Изобретение относится к области машиностроения и может быть использовано для шлифования, полирования и упрочнения поверхностного слоя деталей в контейнерах, совершающих низкочастотные колебания.
Известно устройство для галтовки (а.с. №1093505, кл. B24B 31/02), содержащее установленный на станине с приводом вращения и средствами для загрузки и выгрузки деталей галтовочный барабан, выполненный в виде винтовой тетраэдальной колонны.
Недостатком известного устройства являются ограниченные технологические возможности из-за недостаточной производительности.
Наиболее близким к предлагаемому изобретению является устройство для вибрационной обработки длинномерных деталей (патент РФ, №2228252, кл. B24B 31/06), состоящее из упруго установленного на основании с вибратором контейнера, выполненного из половинки разрезанного по осевой линии многозаходного винтового барабана, смонтированного из секций, собранных по периметру из разно наклоненных друг к другу плоских равносторонних треугольников, соединенных между собой двумя сторонами, при этом каждая секция имеет одинаковую площадь и соединена с другой секцией свободными сторонами треугольников.
Недостатком известного устройства являются ограниченные технологические возможности из-за недостаточной производительности.
Техническим результатом является расширение технологических возможностей, повышение производительности обработки.
Поставленная задача достигается тем, что в устройстве для отделочно-зачистной обработки, содержащем контейнер, упруго установленный на основании с вибратором, контейнер изготовлен из трех прямоугольных полос, согнутых попеременно в противоположные стороны под углом 140° по надрезам, выполненным под углом 60° друг к другу и к продольным кромкам полос с образованием по длине полосы равносторонних треугольников, расположенных попеременно в противоположные стороны, при этом полосы соединены одна с другой по продольным кромкам под углом 70° с образованием по внутреннему периметру трех ломаных криволинейных, винтовых поверхностей и трех ломаных винтовых канавок основного направления для перемещения обрабатываемых деталей и гранул рабочих сред от загрузки к выгрузке. А также двух ломаных криволинейных винтовых поверхностей и двух винтовых канавок противоположного направления для перемещения обрабатываемых деталей и гранул рабочих сред от выгрузки к загрузке, причем по наружному диаметру контейнера образованы три ломаные винтовые линии основного направления с шагом S и две ломаные винтовые линии противоположного направления с шагом 0,25S в точках излома винтовых линий, в которых расположены места схождения сторон шести равносторонних треугольников, при этом по всей длине контейнера смонтирована для перемещения обрабатываемых деталей и гранул рабочих сред от выгрузки к загрузке цилиндрическая пружина, которая оборудована устройством для изменения шага витков путем ее растяжения или сжатия.
По данным патентно-технической литературы не обнаружено техническое решение, аналогичное заявленному, что позволяет судить об изобретательском уровне предлагаемых конструкций устройства для отделочно-зачистной обработки.
Новизна предлагаемого изобретения заключается в том, что элементы ломаной криволинейной, винтовой поверхности контейнера разно наклонены не только друг к другу, но и к оси симметрии барабана, поэтому при работе вибратора частицы рабочих тел и обрабатываемые детали, совершающие циркуляционное движение внутри контейнера в плоскостях, перпендикулярных оси симметрии барабана, получают дополнительное движение от наклоненных друг к другу элементов ломаной криволинейной винтовой поверхности контейнера, и так как количество канавок (три) основного направления больше, чем количество винтовых канавок противоположного направления (два), то обеспечивается продольное перемещение частиц рабочих сред и обрабатываемых деталей от загрузки к выгрузке, увеличивается интенсивность взаимодействия рабочих тел и обрабатываемых деталей, повышается производительность и расширяются технологические возможности.
Новизна предложения заключается в том, что такое конструктивное оформление устройства для отделочно-зачистной обработки с закрепленной внутри цилиндрической пружиной позволяет не только создать противопотоки движения масс загрузки (обрабатываемые детали и частицы рабочих сред), но и обеспечить продольное перемещение обрабатываемых деталей и частиц рабочих тел от загрузки к выгрузке при горизонтальном расположении барабана и обеспечить интенсивное их перемешивание, что расширяет технологические возможности.
Новизна заключается в том, что внутри по всей длине контейнера смонтирована цилиндрическая пружина, которая обеспечивает не только перемещение в обратном направлении рабочих тел и обрабатываемых деталей от выгрузке к загрузке в радикальном направлении, но и способствует интенсификации процесса отделочно-зачистной обработки. Такое радикальное движение в обратном направлении обеспечивается за счет того, что частицы рабочих тел и обрабатываемые детали, совершающие циркуляционное движение внутри контейнера в плоскостях, перпендикулярных оси симметрии контейнера, встречаясь с витками пружины, изменяют траекторию своего движения и перемещаются от выгрузке к загрузке, что создает противопотоки масс загрузки, увеличивает интенсивность обработки и расширяет технологические возможности.
Новизна заключается также в том, что смонтированная внутри по всей длине контейнера цилиндрическая пружина снабжена устройством для изменения шага витков цилиндрической пружины путем ее растяжения или сжатия, что позволяет влиять на характер движения обрабатываемых деталей и частиц рабочих тел, при изменении производительности устройства, что обеспечивает регулирование интенсивности взаимодействия рабочих тел и обрабатываемых деталей, увеличивает производительность, расширяет технологические возможности.
