Изобретение относится к области литья под давлением пластмасс в различных отраслях промышленности, а также может найти широкое применение при виброформовании различных пастообразных материалов.
Известно устройство к литьевой машине для литья под давлением пластмасс, содержащее мундштук с наконечником и ультразвуковой преобразователь, смонтированный на мундштуке, который жестко соединен с пластикационным цилиндром и расположенным в нем червяком. В данной конструкции продольные колебания ультразвуковой частоты сообщаются полимеру непосредственно в канале сопла за счет колебаний его стенки. Скорость впрыска формуемой массы повышается за счет снижения трения расплава о стенки устройства (Басов Н.И., Любартович С. А., Любартович В.А. -Л.: Химия, 1979, с. 84-85).
Описанное выше устройство к литьевой машине обладает недостаточной эффективностью и надежностью в работе, которая связана с тем, что пьезокерамический элемент ультразвукового преобразования находится в сопле устройства, который с одной стороны крепится на пластикационном цилиндре литьевой машины, а с другой - упирается в литниковую втулку пресс-формы, испытывая при литье под давлением сильное сжатие. Высокая температура выходной зоны пластикационного цилиндра, наконечника сопла, литниковой втулки формы (250-300oC), а также большое усилие смыкания резко снижает пьезоэлектрический эффект ультразвукового преобразователя, расположенного в этой зоне, что в конечном итоге приводит к ухудшению формуемости, снижению прочностных характеристик полимерного материала.
Известно ультразвуковое сопло к литьевой машине для переработки термопластов, содержащее мундштук с наконечником и смонтированный на мундштуке ультразвуковой преобразователь, установленный под углом 30-60o к продольной оси мундштука на расстоянии от наконечника не превышающем λ/8, где λ - длина ультразвуковой волны (авт. св. 1154096, кл. B 29 C 45/20, B 29 K 101/00, 1985).
Данное ультразвуковое сопло к литьевой машине для переработки термопластов обеспечивает недостаточную формуемость материала, обладает невысокой излучаемой мощностью, а также невысокой эффективностью и надежностью в работе. Данное устройство является полуволновой колебательной системой, где равномерное распределение волноводов-преобразователей по периметру мундштука на расстоянии не более λ/8 от наконечника создает амплитуду лишь на его торце 3-5 мкм, при времени действия на расплав 40-60 с. Ультразвуковые колебания воздействуют на расплав термопласта лишь на ограниченной части отверстия внутренней поверхности мундштука, а именно в зоне наконечника от 0 до λ/8. На остальной же части внутренней поверхности отверстия мундштука происходит резкое снижение излучаемой мощности и амплитуды, а следовательно снижение формуемости термопластов. Известное ультразвуковое сопло является полуволновой системой и с одной стороны крепится на материальном цилиндре литьевой машины, это приводит к значительному снижению излучаемой мощности и амплитуды, а также к снижению эффективности и надежности в работе из-за большой присоединенной массы материального цилиндра. Колебания торца мундштука гаснут также в результате того, что сопло упирается в литниковую втулку пресс-формы и испытывает сильное сжатие. Дополнительный электрообогрев наконечника сопла и высокая температура выходной зоны материального цилиндра (250-350oC) из-за достаточно близкого расположения снижает пьезоэлектрический эффект ультразвуковых преобразователей, установленных под углом к продольной оси мундштука на расстоянии от наконечника, не превышающем λ/8.
Известно устройство для переработки полимерных материалов, содержащее корпус и образующие с корпусом рабочие зоны, наружный червяк и концентрично смонтированный в его осевом отверстии внутренний червяк, выполненный с длиной, большей длины наружного червяка, приводы вращения наружного и внутреннего червяков, причем наружный и внутренний червяки смонтированы с возможностью осевого перемещения относительно друг друга и корпуса для изменения длин рабочих зон, а корпус выполнен из отдельных сменных элементов (авт. св. СССР N 1024295, кл. B 29 F 3/02, B 29 B 1/10, 1983).
Описанное выше устройство для переработки полимерных материалов обладает недостаточной эффективностью в работе, ибо отсутствует возможность наложения ультразвуковых колебаний на перерабатываемый полимерный материал в узле пластикации, т.е. невозможностью получения полной гомогенизации расплава и высоких прочностных характеристик получаемых изделий.
