Изобретение относится к лесной промышленности и может быть использовано в лесопильном производстве для получения декоративных пиломатериалов.
Известен способ раскроя бревен, заключающий в предварительном фрезеровании нижней пласти и получении ступенчатого бруса с последующим его раскроем на обрезные доски [1].
Однако этот способ нельзя применять для распиловки тонкомерных бревен диаметром от 8 до 14 см, а также он не предусматривает использование естественных цилиндрических поверхностей бревен.
Известен способ производства пиломатериалов, включающий оцилиндровку бревен и их распиловку [2] - прототип.
Однако этот способ очень трудоемкий и сложный (необходимо распиливать бревно на отрезки, рассортировать их по диаметрам и вновь срастить отрезки по длине бревна посредством зубчатого клеевого соединения, а только после этого производить оцилиндровку и распиловку на пиломатериалы), и его нецелесообразно использовать для распиловки тонкомерных бревен, обладающих малым сбегом.
Изобретение направлено на упрощение производства, комплексное использование древесины, увеличение объемного выхода и получение декоративных пиломатериалов из тонкомерных бревен.
Это достигается тем, что после оцилиндровки бревна по всей длине заготовки фрезеруют канавку радиусом, равным радиусу оцилиндрованного бревна, а затем полученную заготовку распиливают на сегменты и доски, ориентируя их боковые поверхности параллельно плоскости симметрии заготовки, проходящей через середину выфрезерованной канавки.
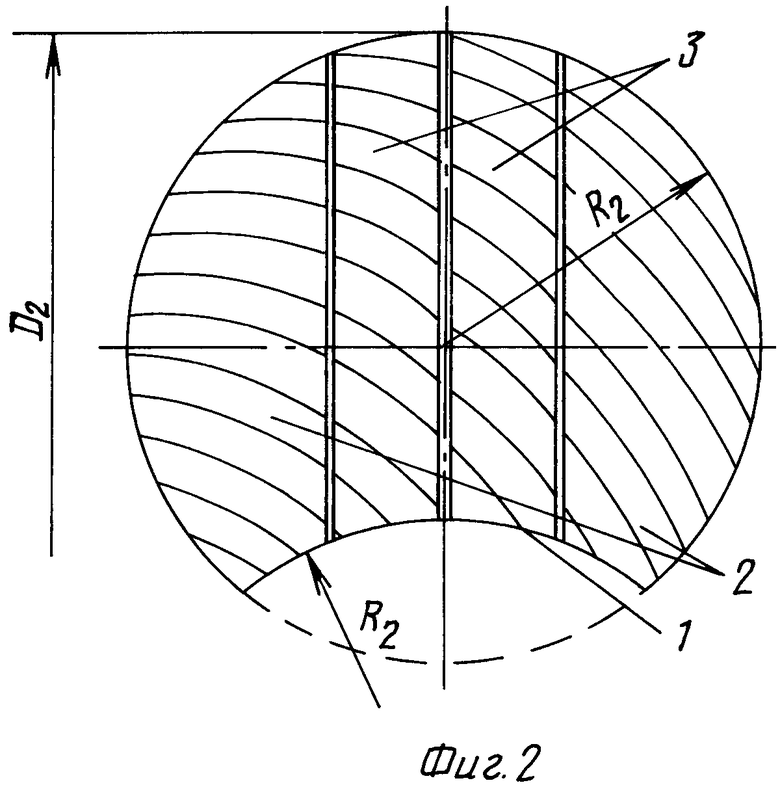
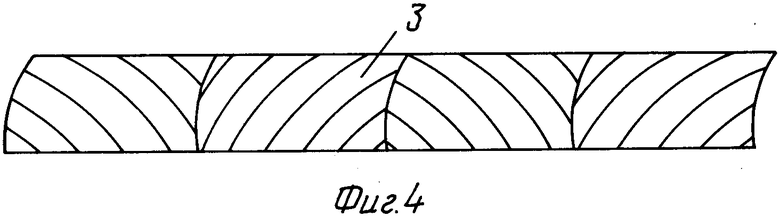
На фиг. 1 показана схема распиловки тонкомерного бревна диаметром D1 = 8 - 10 см; на фиг. 2 - схема распиловки тонкомерного бревна диаметром D2 = 10 - 14 см; на фиг. 3 - схема использования сегментов для внутренней отделки помещений; на фиг. 4 - соединение и склеивание досок в щит.
Способ осуществляется следующим образом.
В качестве исходного сырья используют тонкомерные бревна диаметром D = 8 - 14 см. В зависимости от диаметра бревна производят его оцилиндровку. После оцилиндровки бревна по всей его длине фрезеруют канавку 1 радиусом, равным радиусу оцилиндрованного бревна. При оцилиндровке и фрезеровании получают щепу, которая идет в дальнейшую переработку. Оцилиндрованное бревно с канавкой распиливается на декоративные пиломатериалы, причем в зависимости от диаметра бревна получают сегменты 2 и доски 3. При распиловке бревна ориентация осуществляется относительно плоскости симметрии, проходящей через середину выфрезерованной канавки 1. Сегменты 2 используют для декоративной отделки внутри помещений, а доски 3 - для изготовления клееных щитов.
