Изобретение относится к области соединения различных пористых, ячеистых, волокнистых материалов (ПЯВМ) с металлами и сплавами, например при изготовлении электроподводящих контактов, когда требуется высокое качество и надежность соединения, а традиционная пайка или сварка не применимы.
Прототипом предлагаемого изобретения является способ повышения качества контактного соединения угольных или графитовых анодов электролизеров, выполняемого путем заливки расплавленным, застывающим при температуре эксплуатации металлом или сплавом конца анода, введенного в металлическую обечайку, соединенную с токопроводящей плитой или шиной, на котором предварительно укрепляют металлические переходные элементы, например, пластины, болты, шурупы и т.д., которые вводят в тело анода или прижимают к его поверхности.
Такой способ основан на заливке концов анода расплавленным металлом или сплавом, что усложняет процесс соединения. В других случаях, когда соединяемые материалы легкоплавкие, такой способ вообще не применим.
В предлагаемом способе неразъемного соединения ПЯВМ с металлами и сплавами, включающем погружение соединяемых участков в электролизер, предварительно укрепив на них или прижав к ним металлические элементы, катодом является токоподводящая полоса металла, анодом - растворимый электрод, а пористый, ячеистый или волокнистый материал, заключенный между ними, является вторичным катодом.
В случаях соединения очень рыхлых материалов с металлами и сплавами, ПЯВМ в зоне электроподводящего контакта предварительно пронизывают токопроводящими материалами, например, металлической проволокой, являющейся дополнительным анодом.