Известно устройство, где с целью гомогенизации расплава и повышения прочностных характеристик деталей, шнек выполнен в виде электромеханического преобразователя, состоящего не менее чем из двух пьезоэлементов с токопроводящим механизмом (PLASTE und Kautschuk, Bd. 25, Nr. 75, s. 413-415, jule 1978 - выбран за прототип).
Данное ультразвуковое устройство обеспечивает недостаточную гомогенизацию расплава, обеспечивает недостаточную формуемость материала, обладает невысокой излучаемой мощностью, а также невысокой эффективностью и надежностью в работе. Данное устройство является полуволновой колебательной системой, где электромеханический преобразователь закреплен в зоне кучности ультразвуковых колебаний (см. рис. 2.3 на с. 414), что не желательно для эффективной его работы. Ультразвуковые колебания воздействуют на расплав лишь на ограниченной части материального цилиндра. Кроме того, на конце червяка имеется насадка, представляющая собой большую присоединенную массу, что также приводит к снижению излучающей мощности и формуемости материала.
Задача изобретения - получение высококачественных деталей из полимерных материалов.
Поставленная задача достигается путем гомогенизации и регулируемой подачи расплава, повышения формуемости, увеличения излучаемой мощности, а также путем повышения надежности и эффективности в работе.
Для достижения поставленной задачи в пластикационном цилиндре для литья под давлением полимерных материалов, содержащем корпус с расположенным в нем червяком, выполненный в виде электромеханического преобразователя, имеющего возможность осевого перемещения, и бункером, в корпусе цилиндра установлен концентрично расположенный относительно червяка