Предлагаемый способ позволит увеличить объемный выход пиломатериалов, использовать для производства декоративных пиломатериалов тонкомерные бревна.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ПЕРЕРАБОТКИ ТОНКОМЕРНОЙ ДРЕВЕСИНЫ | 1995 |
|
RU2083357C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕКОРАТИВНЫХ ПИЛОМАТЕРИАЛОВ ИЗ ОЦИЛИНДРОВАННЫХ БРЕВЕН | 2013 |
|
RU2524090C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕКОРАТИВНЫХ ПИЛОМАТЕРИАЛОВ ИЗ БРЕВЕН | 2011 |
|
RU2462349C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРЕЗНЫХ ПИЛОМАТЕРИАЛОВ ИЗ ПИЛОВОЧНИКА | 2013 |
|
RU2530997C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЛЕЕНЫХ ПИЛОМАТЕРИАЛОВ ИЗ БРЕВЕН (ВАРИАНТЫ) | 2009 |
|
RU2415749C2 |
| СПОСОБ ПЕРЕРАБОТКИ БРЕВЕН | 2001 |
|
RU2185280C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПИЛОПРОДУКЦИИ ИЗ БРЕВЕН | 2008 |
|
RU2374067C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2514295C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2521713C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЛЕЕНЫХ ПИЛОМАТЕРИАЛОВ ИЗ БОКОВЫХ ДОСОК БРЕВНА (ВАРИАНТЫ) | 2010 |
|
RU2438861C2 |

Использование: в лесопильном производстве для изготовления пиломатериалов. Сущность изобретения: по всей длине оцилиндрованного бревна фрезеруется канавка 1 радиусом, равным радиусу оцилиндрованного бревна. Канавка служит ориентиром при распиловке бревна на сегменты 2 и диски 3, имеющие декоративный вид. 4 ил.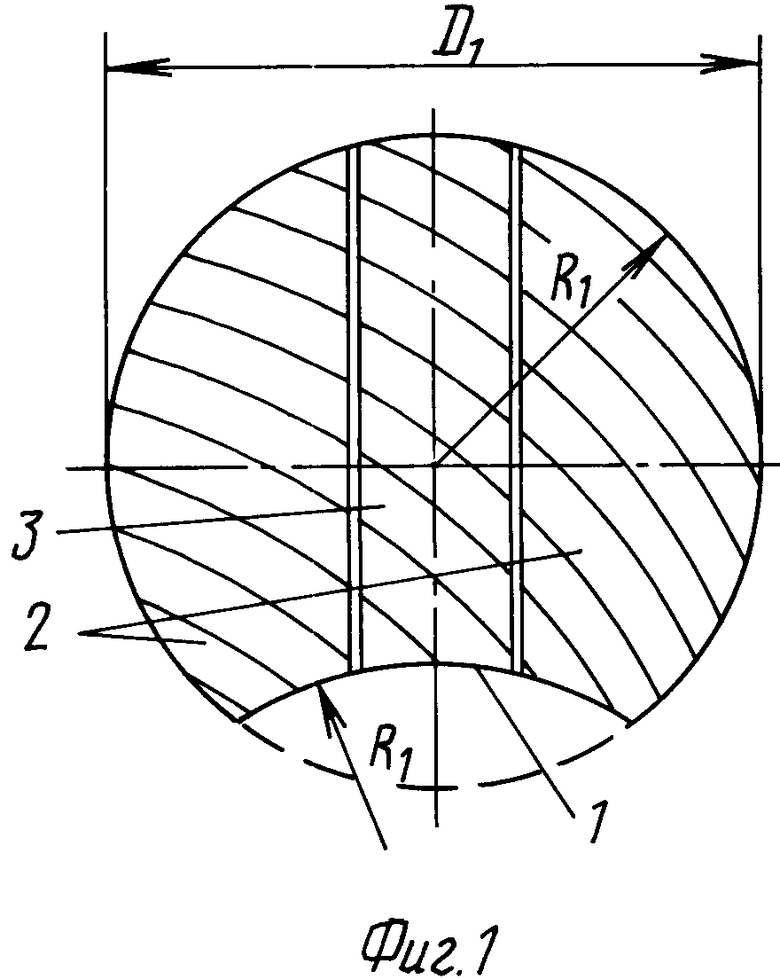
Способ производства декоративных пиломатериалов из тонкомерных бревен, включающий оцилиндровку бревна и распиловку, отличающийся тем, что после оцилиндровки бревна по всей длине заготовки фрезеруют канавку радиусом, равным радиусу оцилиндрованного бревна, а затем полученную заготовку распиливают на сегменты и доски, ориентируя их боковые поверхности параллельно плоскости симметрии заготовки, проходящей через середину выфрезерованной канавки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
