Изобретение относится к лесной промышленности и может быть использовано при производстве декоративно-отделочных материалов из древесины, используемых в строительстве.
Известен способ раскроя бревен, сущность которого заключается в предварительном фрезеровании нижней пласти и получении ступенчатого бруса с последующим его раскроем на обрезные доски [1].
Недостатком способа является то, что он не эффективен при раскрое тонкомерных бревен, а также исключает возможность использования естественных цилиндрических декоративных поверхностей бревен.
Известен способ производства декоративных пиломатериалов из тонкомерных бревен, состоящий из оцилиндровки бревна с последующим фрезерованием канавки, радиус которой равен радиусу оцилиндрованного бревна. Далее осуществляется распиловка бревна с получением двух сегментов и одной доски, имеющих декоративный вид [2].
Этот способ производства декоративных пиломатериалов принят нами за прототип.
Недостатками прототипа являются низкий полезный объемный выход получаемых декоративных пиломатериалов и отсутствие возможности совместного использования декоративных пиломатериалов, полученных из бревен различного диаметра при формировании единого художественно-конструкторского решения - при декорировании поверхностей.
Технический результат изобретения заключается в повышении объемного полезного выхода декоративных пиломатериалов при раскрое оцилиндрованных бревен и возможности изготовления единой художественно-конструкторской композиции с использованием декоративных пиломатериалов, полученных из бревен различного диаметра.
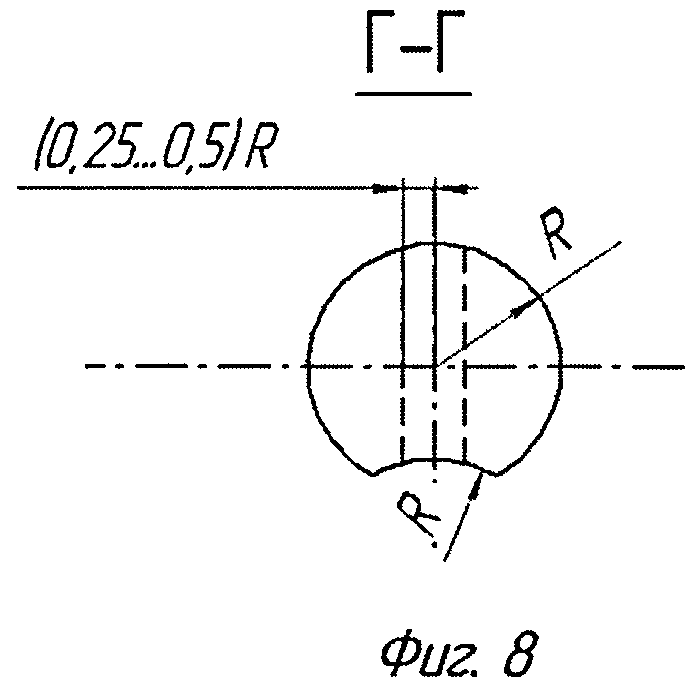
Технический результат достигается тем, что продольный раскрой бревна осуществляется по симметричным плоскостям, находящимся на расстоянии (0,25÷0,50)·R (где R - радиус бревна) от плоскости симметрии заготовки. При этом плоские поверхности получаемых декоративных пиломатериалов и досок обрабатываются механически, например, фрезерованием. С целью получения единого художественно-конструкторского замысла получаемый декоративный пиломатериал разворачивается друг относительно друга на 180° в продольной и поперечной плоскостях, стыкуется между собой и крепится плоской поверхностью к основе, при этом между стыковыми поверхностями пиломатериалов укладывается утеплитель, например, на основе природного волокна.
