного ремонта шахты доменной печи, построенной по традиционной технологии или возведенной, например, согласно Примеру II.
В случае необходимости аварийного ремонта нескольких фрагментов шахты, которые к тому же отличаются крупными габаритами, то в этом случае целесообразно остановить печь выдуть ее до зоны ремонта и осуществить ремонт, аналогичный капитальному, как, например, описано в Примере III, но только для аварийного фрагмента внутренней футеровки шахты.
Приведенные Примеры I-V не являются единственными при иллюстрации настоящих изобретений. Вариативность может проявляться в различных комбинациях их существенных признаков.
В результате использования изобретений были созданы новый способ футеровки шахты доменной печи и новый холодильный блок для футеровки шахты доменной печи, использование которых позволило за счет повышения стойкости футеровки и стабилизации ее качества увеличить межремонтный интервал, за счет выполнения наиболее трудоемких и ответственных работ за пределами печи в специализированных производственных условиях сократить время ремонта печи, т.е. одну последовательную технологическую цепочку разделили на параллельные, что привело к уменьшению простоя печи, снизило расход топлива за счет стабилизации ее тепловых характеристик. Кроме этого, уменьшилось количество ремонтного персонала и снизились трудозатраты на строительство и ремонт доменных печей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ФУТЕРОВКИ ДОМЕННОЙ ПЕЧИ | 2000 |
|
RU2163642C1 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОГО РЕМОНТА СИСТЕМЫ ОХЛАЖДЕНИЯ ШАХТЫ ДОМЕННОЙ ПЕЧИ | 2004 |
|
RU2258742C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАХТЫ ДОМЕННОЙ ПЕЧИ | 1995 |
|
RU2109818C1 |
| СПОСОБ ЗАМЕНЫ ВЕРТИКАЛЬНЫХ ПЛИТОВЫХ ХОЛОДИЛЬНИКОВ ШАХТЫ ДОМЕННОЙ ПЕЧИ | 2002 |
|
RU2232820C1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2692390C1 |
| Доменная печь | 1982 |
|
SU1067048A1 |
| СПОСОБ ЗАДУВКИ ДОМЕННОЙ ПЕЧИ ПОСЛЕ РЕМОНТА ФУТЕРОВКИ МЕТОДОМ ТОРКРЕТИРОВАНИЯ | 2007 |
|
RU2350657C2 |
| Лещадь доменной печи | 1979 |
|
SU1101449A1 |
| УСТРОЙСТВО ВОДЯНОГО ОХЛАЖДЕНИЯ ЛЕЩАДИ ДОМЕННОЙ ПЕЧИ | 2019 |
|
RU2729800C1 |
| Доменная печь | 1987 |
|
SU1423592A1 |
Группа изобретений относится к области металлургии и может применяться как при строительстве доменных печей, так и при их капитальном, плановом или аварийном ремонте. В холодильном блоке шахты доменной печи, включающем принудительно охлаждаемый корпус со встроенным теплообменником с присоединительными патрубками, корпус со стороны, противоположной патрубкам, содержит слои футеровки, первый из которых неразъемно связан с корпусом, а каждый последующий слой футеровки неразъемно связан с предыдущим слоем футеровки В способе футеровки шахты доменной печи осуществляют неподвижное закрепление на внутренней поверхности ее металлического корпуса холодильных блоков и набивку или торкретирование зазоров между ними и металлическим корпусом печи огнеупорной пластичной массой с ее последующей сушкой. Набивку или торкретирование огнеупорной пластичной массой зазоров между слоями футеровки соседних холодильных блоков и их корпусами осуществляют сразу или послойно на всю глубину до соприкосновения с металлическим корпусом печи или ранее нанесенным между корпусами холодильных блоков и металлическим корпусом печи слоем огнеупорной пластичной массы. В результате обеспечивается повышение стойкости и качества футеровки, увеличение межремонтного интервала и сокращение времени ремонта печи. 2 н. и 10 з.п. ф-лы, 19 ил., 5 пр.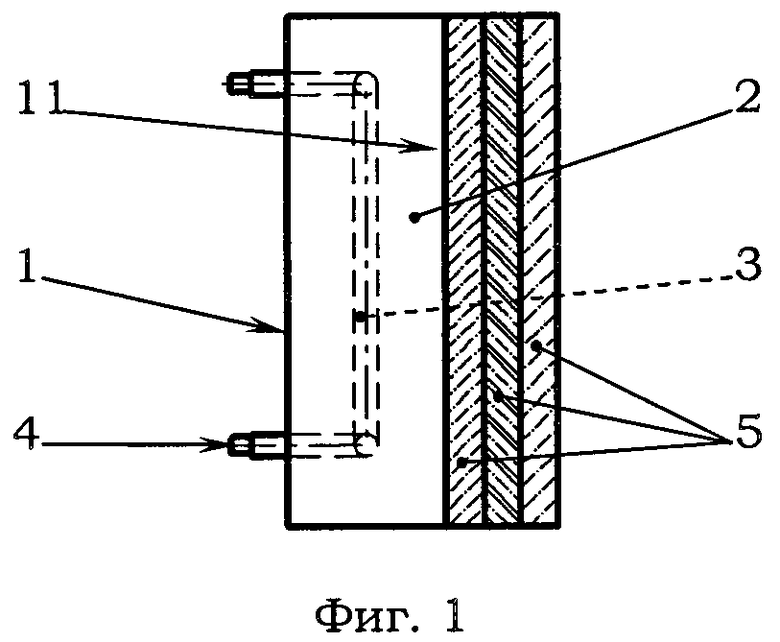
