Изобретение относится к области металлообработки в машиностроении и может быть использовано для изготовления эллипсных контуров резанием.
Наиболее близким по технической сущности и назначению является способ изготовления эллипсных контуров резанием, согласно которому осуществляют относительную продольную подачу инструмента и заготовки и, главное, движение резания, охватывающее ось установки.
Главное движение резания производят в плоскости, расположенной под углом к обрабатываемой поверхности, отличным от 90o.
Недостатком этого способа является его невысокая производительность.
Технический результат, достигаемый предлагаемым изобретением, заключается в повышении производительности процесса и соответственно в снижении трудозатрат.
Указанный технический результат достигается за счет того, что в способе изготовления эллипсных контуров резанием, включающем относительную продольную подачу инструмента и заготовки и, главное, охватывающее ось заготовки движение резания, осуществляемое в плоскости, расположенной под углом к обрабатываемой поверхности, не кратной 90o, относительно продольную подачу осуществляют, перемещая инструмент и/или заготовку.
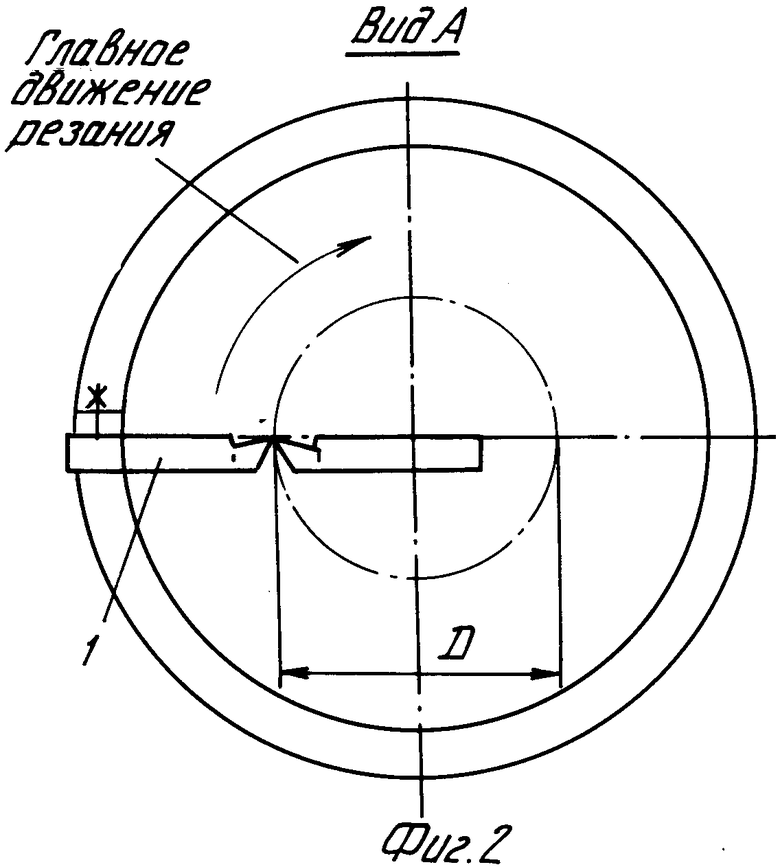
На фиг. 1 изображена схема процесса резания; на фиг. 2 - вид по стрелке А на фиг. 1, на фиг. 3 - вид по стрелке Б на фиг. 1 (получаемый контур в процессе обработки).
Процесс осуществляют следующим образом.
После закрепления заготовки в станке включают движение подачи, сообщаемое инструменту 1 и/или заготовке 2, и, главное, движение резания, которое сообщают инструменту 1. Плоскость вращения инструмента устанавливают под углом Vk к поверхности обработки, определяемым по формуле cos V=d/D, где d - размер малого диаметра эллипса, D - размер большого диаметра эллипса. Угол V должен быть не кратным 90o. В этом случае обеспечивается получение резанием деталей эллипсного контура по заданным размерам большого и малого диаметров эллипса. Производительность процесса повышается за счет сообщения движения подачи как инструменту, так и заготовке одновременно.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРОБКА СКОРОСТЕЙ ПЛАНЕТАРНАЯ ШАРИКОВАЯ | 1997 |
|
RU2128304C1 |
| РЕДУКТОР ПЛАНЕТАРНЫЙ ШАРИКОВЫЙ | 1997 |
|
RU2121091C1 |
| ПОДШИПНИК МАПИД | 1996 |
|
RU2125669C1 |
| МЕХАНИЗМ ПРЕОБРАЗОВАНИЯ ДВИЖЕНИЯ ПОРШНЕВОЙ МАШИНЫ | 1998 |
|
RU2137963C1 |
| ПОДШИПНИК | 1998 |
|
RU2137953C1 |
| ВЕЛОСИПЕД АНТИПОВА | 1999 |
|
RU2146632C1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2211118C1 |
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| СПОСОБ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2153969C2 |
| СПОСОБ ТОРЦОВОГО ФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2498882C1 |

Изобретение относится к области металлообработки в машиностроении и может быть использовано для изготовления эллипсных контуров резанием. Согласно способу осуществляют относительную продольную подачу инструмента и/или заготовки и, главное, охватывающее ось заготовки движение резания. Движение резания осуществляют в плоскости, расположенной под углом к обрабатываемой поверхности, не кратным 90o. В этом случае обеспечивается получение резанием деталей эллипсного контура по заданным размерам большого и малого диаметров эллипса. Производительность процесса повышается за счет сообщения движения подачи одновременно заготовке и инструменту. 3 ил.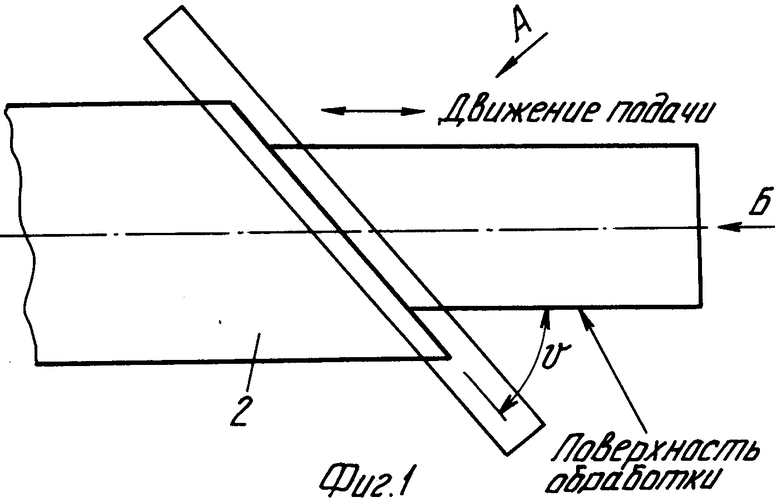
Способ изготовления эллипсных контуров резанием, включающий относительную продольную подачу инструмента и заготовки и главное, охватывающее ось заготовки движение резания, осуществляемое в плоскости, расположенной под углом к обрабатываемой поверхности, не кратным 90o, отличающийся тем, что относительную продольную подачу осуществляют, перемещая инструмент и/или заготовку.
