Изобретение относится к отделочно-зачистной и уплотняющей обработке деталей рабочей средой в свободном состоянии и может быть использовано в машиностроении и других отраслях промышленности.
Известно галтовочное устройство [1], содержащее многосекционный приводной барабан, связанный с загрузочным и разгрузочным приспособлениями и установленный на станине посредством опорных роликов, при этом каждая секция барабана выполнена соединенными прямоугольниками и параллелограммами с образованием по торцам секций квадрата, причем квадрат каждой последующей секции повернут относительно квадрата предыдущей на угол 90o, загрузочное приспособление выполнено в виде обечайки с конусом и расположенной внутри обечайки винтовой поверхностью, длина которой выбирается от 0,5 - 0,75 шага витка.
Недостатком известного устройства является то, что вход галтовочного барабана имеет форму неправильного четырехугольника, расположенного асимметрично оси вращения и имеет две грани, наклон которых противоположен направлению движения рабочей среды и деталей. Загрузочное приспособление в виде обечайки с конусом с винтовой поверхностью внутри, длина которой выбирается от 0,5 - 0,75 шага витка, лишь предотвращает возврат потоков частиц рабочей среды и деталей, выталкиваемых из галтовочного барабана двумя противонаправленными гранями при каждом его обороте, но не обеспечивает дозировку, бесперебойную подачу и надежность поступления частиц рабочих сред и деталей внутрь барабана, что снижает производительность.
Известно галтовочное устройство [2], содержащее установленный на станине и снабженный приводом вращения галтовочный барабан, выполненный в виде винтовой тетраэдальной колонны со средствами для загрузки и разгрузки.
Недостатком известного устройства является то, что вход галтовочного барабана имеет форму неправильного четырехугольника, расположенного асимметрично оси вращения, и имеет у входа в барабан одну грань, наклон которой противоположен направлению движения частиц рабочих сред и деталей, поэтому за каждый оборот барабана наблюдается возврат этой противонаправленной гранью частиц рабочих сред и деталей, движущихся внутри барабана из средства для загрузки.
В результате не обеспечивается бесперебойная подача, дозировка и надежность поступления частиц рабочих сред и деталей внутрь галтовочного барабана, что снижает производительность.
Другим недостатком является то, что винтовая тетраэдальная колонна монтируется из тетраэдальных пустот, которые в свою очередь смонтированы из пластин в виде равносторонних треугольников. Такое изготовление сложно и трудоемко.
Задача изобретения - повышение производительности и упрощение изготовления.
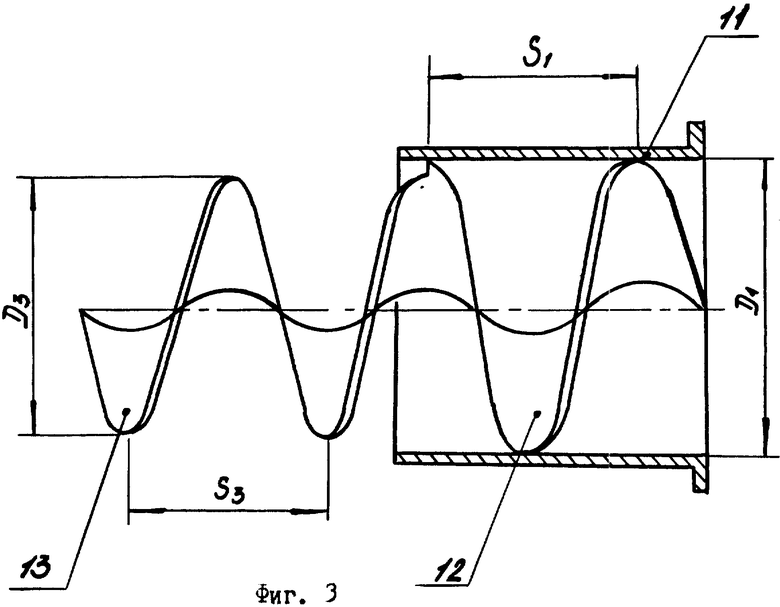
Задача решается тем, что устройство снабжено цилиндрической обечайкой, прикрепленной к торцу винтовой колонны перед средством для загрузки, имеющем цилиндрический патрубок и винтовой двухступенчатой направляющей с витками большего диаметра, прикрепленными к внутренней поверхности обечайки, а меньшего диаметра - расположенными в цилиндрическом патрубке средства для загрузки, при этом диаметр и шаг витков, закрепленных в цилиндрической обечайке, выполнен в 2 и 8 раз меньше соответственно диаметра и шага винтовых линий винтовой колонны, а диаметр и шаг витков, расположенных в цилиндрическом патрубке, меньше в 1,25 раза соответственно диаметра и шага витков, закрепленных в цилиндрической обечайке, причем длина витков большого и малого диаметра выбирается не менее 1,5 шага витков.