Новизна заключается также в том, что скручивание каждой полосы в продольном и поперечном направлениях обеспечивает дополнительное искривление поверхности контейнера, благодаря чему увеличивается разность между углами наклона векторов перемещений частиц или деталей в соседних участках поверхности контейнера, при этом частицы и детали движутся по сложным траекториям, увеличивая частоту столкновений или иным образом интенсифицируя процесс обработки, что увеличивает производительность и решает технологические возможности.
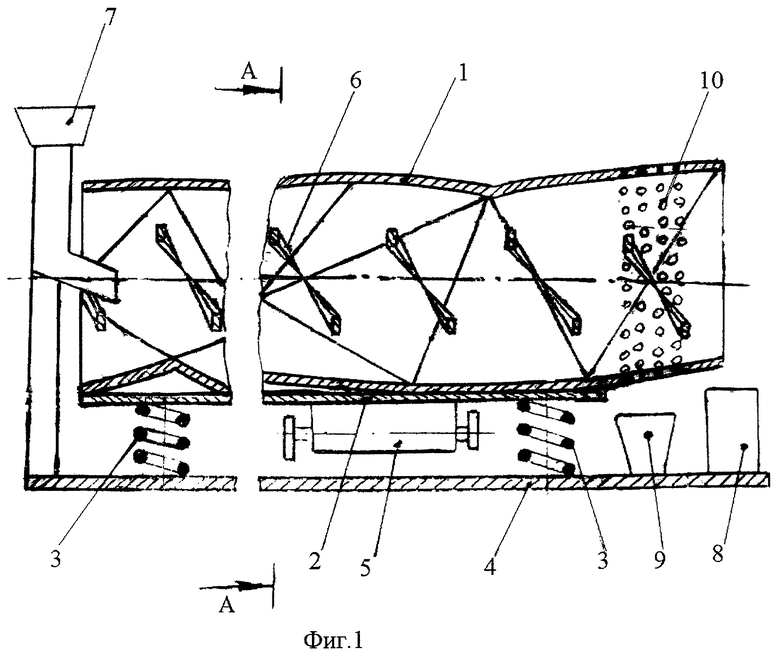
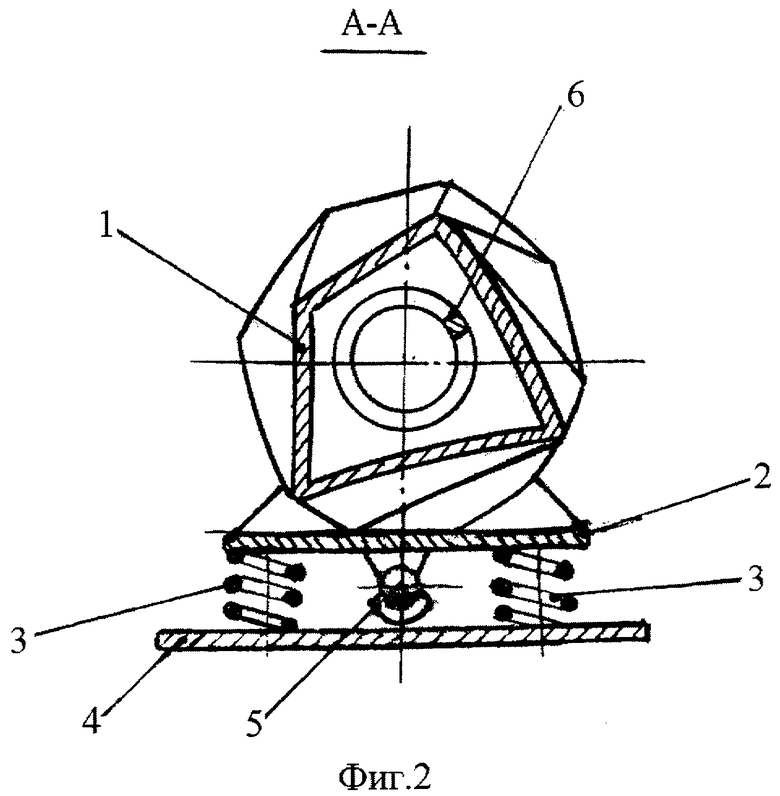
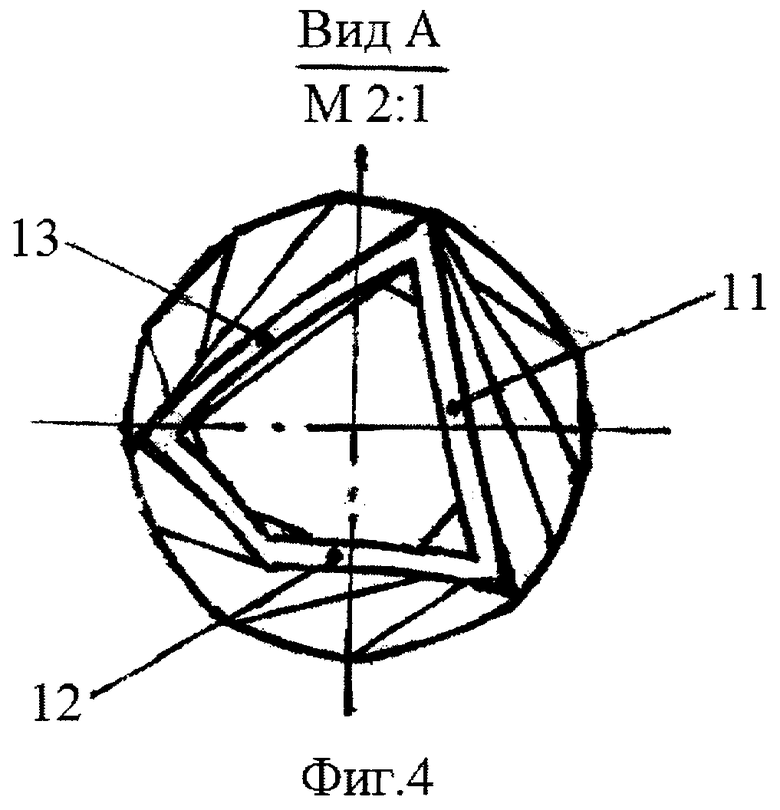
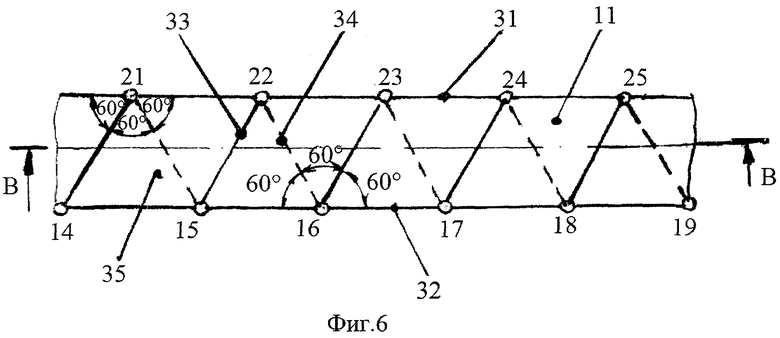
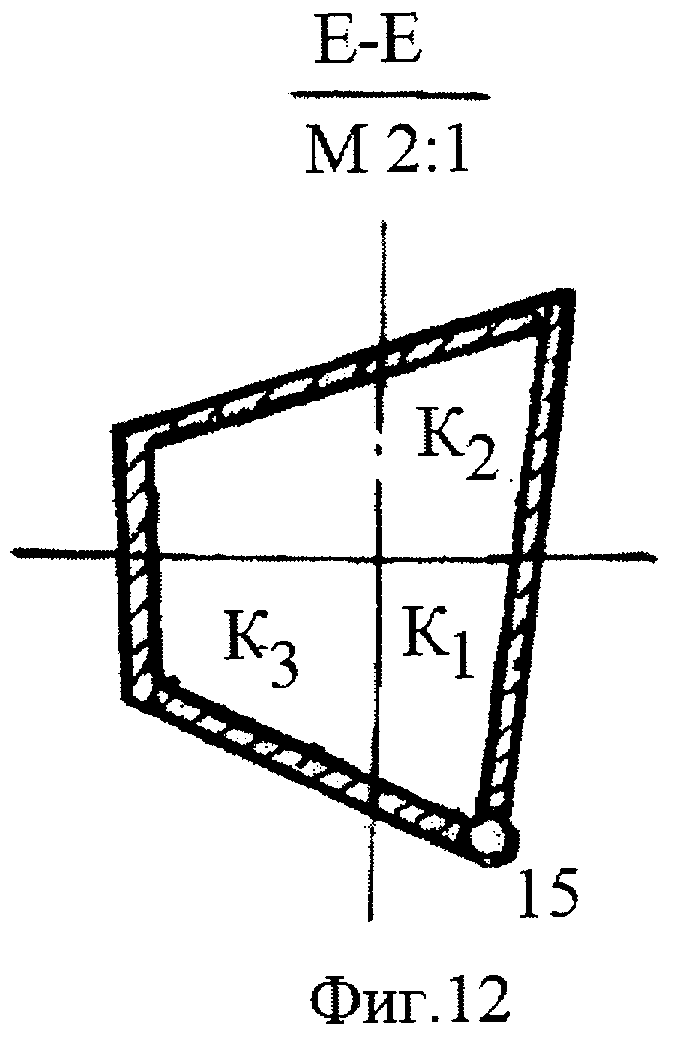
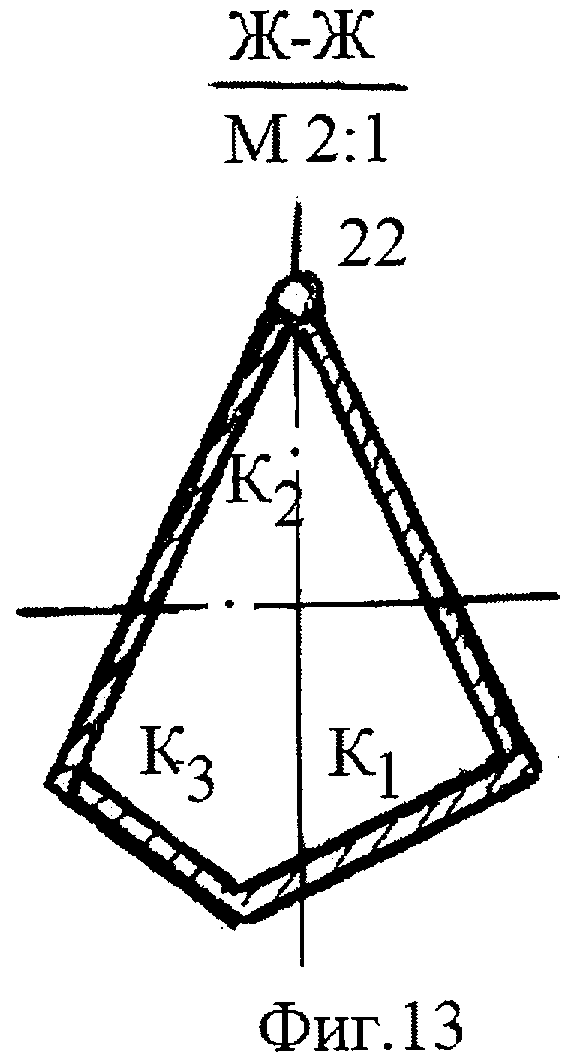
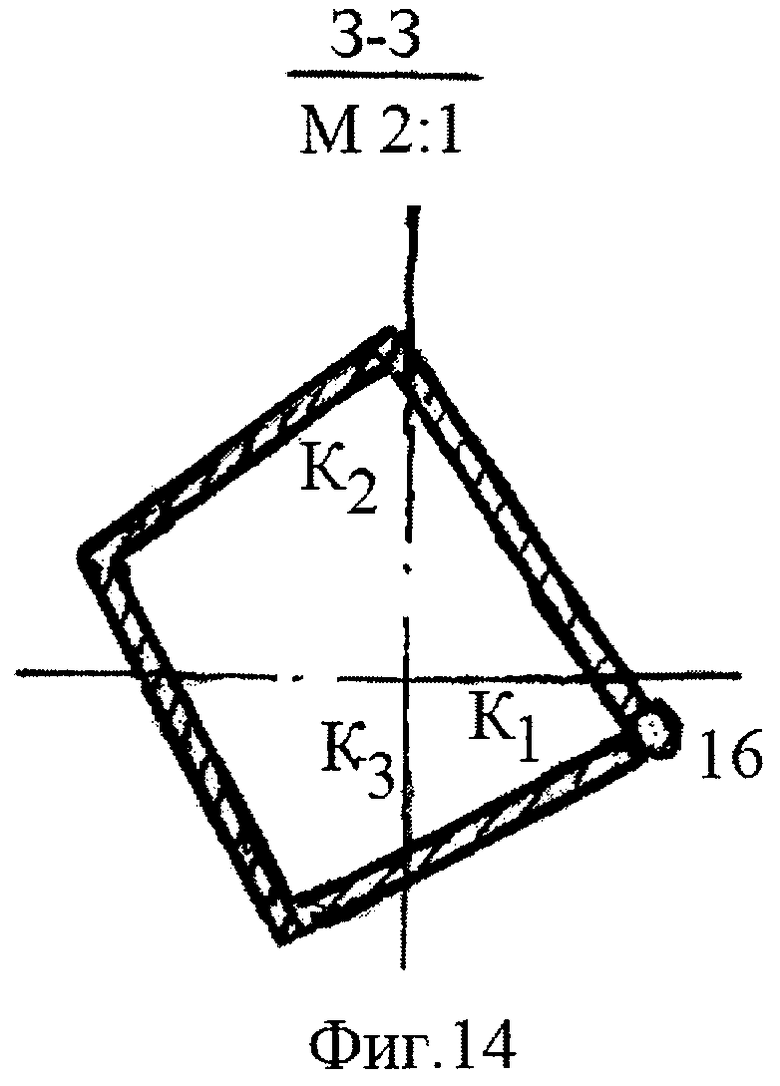
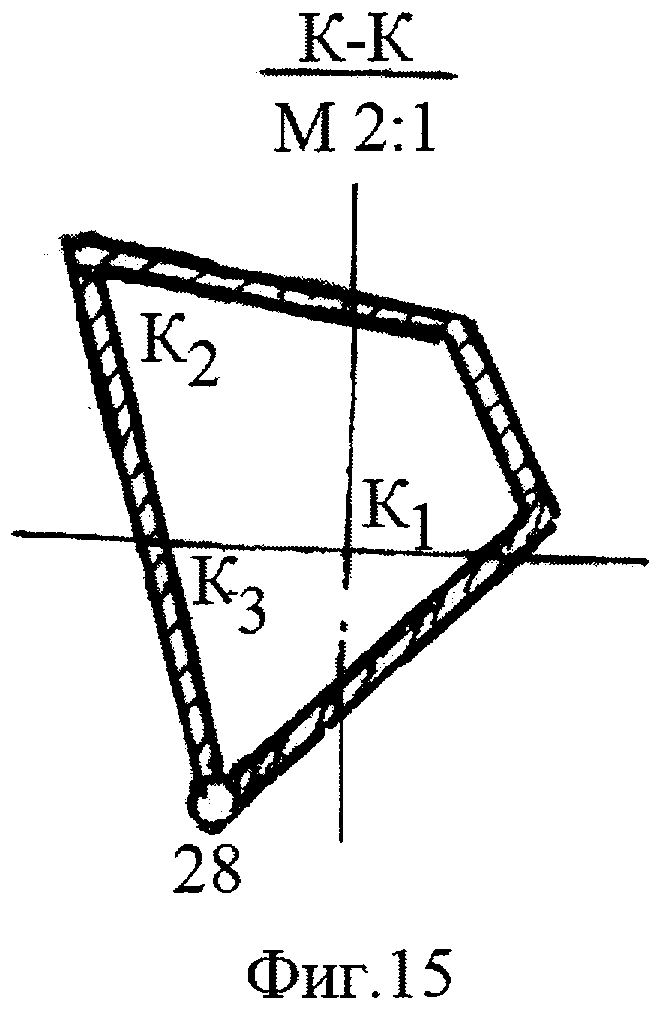