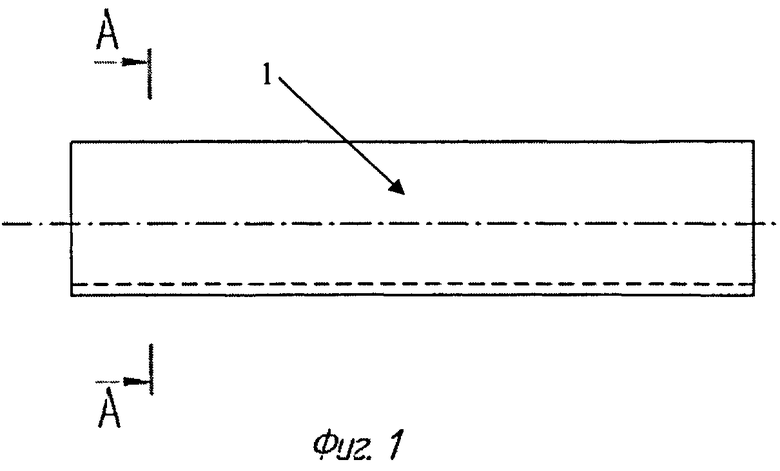
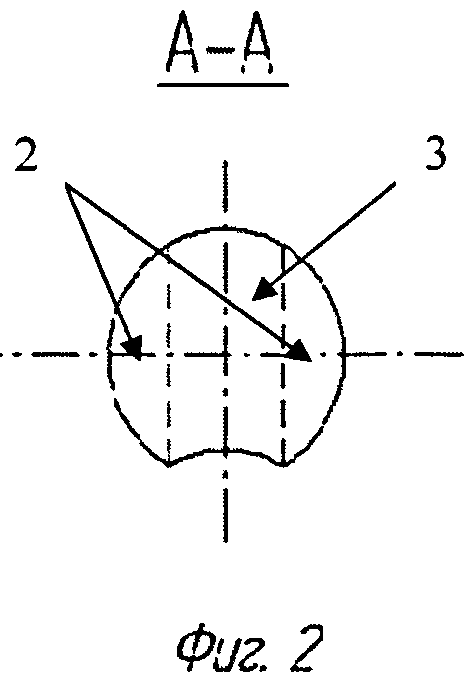
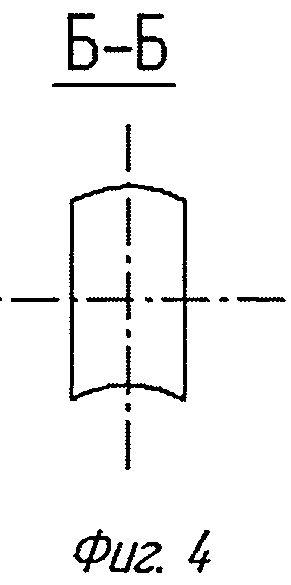
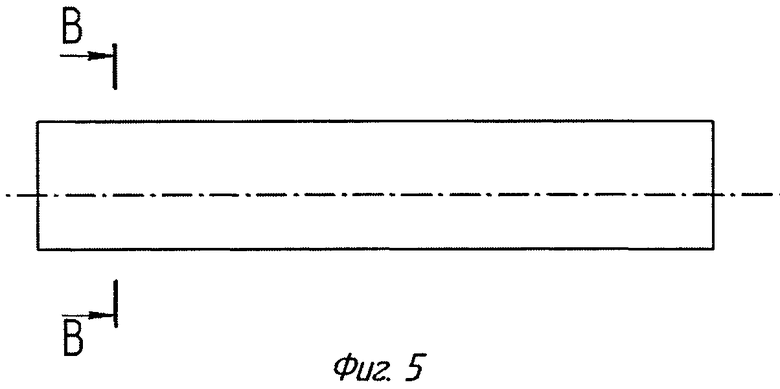
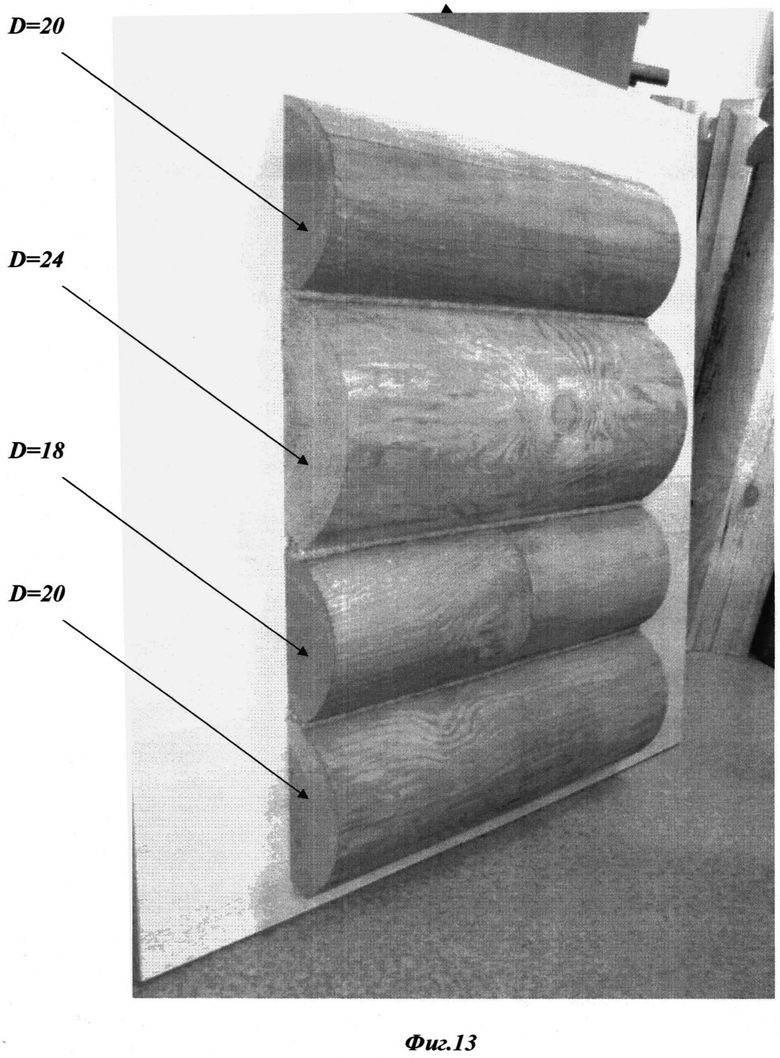
На фиг.1 изображено оцилиндрованное бревно, распиливаемое на сегменты и доску; на фиг.2 - разрез А-А фиг.1 и плоскости деления бревна по первому способу, проходящие через крайние точки продольного полукруглого (лунного укладочного) паза; на фиг.3 изображена обрезная доска, получаемая при раскрое бревна по первому способу; на фиг.4 - разрез Б-Б фиг.3, на фиг.5 изображен декоративный пиломатериал (сегмент), получаемый по первому способу раскроя; на фиг.6 - разрез В-В фиг.5; на фиг.7 изображено бревно, распиливаемое на сегменты и доску; на фиг.8 - разрез Г-Г фиг.7 и плоскости деления бревна по второму способу, проходящие на расстоянии (0,25÷0,5)·R (где R - радиус бревна) от плоскости симметрии заготовки; на фиг.9 изображена обрезная доска, получаемая при раскрое бревна по второму способу; на фиг.10 - разрез Д-Д фиг.9; на фиг.11 изображен декоративный пиломатериал (сегмент) получаемый по второму способу раскроя; на фиг.12 - разрез Е-Е фиг.11. На фиг.13 изображено совместное использование декоративных пиломатериалов, полученных из бревен различного диаметра (18, 20 и 24 см) при формировании единого художественно-конструкторского решения.
Способ производства декоративных пиломатериалов осуществляется следующим образом.