1. Холодильный блок для футеровки шахты доменной печи, содержащий принудительно охлаждаемый корпус с по меньшей мере одним встроенным теплообменником с присоединительными патрубками, отличающийся тем, что корпус со стороны, противоположной патрубкам, содержит слои футеровки, первый из которых неразъемно связан с корпусом, а каждый последующий слой футеровки неразъемно связан с предыдущим слоем футеровки.
2. Холодильный блок по п. 1, отличающийся тем, что футеровка выполнена не выступающей за контур корпуса.
3. Холодильный блок по п. 1, отличающийся тем, что по меньшей мере часть элементов футеровки выполнена выступающей за контур корпуса с образованием по меньшей мере одного бокового выступа.
4. Холодильный блок по п. 1, отличающийся тем, что по меньшей мере часть элементов футеровки выполнена не выступающей за контур корпуса и имеет по меньшей мере один боковой паз.
5. Холодильный блок по п. 1, отличающийся тем, что поверхность корпуса со стороны, противоположной патрубкам, выполнена гладкой.
6. Холодильный блок по п. 1, отличающийся тем, что поверхность корпуса со стороны, противоположной патрубкам, выполнена гладкой и снабжена неподвижно закрепленными анкерами, выполненными не выступающими за пределы футеровки.
7. Холодильный блок по п. 1, отличающийся тем, что поверхность корпуса со стороны, противоположной патрубкам, выполнена рифленой.
8. Холодильный блок по п. 1, отличающийся тем, что поверхность корпуса со стороны, противоположной патрубкам, выполнена рифленой и снабжена неподвижно закрепленными анкерами, выполненными не выступающими за пределы футеровки.
9. Холодильный блок по п. 1, отличающийся тем, что футеровка содержит армирующие включения.
10. Способ футеровки шахты доменной печи, включающий неподвижное закрепление на внутренней поверхности металлического корпуса доменной печи холодильных блоков и набивку или торкретирование зазоров между ними и металлическим корпусом печи огнеупорной пластичной массой с ее последующей сушкой, отличающийся тем, что используют холодильные блоки по любому из пп. 1-9, при этом набивку или торкретирование огнеупорной пластичной массой зазоров между слоями футеровки соседних холодильных блоков и их корпусами осуществляют сразу или послойно на всю глубину до соприкосновения с металлическим корпусом печи или ранее нанесенным между корпусами холодильных блоков и металлическим корпусом печи слоем огнеупорной пластичной массы.
11. Способ футеровки по п. 10, отличающийся тем, что холодильные блоки монтируют внутри шахты по замкнутому периметру порядно.
12. Способ футеровки по п. 10, отличающийся тем, что после монтажа холодильных блоков и набивки или торкретирования зазоров между ними огнеупорной пластичной массой на внутреннюю поверхность шахты наносят по меньшей мере один профилирующий ее пространство слой футеровочной смеси.
| ФУТЕРОВКА СТЕН МЕТАЛЛУРГИЧЕСКИХ ПЕЧЕЙ | 1966 |
|
SU222410A1 |
| ПРИБОР ДЛЯ ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1927 |
|
SU8704A1 |
| US 4437651 A1, 20.03.1984 | |||
| Плитовый холодильник доменной печи | 1981 |
|
SU949003A1 |