вращающийся шнек, являющийся активной накладкой по крайней мере одного электромеханического преобразователя. Кроме того, на торце корпуса жестко закреплены втулка из эластичного упругого и термостойкого материала, а на расстоянии не менее λ/2 от рабочего окончания активной накладки концентрично расположенного относительно червяка шнека расположены сквозные отверстия, оси которых перпендикулярны центральной оси, а расстояние между отверстиями - λ/2, где λ - длина ультразвуковой волны преобразователя, причем в отверстиях жестко закреплены газоотводные фильтры, например, из керамического пористого материала с закрепленным в нем шариком.
Аналогичные признаки не обнаружены в известных технических решениях, следовательно предложенное устройство обладает новизной существенных признаков, дающих новый положительный эффект.
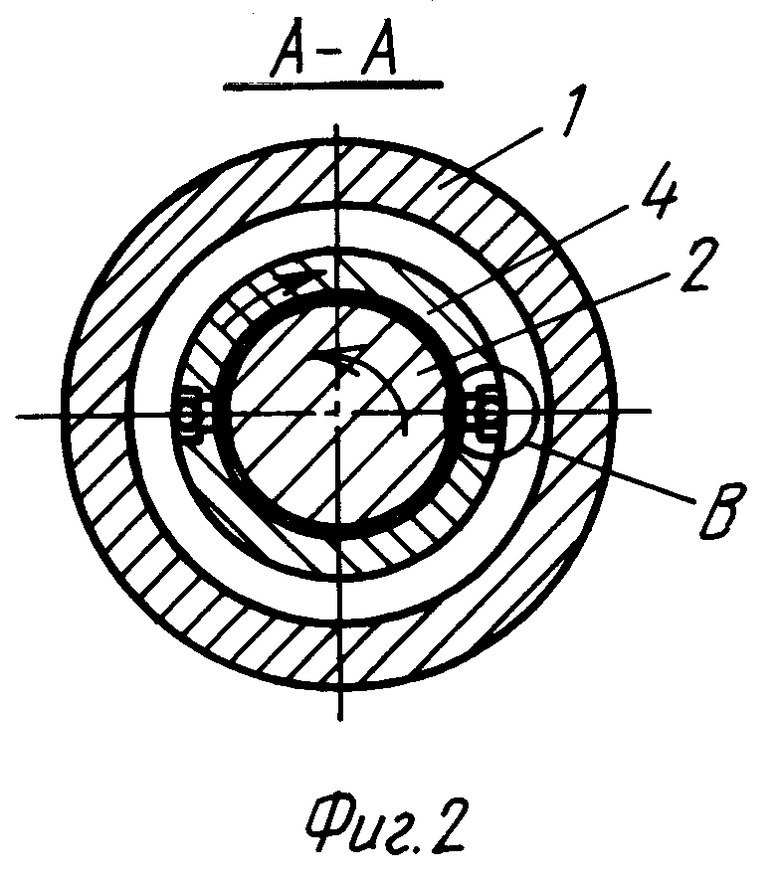
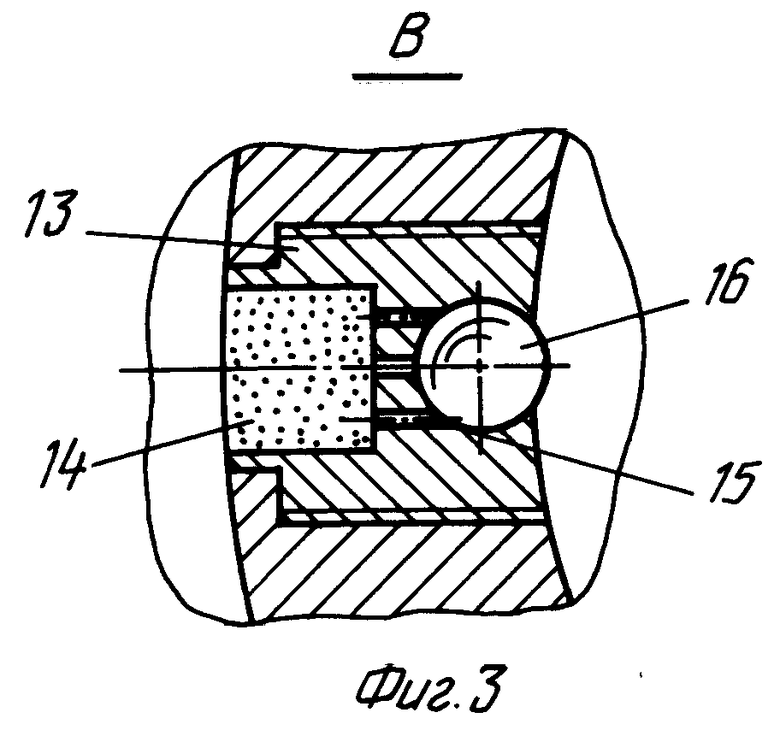
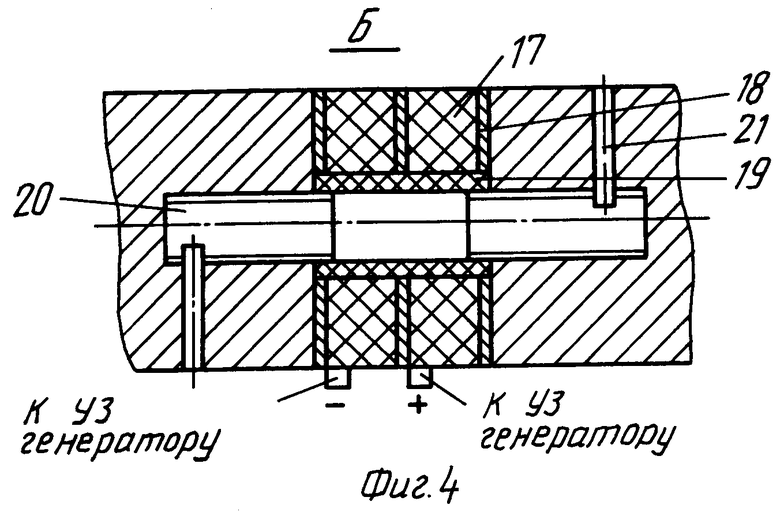
На фиг. 1, 5 представлено схематическое изображение предложенного пластикационного цилиндра, общий вид; на фиг. 2 - вид А-А на фиг. 1; на фиг. 3 - схема газоотводного фильтра; на фиг. 4 - источник колебаний электромеханического преобразователя.
Пластикационный цилиндр устройства для литья под давлением полимерных материалов состоит из корпуса 1 с расположенным в нем червяком 2, выполненным в виде электромеханического преобразователя, имеющего возможность осевого перемещения, бункера 3 для загрузки полимерного материала. В корпусе цилиндра 1 установлен концентрично расположенный относительно червяка 2 вращающийся шнек 4, являющийся активной накладкой по крайней мере одного электромеханического ультразвукового преобразователя 5.