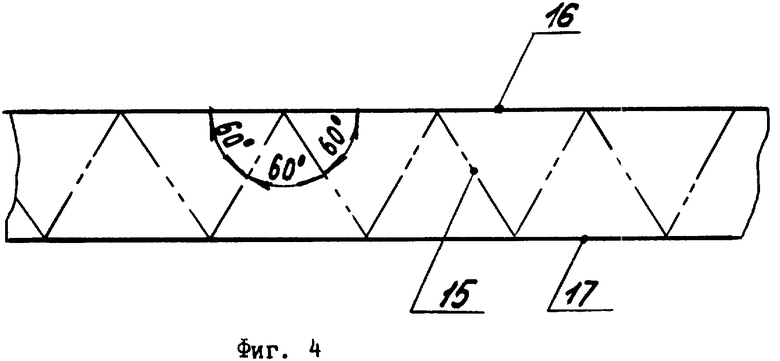
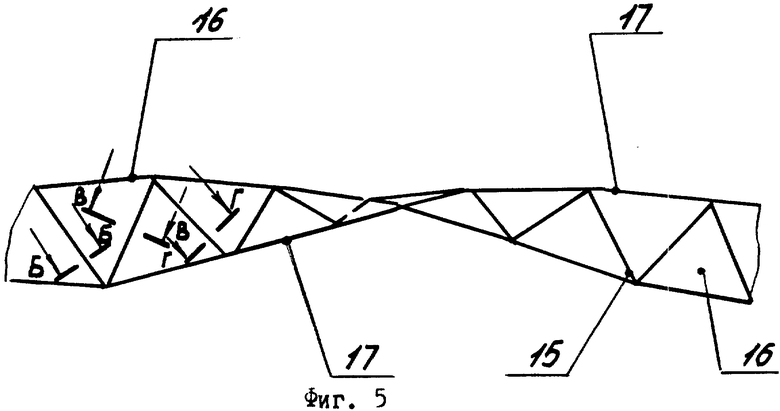
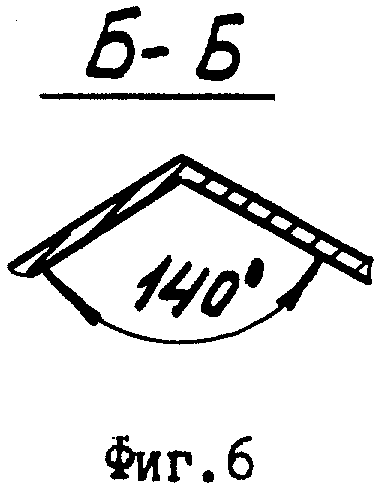
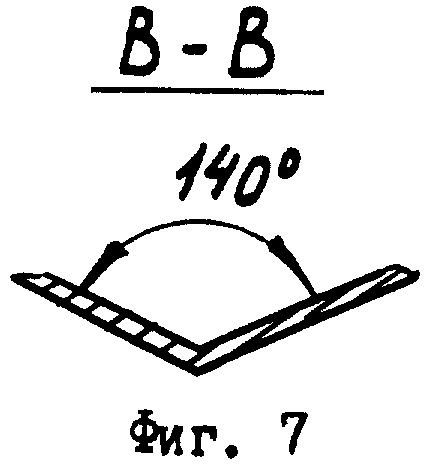
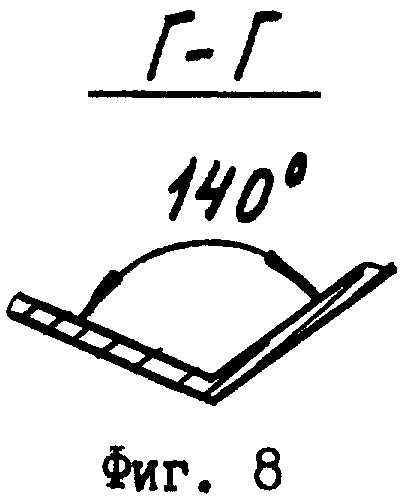
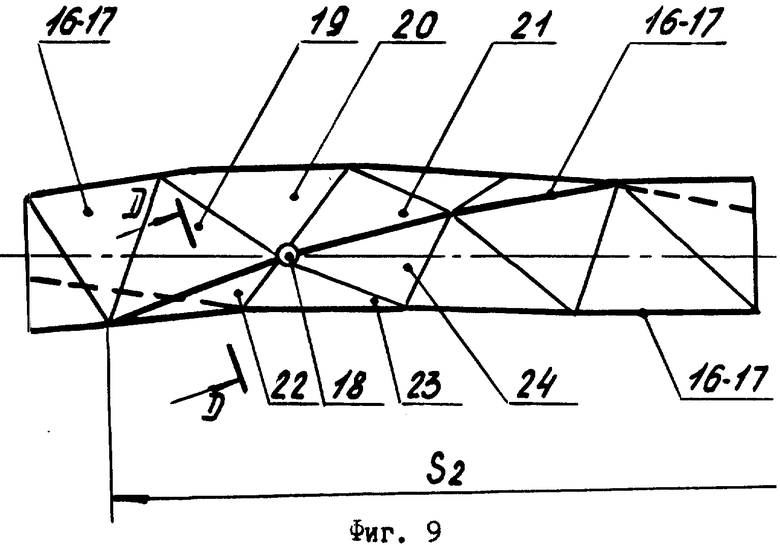
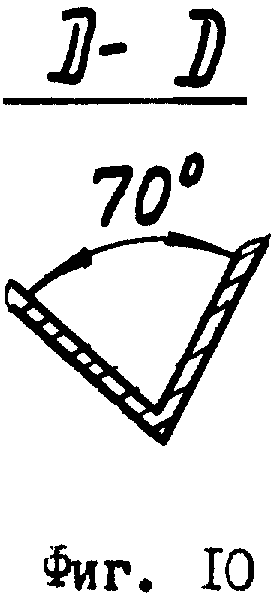
Задача решается также тем, что винтовая колонна выполнена из трех полос, согнутых по прямым линиям под углом 60o к кромкам полос с образованием равносторонних треугольников, расположенных на полосе попеременно один к другому в противоположные стороны под углом 140o, при этом полосы соединены друг с другом по продольным кромкам под углом 70o с образованием по периметру винтовой колонны трех ломаных винтовых линий, в излома которых сходятся шесть вершин равносторонних треугольников.
Новизна предлагаемого обусловлена тем, что за счет конструктивных особенностей загрузочного устройства обеспечивается бесперебойная подача в рабочий барабан деталей и, кроме того, упрощается технология изготовления рабочего барабана.
По данным патентной и научно-технической литературы не обнаружена предлагаемая совокупность признаков, что позволяет судить об изобретательном уровне изобретения.