Первоначально осуществляется оцилиндровка бревна и изготовление продольного полукруглого укладочного паза. Затем производится торцовка полученного бревна 1 и последующая его продольная распиловка на декоративные пиломатериалы (сегменты) 2 и доску 3. Боковые, плоские поверхности получаемых пиломатериалов 2 и 3 ориентированы параллельно плоскости симметрии бревна 1, которая проходит через середину продольного полукруглого (лунного укладочного) паза. С целью повышения объемного полезного выхода декоративных пиломатериалов и возможности изготовления единой художественно-конструкторской композиции с использованием декоративных пиломатериалов, полученных из бревен различного диаметра, продольный раскрой оцилиндрованного бревна 1 осуществляется по симметричным плоскостям, находящимся на расстоянии (0,25÷0,5)·R (где R - радиус бревна) от плоскости симметрии бревна (заготовки). При этом возможны два варианта раскроя и получения декоративных пиломатериалов и обрезной доски в зависимости от расстояния от плоскости симметрии до плоскости пропила - фиг.2 и фиг.8. В последующем возможна механическая обработка плоских поверхностей получаемых декоративных пиломатериалов 2 и обрезных досок 3, например, фрезерованием или шлифованием. С целью получения единого художественно-конструкторского замысла получаемый декоративный пиломатериал разворачивается друг относительно друга на 180° в продольной и поперечной плоскостях, стыкуется между собой и крепится плоской поверхностью к основе, при этом между стыковыми поверхностями пиломатериалов укладывается утеплитель, например, на основе природного волокна (пакля, джут, лен) или синтетического (минеральная вата, стекловата).