Количество электромеханических преобразователей, расположенных по периметру шнека 4, определяется конструктивно в зависимости от мощности используемого ультразвукового генератора и эффективной работы преобразователя 5. На торце корпуса 1 в данном случае жестко закреплена втулка 6 из эластичного упругого и термостойкого материала.
В частности, в некоторых случаях ее можно изготовить из ударопрочной керамики или металла. Шнек 4 закреплен в корпусе 1 на подшипниках 7 и 8, причем он приводится во вращение электроприводом 9 с помощью шестеренной передачи 10 и 11.
Червяк 2 вращается в противоположную сторону шнеку 4, в котором в зонах кучности ультразвуковых колебаний активной накладки ультразвукового преобразователя 5 выполнены на расстоянии не менее λ/2 от рабочего окончания сквозные отверстия 12, оси которых перпендикулярны центральной оси червяка, а расстояние между отверстиями λ/2, где λ - длина ультразвуковой волны. В отверстиях 12 жестко закреплены в гайке 13 газоотводные фильтры 14, например, из керамического пористого материала. Гайка 13 снабжена каналами 15 для отвода газов в процессе литья и закрепленным в ней шариком 16, имеющим возможность вращения. Червяк 2 и шнек 4 представляют собой активные накладки электромеханических преобразователей, которые имеют источник колебаний, представленный на фиг. 4. Электромеханический преобразователь состоит из пьезоэлементов 17, токоподводящих шайб 18, токонепроводящей втулки 19, стягивающий активные и пассивные накладки шпилькой 20, которые заштифтованы штифтами 21.
Токоподводящие контакты соединены с ультразвуковым генератором (на чертеже не показан).
На фиг. 1 показан вариант, когда бункер 3 расположен впереди преобразователя 5 над отверстием в шнеке 4. В данном случае возможна циклическая регулируемая загрузка пластикационного цилиндра при вращении шнека 4. Червяк 2 закреплен в подшипнике 22 и с помощью механизма перемещения и вращения 23. На фиг. 5 показан вариант непрерывной регулируемой подачи расплава в пластикационный цилиндр. Бункер 3 установлен сзади преобразователя 5 над отверстием в промежуточной части корпуса цилиндра 24, которая закреплена в упорных подшипниках 25 и 26.
Токоподводящий механизм закреплен в стакане 27 и установлен на подшипниках 28. Стакан 27 установлен с возможностью осевого перемещения в шариковых направляющих 29. Червяк 2 перемещается и приводится во вращение через стакан 30 с помощью механизмов 31, 32 и 33.
Работа пластикационного цилиндра для литья под давлением полимерных материалов осуществляется следующим образом. Подлежащий переработке полимер из бункера 3 поступает через загрузочное отверстие в полость между червяком 2 и шнеком 4, являющимся активной накладкой по крайней мере одного электромеханического преобразователя. При этом материал нагревается как вследствие работы деформирования в канале червяка 2 и шнека 4, так и за счет подвода тепла от стенок корпуса 1 пластикационного цилиндра и частично в результате колебаний активных накладок ультразвуковых преобразователей. Выбор размера активных накладок червяка и шнека обосновывается тем, чтобы получить максимальную амплитуду колебаний как на вершине червяка 2, шнека 4, так и в промежуточных его зонах кучностей колебаний. Ультразвуковые колебания воздействуют на расплав полимерного материала со всех сторон, т.е. как с наружной, так и с внутренней поверхности шнека и червяка, в совокупности увеличивая излучающую мощность устройства. Осуществляется гомогенизация полимерного материала, увеличивается формуемость и повышаются прочностные характеристики получаемой детали.
При этом коэффициент трансформации активной накладки выбирают таким, что амплитуда колебаний как на вершине, так и в других его зонах кучности равна не более 15 мкм при частота колебаний 18...22 и 44 кГц.
Причем в случае использования преобразователя, работающих на частоте 44 кГц, его геометрические размеры уменьшаются в среднем на 2 раза.
В процессе работы устройства на торце цилиндра возникают автоколебания ультразвуковой частоты, которые дополнительно воздействуют на расплав материала и способствуют увеличению формуемости, поэтому установленная на торце корпуса и жестко закрепленная втулка 6 из эластичного упругого и термостойкого материала способствует повышению надежности и эффективности работы пластикационного цилиндра. В некоторых случаях втулка изготавливается из металла или ударопрочной керамики, что приводит к уменьшению автоколебаний корпуса.