На фиг.1 изображен продольный разрез устройства для отделочно-зачистной обработки, вид спереди; на фиг.2 - разрез А-А на фиг 1; на фиг.3 - контейнер, общий вид; на фиг.4 - вид А на фиг.3; на фиг.5 - сечение Б-Б на фиг.3; фиг.6 - вид полосы, из которой изготовлен контейнер с ослабленными сечениями в плане; на фиг.7 - разрез В-В на фиг.6; на фиг.8 - вид полосы после скручивания в вертикальной плоскости; на фиг.9 - вид полосы после изгиба на оправке, изогнутой по винтовой линии в поперечном направлении и согнутой по надрезам со скошенными стенками; на фиг.10 - сечение Г-Г на фиг.9; на фиг.11 - выносной элемент 1; на фиг.12 - сечение Е-Е на фиг.3; на фиг.13 - сечение Ж-Ж на фиг.3; на фиг.14 - сечение З-З на фиг.3; на фиг.15 - сечение К-К на фиг.3
Устройство для отделочно-зачистной обработки (фиг.1-2) содержит контейнер 1, смонтированный горизонтально на плите 2, которая жестко с помощью упругих элементов 3 закреплена на основании 4. Контейнер 1 снабжен вибратором 5, который прикреплен к плите 2. Продольное перемещение от загрузки к выгрузке в контейнере 1 обеспечивается тем, что количество винтовых поверхностей и винтовых канавок основного направления (три) превышает количество винтовых канавок противоположного направления (два). Для обеспечения дополнительного продольного перемещения в противоположном направлении частиц рабочих тел и обрабатываемых деталей внутри контейнера 1 смонтирована цилиндрическая пружина 6, которая оборудована устройством для изменения шага витков цилиндрической пружины 6 путем растяжения или сжатия (не показано). Регулировка величины шага витков цилиндрической пружины 6 может производиться также в процессе отделочно-зачистной обработки, т.е. в процессе работы установки.