В этом же случае токопроводящие материалы, пронизывающие ПЯВМ, могут быть катодом, а наружные полосы металла являются растворимыми анодами.
Кроме того, между растворимым анодом и ПЯВМ помещают тонкую дренирующую перегородку, изменяющую плотность потока ионов и формирующую рисунок соединения.
Кроме того, соединяемые с металлами пористые, ячеистые, волокнистые материалы располагают последовательно, образуя пакет, и разделяют изолирующими перегородками, при этом катод предыдущего слоя электрически связан с анодом последующего слоя.
Кроме того, в пакете растворимый анод (крайний) выполнен в виде составного элемента с изолирующей прокладкой, разрывающей электрическую цепь после растворения заданной части анода.
Для уменьшения диффузии ионов металла в прилегающие к контактам зоны ПЯВМ торцевые поверхности электродов покрывают клеящим составом, обеспечивающим предварительную фиксацию электродов.
Для повышения качества соединения ПЯВМ, электролиз осуществляют при сверхбольших плотностях тока (500-750 A/дм2) периодической переменой полярности.
На фиг. 1 изображены разнородные ПЯВМ, один из которых может быть, например резистивным элементом, зажатые и ограниченные электроподводящими контактными пластинами металла или сплава металлов;
на фиг. 2 изображены ПЯВМ, пронизанные проволокой, соединяемые с металлическими электроподводящими контактами;
на фиг. 3 изображен вариант соединения как на фиг. 2, но металлическая проволока, пронизывающая ПЯВМ, является катодом;