В процессе работы пластикаицонного цилиндра в расплаве полимерного материала выделяются летучие вещества в виде газов, которые попадают в оформляющую полость пресс-формы детали. Для устранения пористости отформованных изделий в форме, в течение определенного времени поддерживается внутри корпуса 1 между шнеком 4 и червяком 2, находящимися под воздействием осевого усилия от механизмов гидроцилиндра 23, 31, 32, 33. В шнеке 4 на расстоянии не менее λ/2 от рабочего окончания активной накладки имеются сквозные отверстия, оси которых перпендикулярны центральной оси червяка 2, а расстояние между отверстиями λ /2, где λ - длина ультразвуковой волны преобразователя, причем в отверстиях жестко закреплены газоотводные фильтры, например из керамического пористого материала с закрепленными в нем шариком, имеющим возможность вращения под воздействием колебаний, возникающих в активной накладке. Возникает дополнительный источник самостоятельных колебаний, находящийся в зоне кучности, особенно в момент впрыска. Это позволяет избежать образование утяжин на поверхности изделий, усадочных раковин и всевозможных пористых включений вследствие гомогенизации материала. При литье реактопластов иногда корпус цилиндра охлаждается жидкостью, например водой, и шарик предотвращает ее попадание в расплав материала.
Червяк 2 и шнек 4 в течение некоторого времени продолжают оставаться в переднем положении, оказывая давление на расплав. Ультразвуковые колебания в этот момент отключаются. Это давление поддерживается до тех пор, пока расплав в литнике и оформляющей полости формы вследствие охлаждения практически полностью не потеряет свойство текучести. После этого изделие выдерживается в форме в течение некоторого времени, достаточного для того, чтобы продолжающий охлаждаться материал изделия приобрел требуемую жесткость.
Характер и последовательность машинных операций цикла, реализующих процесс на предлагаемом устройстве, зависит от применяемого способа формования.
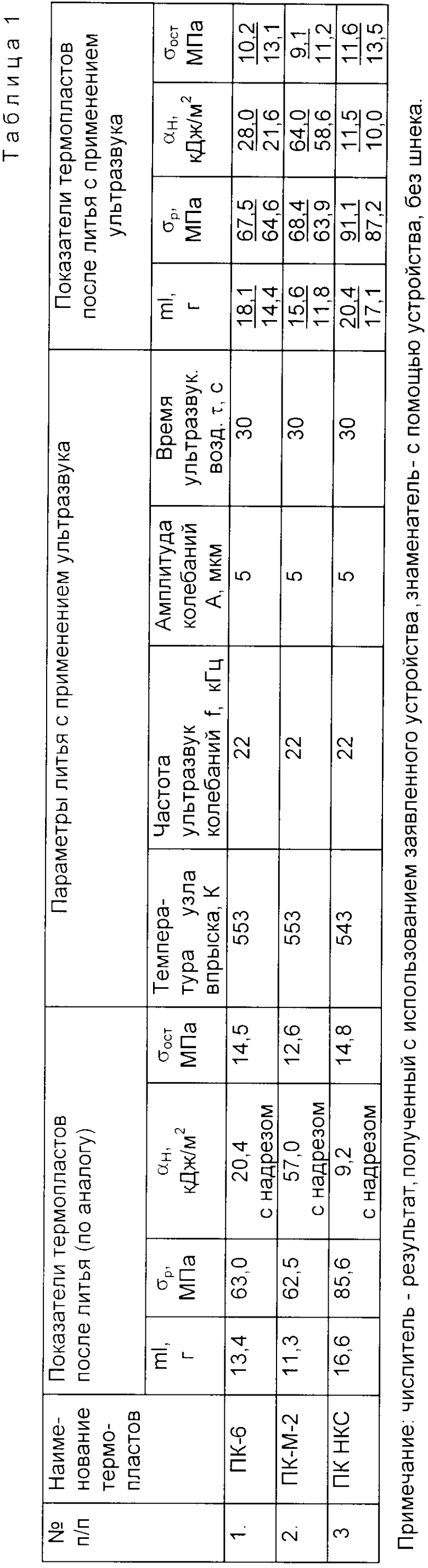
С помощью предлагаемого устройства были получены детали с толщиной стенки (δ) от 0,002 до 0,005 м, а также образцы (ГОСТ 11262-80, ГОСТ 4647-80), отлитые при оптимальных технологических параметрах из поликарбонатов ПК-6 (ТУ 6-06-1668-80), ПК-М-2 (ТУ 6-05-211-985-82), ПК НКС (ТУ 6-05-211-1412-85) на термопластоавтомате ДЕ 3127-63Ц1.