В зависимости от обрабатываемых деталей и частиц рабочих тел, требуемого времени обработки устанавливается такой шаг пружины, который отвечает оптимальным условиям отделочно-зачистной обработки. Например, если требуется малое время обработки, то уменьшается шаг пружины 6 и, таким образом, изменяется поток деталей и гранул рабочих сред в обратном направлении, а значит, соответственно изменяется их скорость перемещения от загрузки к загрузке. При отделочно-зачистной обработке, требующей длительное время пребывания в контейнере 1, шаг витков 6 увеличивают и таким образом изменяется поток деталей и гранул рабочих сред в обратном направлении, а значит, соответственно изменяется их скорость перемещения от загрузки к выгрузке. В нужном положении пружину 6 фиксируют известными приспособлениями (не показаны). Регулировка величины шага пружины 6 может быть осуществлена также и в процессе отделочно-зачистной обработки.
Устройство для отделочно-зачистной обработки (фиг.1-2) снабжено средством для загрузки 7, закрепленным на основании 4, и средством для разгрузки 8, а также бункером для отходов обработки 9. Над бункером 9 в контейнере 1 выполнены отверстия 10 для удаления отходов обработки (облой, металл заусенцев, окалина и т.п.).
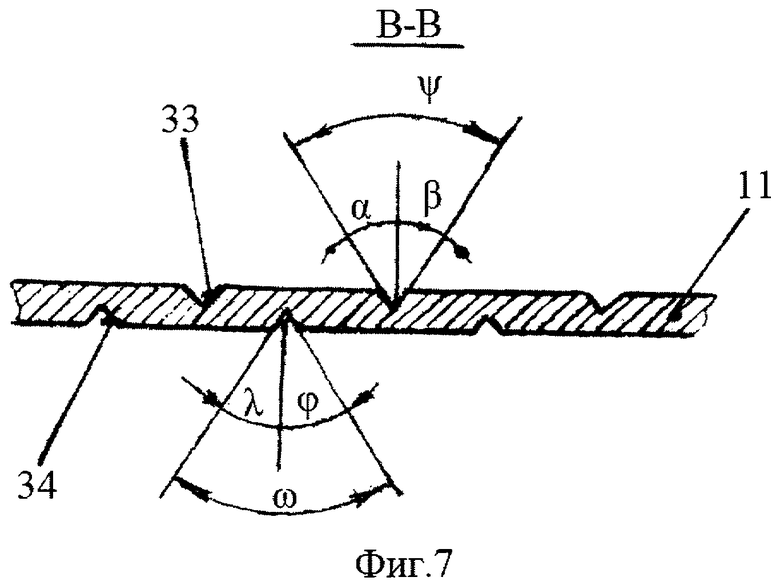
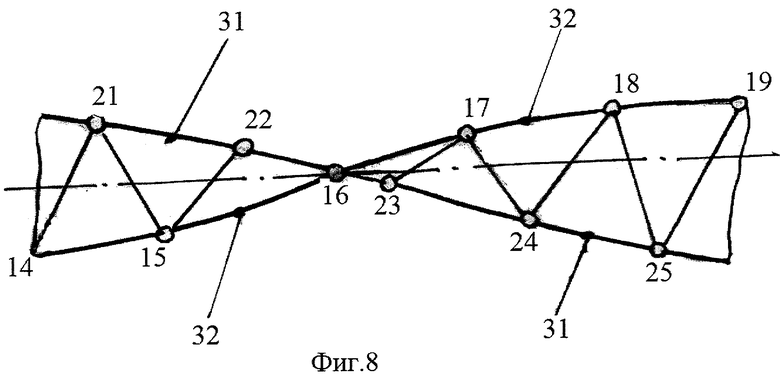
Контейнер 1 (фиг.3-4) изготовлен из трех прямоугольных полос 11, 12, 13 с образованием по периметру по наружному диаметру контейнера 1 трех винтовых линий 14-15-16-17-18-19; 21-22-23-24-25; 26-27-28-29-30, а по внутреннему диаметру трех ломаных винтовых канавок K1 - 14-15-16-17-18-19; K2 - 21-22-23-24-25; K3 - 26-27-28-29-30 с внутренним углом 70° (фиг.5). На всех полосах 11, 12, 13 (фиг.6-7) под углом 60° к продольным кромкам 31 и 32 выполнены попеременно с противоположных сторон надрезы 33, 34 со скошенными стенками (фиг.7), расположенными попарно под углом один к другому посредством фрезерования, обработкой давлением и т.п. с образованием равносторонних треугольников 35.