На фиг. 1 показано устройство для абразивной обработки деталей; на фиг 2 - разрез А-А на фиг. 1; на фиг. 3 - общий вид цилиндрической обечайки; на фиг. 4 - одна из трех полос с размеченными линиями сгиба; на фиг. 5 - одна из трех полос после сгиба; на фиг. 6 - сечение Б-Б на фиг. 5; на фиг. 7 - сечение В-В на фиг. 5; на фиг. 8 - сечение Г-Г на фиг. 5; на фиг. 9 - винтовая колонна, смонтированная из трех полос на фиг. 5 (линии - продольные кромки соединения полос показаны утолщенной линией); на фиг. 10 - сечение Д-Д на фиг. 9.
Устройство содержит станину 1, которая выполнена в виде сварной рамы и на которой закреплен привод главного движения, состоящий из электродвигателя 2, редуктора 3 и четырех роликовых опор 4. Барабан 5 снабжен двумя ободками 6, которые опираются на роликовые с ребордами опоры 4. На станине 1 смонтированы средства для загрузки 7 и разгрузки 8, а также бункер 9 для рабочей среды и отходов. Под бункером 9 в барабане 5 выполнены отверстия 10 для выхода из барабана 5 частиц рабочих сред и частиц отходов абразивной обработки. К торцу барабана 5 перед средством для загрузки 7 прикреплена цилиндрическая обечайка 11, внутри которой жестко закреплена витками 12 большого диаметра двухступенчатая винтовая навивка (фиг. 3) витками малого диаметра 13 винтовая навивка введена с возможностью вращения в цилиндрический патрубок средства для загрузки 7. Диаметр D1 и шаг S1 витков 12 выполнен в 2 и 8 раз меньше соответственно диаметра D2 и шага S2 винтовой колонны 5, а диаметр D3 и шаг S3 витков 13 меньше в 1,25 раза соответственно диаметра D1 и шага S1 витков 12.
Барабан 5 выполнен в виде винтовой колонны из трех полос 14, согнутых по прямым линиям 15 под углом 60o к продольным кромкам полос 16 и 17 с образованием равносторонних треугольников, расположенных на полосе попеременно один к другому в противоположные стороны под углом 140o. Три деформированные таким образом полосы 14 соединены друг с другом по продольным кромкам 16, 17 (фиг. 9) под углом 70o (фиг. 10) с образованием по периметру винтовой колонны трех ломаных винтовых линий, в точках излома которых - вершина 18 - расположены места схождения шести равносторонних треугольников 19 - 24.
Устройство работает следующим образом.
С помощью привода 2 и 3 и четырех роликовых опор 4 барабан 5 приводится во вращение, а вместе с ним двухступенчатая винтовая навивка малого диаметра 13, которая дозированно транспортирует частицы рабочих сред и детали из средства для загрузки 7 в цилиндрическую обечайку 11. Благодаря тому, что диаметр навивки 12 больше в 1,25 раза диаметра навивки 13, частицы рабочих сред и деталей заполняют цилиндрическую обечайку лишь на 3/4 объема. Причем, так как шаг винтовой навивки 12 в 1,25 раза больше шага винтовой навивки 13, то частицы рабочих сред и детали выводятся из обечайки 11 быстрее и свободнее в полость барабана 5, чем поступающие в нее (обечайку 11) новые объемы частиц рабочих сред и деталей из средства для загрузки 7. Изготовление винтовой навивки 12 и 13 длиной не менее 1,5 шага витков не только предотвращает возврат частиц рабочих сред и деталей полости барабана 5 в цилиндрическую обечайку, но обеспечивает дозировку, бесперебойную подачу и надежность поступающих частиц рабочих сред и деталей из средства для загрузки 7 в полость барабана 5.
При вращении барабана 5 рабочая среда и детали совершают сложное пространственное движение по винтовым линиям выгружаются из барабана 5 в средства для загрузки 8. Отходы обработки, частицы рабочих сред через отверстия 10 выводится из барабана 5 в бункер 9.