на фиг. 4 изображен вариант соединения ПЯВМ с электроподводящими металлическими контактами, где между растворимым анодом и ПЯВМ размещена тонкая дренирующая перегородка;
на фиг.5 изображен вариант соединения, где электроподводящие металлические контакты выполнены с шипованной поверхностью;
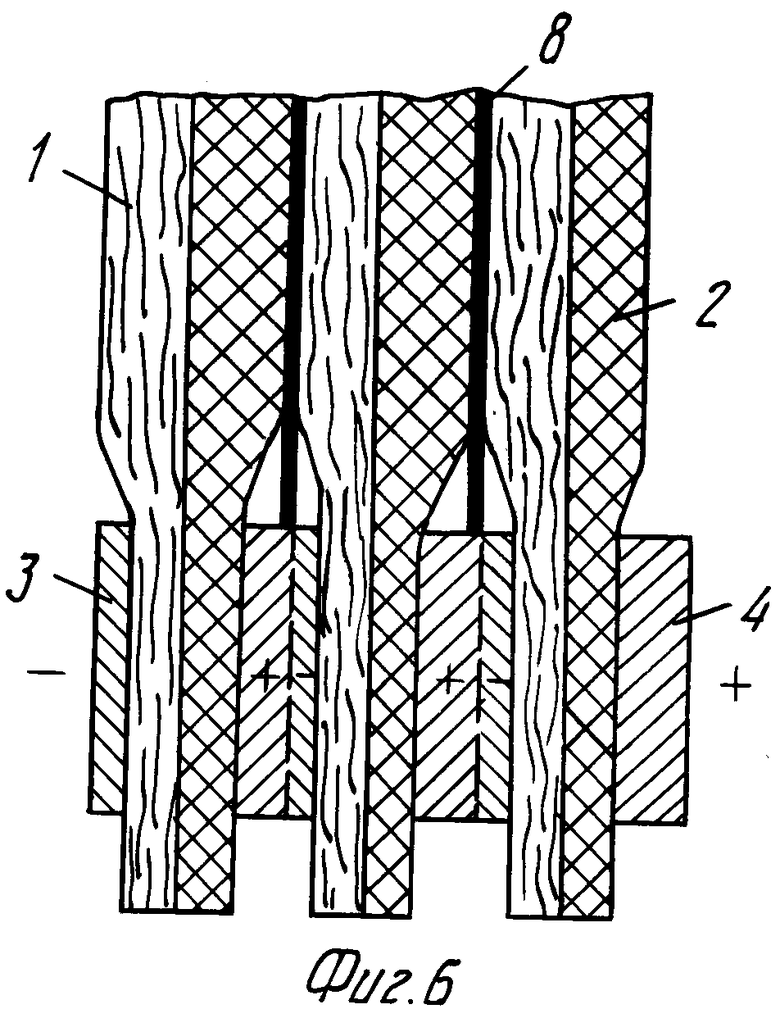
на фиг. 6 изображен вариант, где сформирован пакет ПЯВМ, соединяемых с электроподводяшими металлическими контактами, причем пары соединяемых разнородных материалов разделены изолирующими перегородками;
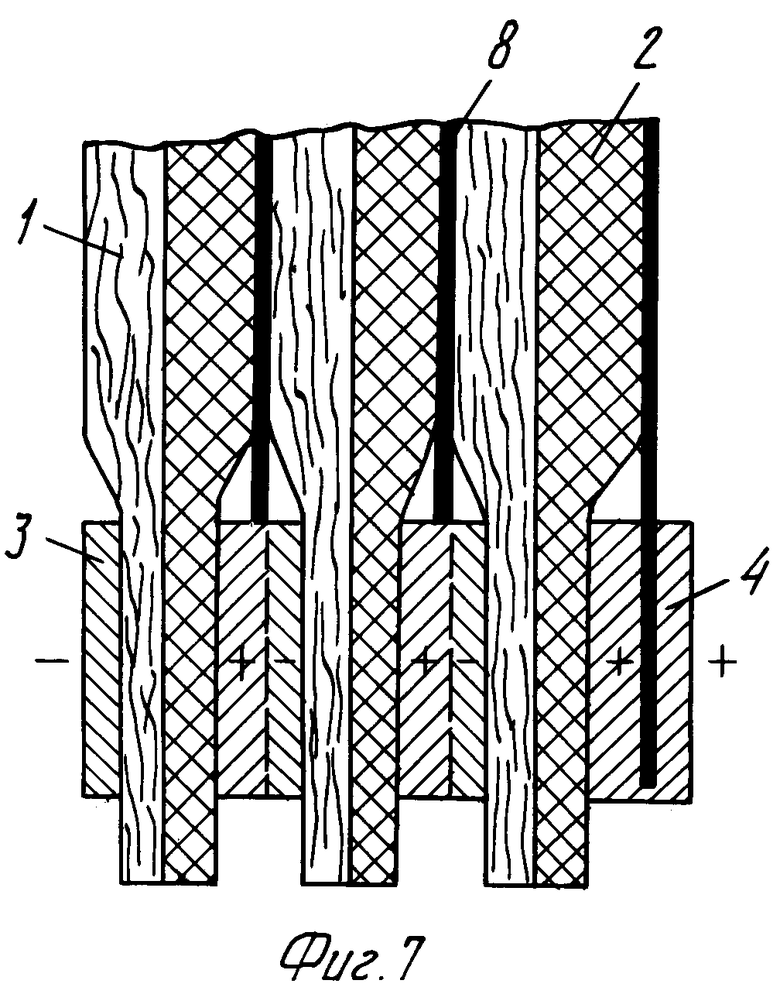
на фиг. 7 изображено тоже, что и на фиг. 6, но растворимый электроподводящий анод (крайний) выполнен в виде составного элемента с изолирующей прокладкой;
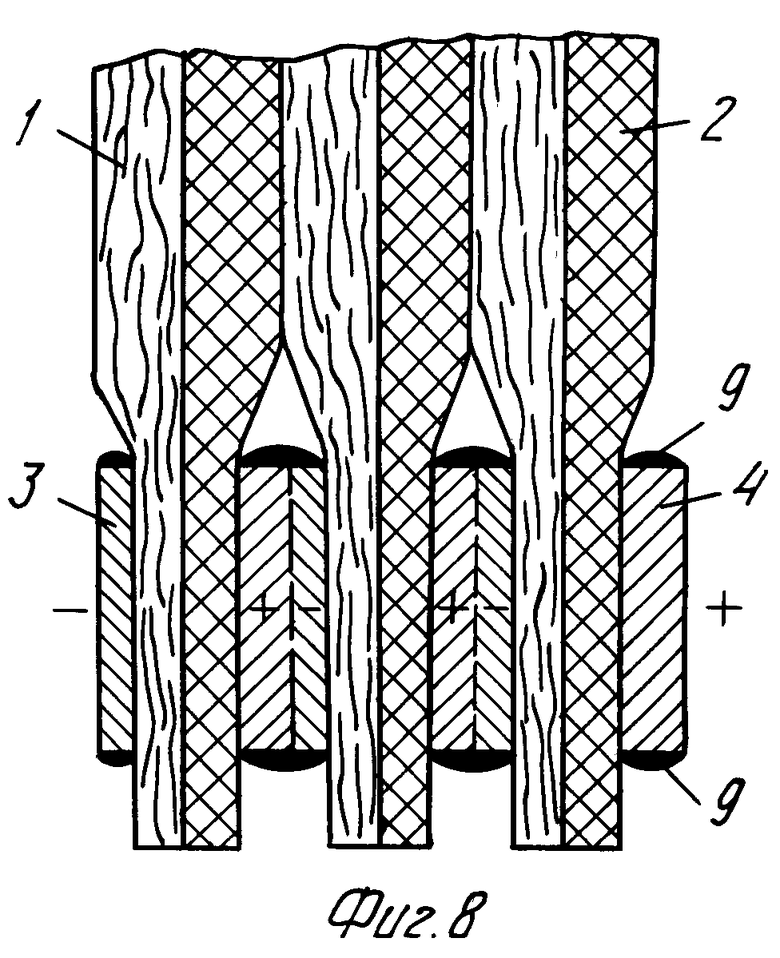
на фиг.8 изображен пакет соединяемых ПЯВМ с электроподводящими металлическими контактами, торцевые поверхности которых покрыты клеящим составом.
Цифрами обозначены волокнистый резистивный материал 1, ячеистый материал 2, электроподводящая металлическая пластина (катод) 3, растворимый металлический электрод (анод) 43, пронизывающий соединяемые материалы токопроводящий материал, например медная проволока 5, тонкая дренирующая перегородка 6, шипы 7 на поверхности электроподводящих электродов, изолирующая перегородка 8, клеящий состав 9 на торцевых поверхностях электродов.
Предлагаемый способ основан на эффекте электроосаждения металлов или их сплавов в двух или нескольких контактных участках однородных или разнородных материалов, обладающих пористой, ячеистой или волокнистой структурой.