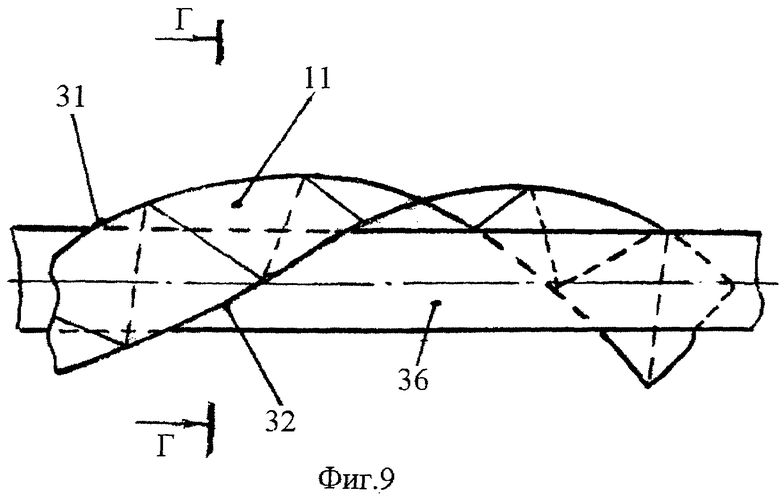
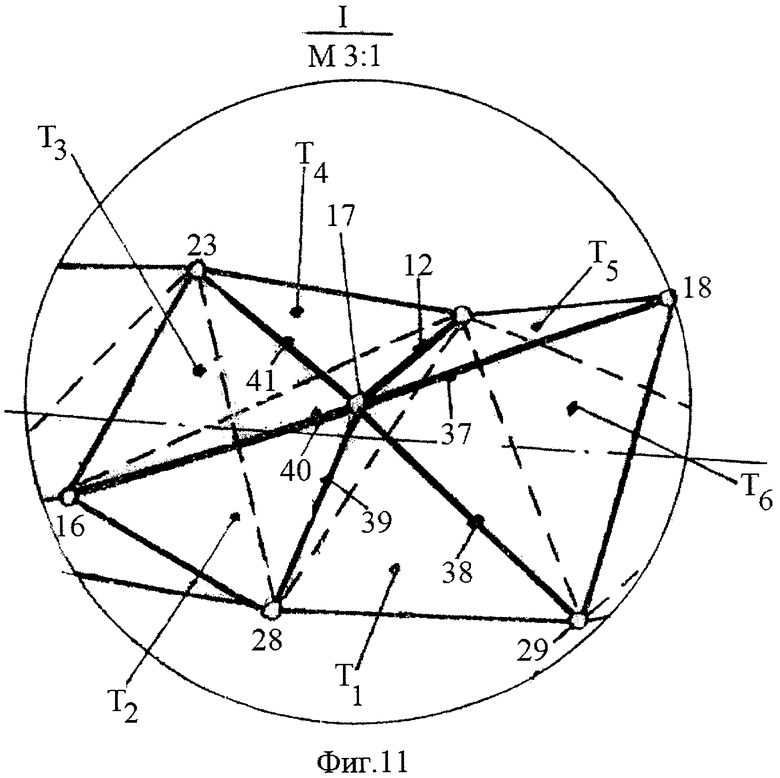
Геометрия и величины углов λ, φ, ω, ψ, α, β скосов надрезов 33, 34 (фиг.6-7) и их взаимное расположение определяют углы наклона равносторонних треугольников 35 друг к другу по периметру контейнера 1. Полосы 11, 12, 13 свернуты в вертикальной плоскости (фиг.8) в продольном направлении относительно собственной оси симметрии полосы, а затем изогнуты по винтовым линиям в поперечном направлении (фиг.9) и согнуты по надрезам 33, 34 со скошенными стенками в поперечно-продольном направлении, расположенными попарно под углом один к другому с обеих сторон полос, как, например, полосы 11 на фиг.6-9. На фиг.8 показана одна из полос, например 11, скрученная в вертикальной плоскости вдоль своей продольной оси с боковыми кромками 31 и 32. Предварительно скрученную в вертикальной плоскости относительно продольной оси полосу, например 11, помещают на отправку 36 (фиг.9-10) и изгибают так, чтобы кромки 31 и 32 разместились по винтовым линиям в поперечном направлении. После изгиба в поперечном направлении каждая из полос 11, 12, 13 повернута относительно продольной оси контейнера 1 так, что их кромки образуют и в поперечном направлении полос винтовые линии с одинаковым шагом для всех полос. После этого полосу снимают с отправки 36, либо фиксируют на отправке 36. Аналогичным образом обрабатывают остальные полосы, например 12 и 13. После сгиба полосы, например полосы 11 (фиг.6-9), надрезы 14-21, 21-15, 15-22, 22-16, 16-23, 23-17, 17-24, 24-18, 18-25 сваривают, в результате образуются ребра жесткости. Полосы 11, 12, 13 после сгиба соединяются одна с другой по продольным кромкам 31 и 32 под углом 70° (фиг.5), причем по наружному диаметру контейнера три ломаные винтовые линии основного направления с шагом S и две ломаные винтовые линии противоположного направления с шагом 0,25S. Такое соединение трех полос 11, 12, 13 становится возможным, так как после сгиба полос 11, 12, 13 по прямым линиям сгиба 33, 34 (фиг.8-9) под углом 140° попеременно друг к другу в противоположные стороны (фиг.3) на полосе образуются грани в виде равносторонних треугольников 35, расположенных на полосе попеременно в противоположные стороны с образованием по продольным кромкам полос 11, 12, 13, точнее по периметру наружного диаметра контейнера 1 трех ломаных винтовых линий основного направления 14-15-16-17-18-19; 21-22-23-24-25; 26-27-28-29-30 с шагом S (фиг.3), одна из которых утолщенной линией 14-15-16-17-18-19 показана на фиг.3, и двух ломаных винтовых линий противоположного направления, одна из которых на фиг.3 показана утолщенной линией 29-17-23-27-15 с шагом 0,25S. На фиг 3. показана утолщенной линией 14-15-16-17-18-19 одна из трех ломаных винтовых линий основного направления с шагом S, в каждой из точек излома которой в вершинах ломаных винтовых линий основного направления (фиг.3, фиг.11) расположены места схождения сторон шести равносторонних треугольников T1, T2, Т3, Т4, Т5, Т6. Например, в точке 17 (фиг.11) сходятся стороны 37, 38, 39, 40, 41, 42 шести равносторонних треугольников T1, T2, Т3, Т4, Т5, Т6. Соединение полос 11, 12, 13 может быть осуществлено известными методами, например сваркой.