Такое выполнение конструкции установки для абразивной обработки деталей позволяет не только упростить конструкцию, но и повысить производительность за счет обеспечения непрерывной дозированной подачи частиц рабочих сред и деталей внутрь барабана 5 из средства для загрузки 7, не зависимо от массы загрузки в бункере средства для загрузки 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЛТОВОЧНЫЙ БАРАБАН | 2000 |
|
RU2181656C2 |
| СТАНОК ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ С ОТДЕЛЕНИЕМ ОБРАБОТАННЫХ ДЕТАЛЕЙ ОТ АБРАЗИВНЫХ ГРАНУЛ И ОТХОДОВ ОБРАБОТКИ | 2013 |
|
RU2549793C1 |
| УСТРОЙСТВО ДЛЯ ГАЛТОВКИ | 2000 |
|
RU2185947C2 |
| УСТРОЙСТВО ДЛЯ ГАЛТОВКИ | 2000 |
|
RU2186672C2 |
| ГАЛТОВОЧНОЕ УСТРОЙСТВО | 1998 |
|
RU2151681C1 |
| ГАЛТОВОЧНОЕ УСТРОЙСТВО | 1999 |
|
RU2176585C2 |
| УСТРОЙСТВО ДЛЯ ГАЛТОВКИ | 2002 |
|
RU2217291C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-ЗАЧИСТНОЙ ОБРАБОТКИ | 2009 |
|
RU2430825C2 |
| МАШИНА ДЛЯ СЕПАРАЦИИ СЫПУЧИХ СРЕД | 1997 |
|
RU2121890C1 |
| УСТРОЙСТВО ДЛЯ ГАЛТОВКИ ДЕТАЛЕЙ | 2012 |
|
RU2535888C2 |

Устройство предназначено для отделочно-зачистной и уплотняющей обработки деталей рабочей средой в свободном состоянии. Для бесперебойной подачи деталей оно снабжено цилиндрической обечайкой 11, примыкающей к торцу вращающегося барабана в виде винтовой колонны 5 и к цилиндрическому патрубку средства загрузки 7. Внутри обечайки 11 закреплена винтовая двухступенчатая направляющая с витками разного диаметра. Кроме того, приведены соотношения параметров витков направляющей и винтовой колонны, обеспечивающие непрерывную дозированную подачу рабочей среды и деталей внутрь барабана независимо от массы загрузки в бункере средства загрузки 7. Для упрощения изготовления винтовая колонна выполнена из трех полос, согнутых и соединенных под определенными углами. 1 з.п. ф-лы, 10 ил.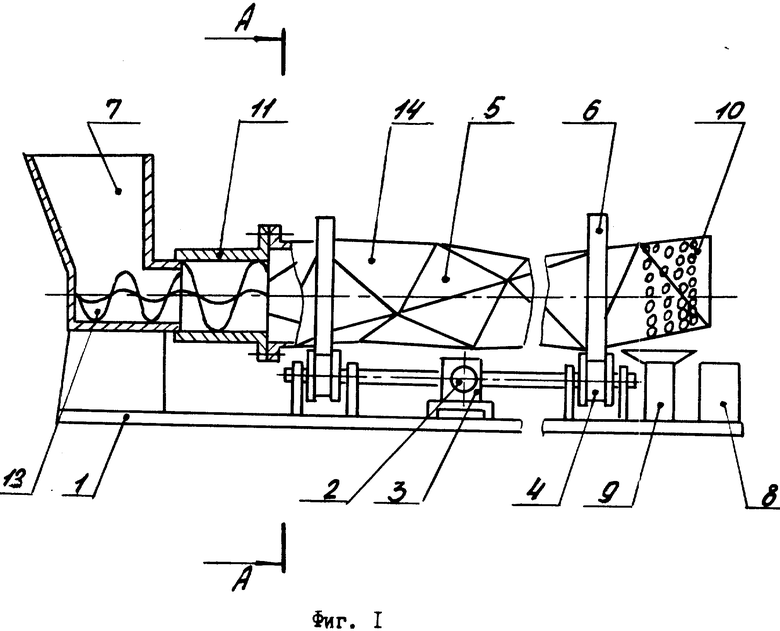
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство 17438020, B 24 B 31/02, 1992 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, автор ское свидетельство 1093505, B 24 B 31/02, 1984. | |||