Способ осуществляют следующим образом. Соединяют, как показано на фиг. 1 ПЯВМ, которые могут быть, например в виде ленты или полос. Например, использовали в качестве волокнистого 1 - нетканый углеродный материал плотностью 214 г/м2, толщиной 2,5 мм с площадным сопротивлением 7,4 Ом, а в качестве ячеистого материала 2 - стеклоткань марки Э 0062 толщиной 0,06 мм. Накладывают на концевые части этих материалов токоподводящие металлические пластины (электроды) 3 и 4, например из меди. Растворимый анод 4 - медная пластина толщиной 0,3 мм, шириной 10 мм, длиной 40 мм. Катод 3 - медная фольга толщиной 0,05 мм. Смонтированные таким образом концевые участки соединяемых материалов в пределах площади наложенных металлических пластин 3 и 4 помещают в специальную обойму (рамку) из жестких изолирующих материалов, например из оргстекла, снабженную собственными электроподводящими контактами. Сжимают до требуемой величины (толщины) соединяемые материалы путем, например, винтового прижима. При этом толщина углеродного нетканого материала уменьшалась от 2,5 до 1,0 мм. затем обойму с соединяемыми материалами погружают в электролизер (электролитическую ванну). Поверхность электролита должна быть на уровне верхних торцевых окончаний токоподводящих металлических пластин 3 и 4. В качестве электролита может быть использован, например, 20% водный раствор сульфата меди, содержащий 5 вес.% серной кислоты. Электролиз осуществляют при комнатной температуре и плотности тока 50-75 А/дм2 в течение двух часов. В результате электролиза и переноса микрочастиц меди на соединяемые материалы анодная медная пластина истончалась до 0,25 мм. В результате образовалось качественное соединение указанных материалов, а электрод из медной фольги может служить контактом для последующего подсоединения путем пайки электропроводов для изготовления нагревательных элементов. После извлечения из электролизера соединяемых материалов зона контакта промывалась водой. Аналогично выполнялось соединение указанных материалов и в других случаях, изображенных на фиг. 2-8.
Предварительное пронизывания токопроводящими материалами, например медной проволокой 5, зоны контактного соединения, как показано на фиг. 2, обеспечивает увеличение насыщения металлом ПЯВМ, что повышает прочность соединения и плотность контактной зоны.
Использование в качестве катода медной проволоки 5, пронизывающей соединяемые материалы (фиг. 3), а наружных медных полос - в качестве растворимых анодов, также дает более прочное и плотное соединение, в выведенное окончание медной проволоки может служить для последующего подсоединения электропроводов.
Тонкая дренирующая, например с квадратными или круглыми отверстиями перегородка 6, размещенная между растворимым анодом и соединяемыми материалами, как показано на фиг. 4, при электролизе уменьшает плотность общего потока ионов и, тем самым, формирует рисунок из частиц, осаждаемых в объеме соединяемых материалов, что обеспечивает большую гибкость зоны контакта. Аналогичный эффект дает шипованная поверхность 7 катодной и анодной пластин (фиг. 5).
Последовательное расположение соединяемых материалов (фиг. 6) с использованием разделительных перегородок, аналогичных анодным пластинам, и изолирующих прокладок 8 позволяет сформировать пакет, в котором может быть до сорока пар соединяемых материалов. Такая компоновка существенно повышает производительность способа. Изолирующие перегородки применяют в том случае, если соединяемые материалы являются электропроводящими.
Выполнение растворимого анода 4 (фиг. 7) составным с изолирующей перегородкой 8, разрывающей электрическую цепь, позволяет прервать процесс электролиза после растворения заданной части анода.
Применение клеящего состава 9 (фиг. 8), непроводящего электрический ток, для покрытия торцевых поверхностей пластин электродов, позволяет исключить проникновение частиц металла при электролизе в соединяемые материалы за пределы контактной зоны.
При соединении материалов в пакете из многих пар лучше применять сверхбольшие плотности тока (500 - 750 А/дм2) переменной полярности, что повышает производительность процесса и улучшает качество соединения. Ток переменной полярности способствует созданию более плотной и мелкозернистой структуры металлического осадка в объеме соединяемых материалов. Изменение полярности осуществляют, например каждые 10 мин в течение 0,5 мин.
Соединение указанных материалов предлагаемым способом можно осуществлять одновременно в двух или нескольких контактных зонах.
Предлагаемый способ открывает новые возможности качественного соединения ПЯВМ и формирования надежной зоны контакта для последующего подсоединения электроподводящих проводов или других деталей путем пайки или сварки. Такие контакты обладают равномерной электропроводностью, что исключает преждевременное перегорание, например волокнистых или других резистивных элементов в гибких электронагревателях поверхностного типа.