В такой конструкции по длине контейнера 1 каждое поперечное сечение-проходное сечение отличается от предыдущего не только формой сечения (фиг.12-15), но и их расположением относительно друг друга, при этом меняется и площадь проходного сечения, что нарушает стационарность движения гранул рабочих сред и обрабатываемых деталей, увеличивает интенсивность их взаимодействия, расширяет технологические возможности. В такой конструкции контейнера 1 образованы по внутреннему периметру три ломаные винтовые канавки основного направления K1 - 14-15-16-17-18-19; K2 - 21-22-23-24-25; K3 - 26-27-28-29-30 с внутренним углом 70° и шагом S (фиг.3) и две ломаные винтовые канавки противоположного направления с шагом 0,25S, одна из которых показана на фиг.3 утолщенной линией 29-17-23-27-15. Эти канавки не только способствуют перемещению гранул рабочих сред и обрабатываемых деталей от загрузки к выгрузке, но и обеспечивают интенсивное их перемещение, увеличивают интенсивность их взаимодействия, расширяют технологические возможности.
Устройство для отделочно-зачистной обработки работает следующим образом. Возмущающая сила вращающегося вибратора 5 через плиту 2 и стенки контейнера 1 передается гранулам рабочих сред и обрабатываемым деталям (фиг.1-2), которые непрерывным потоком загружаются с помощью средства для загрузки 7. Под влиянием вибрации гранулы рабочих тел и обрабатываемые детали совершают вращательное движение - циркуляционное движение в плоскостях, перпендикулярных продольной оси контейнера 1. Радиальное движение гранулам рабочих сред и обрабатываемым деталям (массам загрузки) от загрузки к выгрузки обеспечивается за счет ломаных винтовых канавок основного направления 14-15-16-17-18-19; 21-22-23-24-25; 26-27-28-29-30 с внутренним углом 70° и шагом S и ломаными винтовыми поверхностями основного направления, точнее свернутым и изогнутым полосам 11, 12, 13, треугольные грани в виде равносторонних треугольников 35 которых, встречаясь с гранулами рабочих тел и обрабатываемыми деталями, совершающих под воздействием вибрации вращательное движение - циркуляционное движение в плоскостях, перпендикулярных продольной оси контейнера 1, направляют их в сторону выгрузки. Радиальное движение гранулам рабочих сред и обрабатываемым деталям (массам загрузки) от выгрузки к загрузки, т.е. в обратном направлении, обеспечивается за счет того, что частицы масс загрузки, совершающие циркуляционное движение внутри барабана 1 в плоскостях, перпендикулярных оси симметрии барабана, встречаясь с витками неподвижно закрепленной пружины, изменяют траекторию своего движения и перемещаются от выгрузке к загрузки, т.е. в обратном направлении. При этом массы загрузки движутся вдоль винтовых навивок пружины 6, обеспечивая перемещение их в обратном направлении. Частота движений и соударений масс загрузки определяется не только частотой виброактиватора и количеством граней 35 по периметру контейнера 1, но и наличием витков и шагом цилиндрической пружины 6, смонтированной стационарно (неподвижно) внутри контейнера 1. Поэтому в предлагаемой конструкции устройства для отделочно-зачистной обработки обеспечивается повышение не только частотных характеристик, но и частот, и амплитуд движения масс загрузки, обеспечивается также активная циркуляция и перемешивание обрабатываемых деталей и гранул рабочих тел. Процесс смешивания интенсифицируется еще и витками смонтированной неподвижно внутри контейнера 1 цилиндрической пружины, которые изменяют направление движения частиц масс загрузки, направляя их в радиальном направлении в сторону загрузки, т.е. в обратном направлении, что увеличивает интенсивность циркуляции масс загрузки, увеличивает частоты взаимодействия гранул рабочих тел и обрабатываемых деталей, создает противопотоки масс загрузки, повышает производительность отделочно-зачистной обработки и расширяет технологические возможности. Таким образом, массы загрузки, преодолевая сопротивление встречных их потоков от витков пружины 6, совершают сложное пространственное движение и выгружаются из контейнера 1 в средство для разгрузки 8. Отходы обработки (облой, металл заусенцев, окалина) через отверстия 10 выводятся из контейнера 1 в бункер отходов 9.