Диапазон, полученный на основе теоретических и экспериментальных исследований (фиг.13), позволяет добиться плотной стыковки декоративных пиломатериалов полученных из бревен различного диаметра при их совместном использовании и формировании единых художественно-конструкторских решений.
Использование данного изобретения позволит повысить величину объемного полезного выхода декоративных пиломатериалов из оцилиндрованных бревен и получить единую художественно-конструкторскую композицию с использованием декоративных пиломатериалов, полученных из бревен различного диаметра.
Используемые аналоги и прототипы
1. Авторское свидетельство СССР №564152, кл. B27B 1/00, 1977.
2. Патент РФ №2110400, B27B 1/00, 1998.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ДЕКОРАТИВНЫХ ПИЛОМАТЕРИАЛОВ ИЗ ТОНКОМЕРНЫХ БРЕВЕН | 1994 |
|
RU2110400C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕКОРАТИВНЫХ ПИЛОМАТЕРИАЛОВ ИЗ БРЕВЕН | 2011 |
|
RU2462349C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2514295C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2521713C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЛЕЕНЫХ ПИЛОМАТЕРИАЛОВ ИЗ БРЕВЕН (ВАРИАНТЫ) | 2009 |
|
RU2415749C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРЕЗНЫХ ПИЛОМАТЕРИАЛОВ ИЗ ПИЛОВОЧНИКА | 2013 |
|
RU2530997C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2515229C1 |
| СПОСОБ ПЕРЕРАБОТКИ БРЕВЕН И ПОЛУЧЕНИЯ ПИЛОПРОДУКЦИИ | 2008 |
|
RU2387534C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2383432C2 |
| СТАНОК ДЛЯ ПЕРЕРАБОТКИ ТОНКОМЕРНОЙ ДРЕВЕСИНЫ | 1995 |
|
RU2083357C1 |



Изобретение относится к лесной промышленности и может быть использовано при производстве декоративно-отделочных материалов из древесины, используемых в строительстве. Осуществляют оцилиндровку бревна, изготовление продольного полукруглого укладочного паза, торцовку оцилиндрованного бревна. Затем распиливают бревно на сегменты и доску, боковые поверхности которых ориентированы параллельно плоскости симметрии заготовки, проходящей через середину продольного полукруглого паза. Продольный раскрой бревна осуществляют по симметричным плоскостям, находящимся от плоскости симметрии заготовки на расстоянии (0,25-0,5)·R, где R - радиус бревна. Повышается объемный полезный выход декоративных пиломатериалов при раскрое бревен различного диаметра. 2 з.п. ф-лы, 13 ил.
1. Способ производства декоративных пиломатериалов, включающий оцилиндровку бревна, изготовление продольного полукруглого укладочного паза, торцовку оцилиндрованного бревна, последующую его продольную распиловку на сегменты и доску, боковые поверхности которых ориентированы параллельно плоскости симметрии заготовки, которая проходит через середину продольного полукруглого паза, отличающийся тем, что продольный раскрой бревна осуществляют по симметричным плоскостям, находящимся от плоскости симметрии заготовки на расстоянии (0,25÷0,5)·R,
где R - радиус бревна.
2. Способ производства декоративных пиломатериалов по п.1, отличающийся тем, что плоские поверхности получаемых декоративных пиломатериалов и досок обрабатывают механически, например, фрезерованием.
3. Способ производства декоративных пиломатериалов по п.1 или 2, отличающийся тем, что получаемый декоративный пиломатериал разворачивают друг относительно друга на 180° в продольной и поперечной плоскостях, стыкуют между собой и крепят плоской поверхностью к основе, при этом между стыковыми поверхностями пиломатериалов укладывают утеплитель, например, на основе природного волокна.