Использование: изобретение относится к области соединения разнородных рыхлых материалов, например, для формирования злектроподводящих контактных зон высокого качества и надежности. Сущность: способ включает соединение пористых, ячеистых, волокнистых материалов (ПЯВМ), наложение на них токоподводящих металлических пластин (электродов), например медных, погружение соединяемых участков в электролизер, при этом катодом является токопроводящая полоса металла, анодом - растворимый электрод, а ПЯВМ, заключенный между ними, является вторичным катодом с переменными электрическими характеристиками. В случаях соединения очень рыхлых материалов с металлами и сплавами, ПЯВМ в зоне электроподводящего контакта предварительно пронизывают токопроводящими материалами, например медной проволокой, являющимися дополнительным анодом. В этом .же случае токопроводящие материалы, пронизывающие ПЯВМ, могут быть катодом, а наружные полосы металла являются растворимыми анодами. Кроме того, между растворимым анодом и ПЯВМ помещают тонкую дренажную перегородку, изменяющую плотность потока ионов и формирующую рисунок соединения. Кроме того, электроды могут быть выполнены в виде пластин с шипованной поверхностью, где шипы создают градиентное электрическое поле, формирующее рисунок соединения. Кроме того, соединяемые с металлами ПЯВМ располагают последовательно, образуя пакет, и эазделяют изолирующими перегородками, при этом катод предыдущего слоя электрически связан с анодом последующего слоя. Кроме того, в пакете растворимый анод (крайний) выполнен в виде составного элемента с изолирующей прокладкой, разрывающей электрическую цепь после растворения заданной части анода. Для уменьшения диффузии ионов металла в прилегающие к контактам зоны ПЯВМ торцевые поверхности электродов покрывают клеящим составом, обеспечивающим предварительную фиксацию электродов. Для повышения качества соединения ПЯВМ, электролиз осуществляют при сверхбольших плотностях тока переодической переменной полярности. 8 з.п.ф-лы, 8 ил.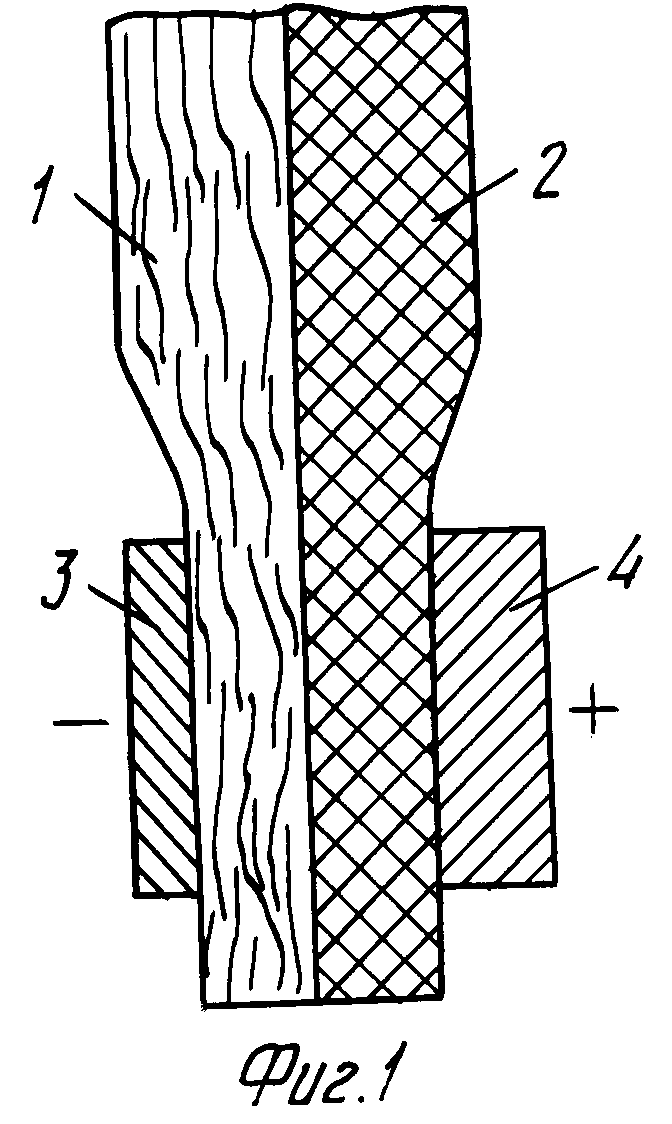
| RU, авторское свидетельство, 203260, C 25 C 1/00, 1967. |