Технико-экономические преимущества возникают за счет обеспечения продольного перемещения масс загрузки и создания их встречных потоков стенками-гранями пространственной формы контейнера в виде равносторонних треугольников, расположенных под углом не только друг к другу, но и к продольной оси контейнера, за счет того, что внутри по всей длине контейнера смонтирована неподвижно цилиндрическая пружина, которая обеспечивает не только перемещение в обратном радиальном направлении, но и способствует интенсификации осуществления взаимодействия гранул рабочих тел и обрабатываемых деталей за счет того, что цилиндрическая пружина снабжена устройством для изменения шага витков цилиндрической пружины путем ее растяжения или сжатия, что позволяет влиять на характер движения масс загрузки при изменении производительности устройства, что обеспечивает регулирование интенсивности взаимодействия гранул рабочих тел и обрабатываемых деталей, повышает производительность, расширяет технологические возможности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бетоносмеситель | 2015 |
|
RU2613389C1 |
| КОРМОПРИГОТОВИТЕЛЬНАЯ МАШИНА | 2015 |
|
RU2600009C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-ЗАЧИСТНОЙ ОБРАБОТКИ | 2014 |
|
RU2572685C1 |
| СТАНОК ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ С ОТДЕЛЕНИЕМ ОБРАБОТАННЫХ ДЕТАЛЕЙ ОТ АБРАЗИВНЫХ ГРАНУЛ И ОТХОДОВ ОБРАБОТКИ | 2013 |
|
RU2549793C1 |
| АГРЕГАТ ДЛЯ ОТДЕЛОЧНО-ЗАЧИСТНОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2020 |
|
RU2750922C1 |
| Установка для отделочно-зачистной обработки деталей машин | 2020 |
|
RU2753360C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-ЗАЧИСТНОЙ ОБРАБОТКИ | 2012 |
|
RU2507053C1 |
| Станок для отделочно-зачистной и упрочняющей обработки деталей малой жесткости | 2020 |
|
RU2743272C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-ЗАЧИСТНОЙ ОБРАБОТКИ | 2013 |
|
RU2542203C1 |
| Вибрационная установка для предпосевной обработки семенного материала | 2020 |
|
RU2751115C1 |


Изобретение относится к области машиностроения и может быть использовано для шлифования, полирования и упрочнения поверхностного слоя деталей в контейнерах, совершающих низкочастотные колебания. Контейнер выполнен из трех прямоугольных полос, согнутых попеременно в противоположные стороны под углом 140° по надрезам, выполненным под углом 60° друг к другу и к продольным кромкам полос, с образованием по длине полосы равносторонних треугольников, расположенных попеременно в противоположные стороны. Прямоугольные полосы соединены одна с другой по продольным кромкам под углом 70° с образованием по внутреннему периметру контейнера трех ломаных криволинейных винтовых поверхностей и трех ломаных винтовых канавок основного направления и двух ломаных криволинейных винтовых поверхностей и двух винтовых канавок противоположного направления. По наружному периметру контейнера образованы три ломаные винтовые линии основного направления с шагом S и две ломаные винтовые линии противоположного направления с шагом 0,25S, в точках излома которых расположены места схождения сторон шести упомянутых равносторонних треугольников. По длине контейнера смонтирована цилиндрическая пружина с устройством для изменения шага витков путем ее растяжения или сжатия. В результате повышается производительность обработки и расширяются технологические возможности устройства. 15 ил.
Устройство для отделочно-зачистной обработки, содержащее контейнер, упруго установленный на основании с вибратором, отличающееся тем, что контейнер выполнен из трех прямоугольных полос, согнутых попеременно в противоположные стороны под углом 140° по надрезам, выполненным под углом 60° друг к другу и к продольным кромкам полос, с образованием по длине полосы равносторонних треугольников, расположенных попеременно в противоположные стороны, а прямоугольные полосы соединены одна с другой по продольным кромкам под углом 70° с образованием по внутреннему периметру контейнера трех ломаных криволинейных винтовых поверхностей и трех ломаных винтовых канавок основного направления для перемещения обрабатываемых деталей и гранул рабочей среды в направлении от загрузки к выгрузке, а также двух ломаных криволинейных винтовых поверхностей и двух винтовых канавок противоположного направления для перемещения обрабатываемых деталей и гранул рабочей среды в направлении от выгрузки к загрузке, при этом по наружному периметру контейнера образованы три ломаные винтовые линии основного направления с шагом S и две ломаные винтовые линии противоположного направления с шагом 0,25S, в точках излома которых расположены места схождения сторон шести упомянутых равносторонних треугольников, причем по всей длине контейнера смонтирована с возможностью перемещения обрабатываемых деталей и гранул рабочей среды в направлении от выгрузки к загрузке цилиндрическая пружина с устройством для изменения шага витков путем ее растяжения или сжатия.
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2002 |
|
RU2228252C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1996 |
|
RU2113337C1 |
| Галтовочное устройство | 1990 |
|
SU1743820A1 |
| JP 57066853 A, 23.04.1982. | |||