Оптимальные параметры переработки термопластов с использованием механических колебаний ультразвуковой частоты в пластикационном цилиндре определены на деталях по длине их проникновения на пресс-форме Рашига (m.l.), по изменению остаточных напряжений (σост.) методом активных реагентов, физико-механических показателей (предела прочности при растяжении - σp и удельной ударной вязкости - aн) до и после процесса формования. Результаты экспериментов представлены в таблице.
Из таблицы видно, что применение предлагаемого пластикационного цилиндра позволяет получать гомогенный материал, улучшить формуемость термопластичных материалов до 60%, а также улучшить прочностные характеристики до 40% за счет более полного протекания релаксационных процессов в материале.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛЬТРАЗВУКОВОЕ СОПЛО К ЛИТЬЕВОЙ МАШИНЕ ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТОВ | 1996 |
|
RU2117575C1 |
| СТВОЛЬНАЯ УСТАНОВКА НА ЖИДКИХ МЕТАТЕЛЬНЫХ ВЕЩЕСТВАХ | 1991 |
|
RU2005975C1 |
| Свеча зажигания для двигателя внутреннего сгорания | 1990 |
|
SU1760587A1 |
| МЕХАНИЧЕСКАЯ ФОРСУНКА | 1996 |
|
RU2127822C1 |
| Червячная передача | 1985 |
|
SU1310555A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОКАЗАТЕЛЕЙ КАЧЕСТВА ПОСТОЯННОГО НАПРЯЖЕНИЯ | 1991 |
|
RU2022349C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОКАЗАТЕЛЕЙ КАЧЕСТВА ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ | 1991 |
|
RU2022348C1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАПРЯЖЕНИЯ | 1991 |
|
RU2026559C1 |
| Устройство для обработки отверстий | 1985 |
|
SU1315268A1 |
| Датчик угла наклона подвижного объекта | 1989 |
|
SU1737272A1 |
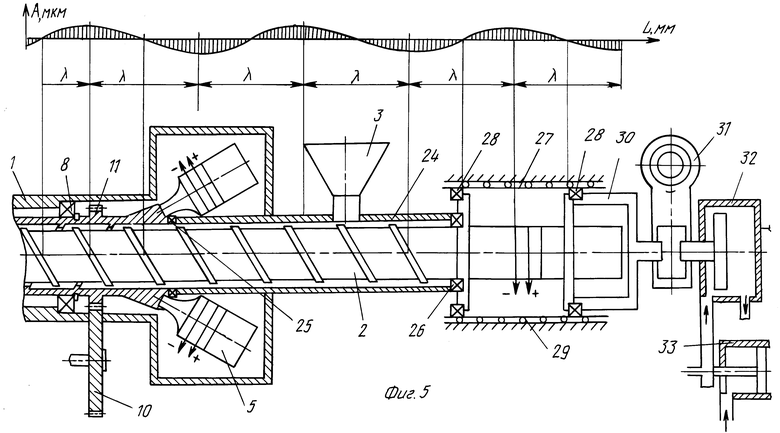
Изобретение относится к области литья под давлением пластмасс в различных отраслях промышленности. Пластикационный цилиндр устройства для литья под давлением содержит корпус 1 с расположенным в нем червяком 2, выполненным в виде электромеханического преобразователя и имеющим возможность осевого перемещения, и бункер 3 для загрузки полимерного материала. В корпусе 1 цилиндра установлен концентрично расположенный относительно червяка 2 вращающийся шнек 4, являющийся активной накладкой по крайней мере одного электромеханического ультразвукового преобразователя 5. Червяк вращается в противоположную шнеку сторону. В зонах пучности ультразвуковых колебаний активной накладки ультразвукового преобразователя на расстоянии не менее половины длины ультразвуковой волны от рабочего окончания выполнены сквозные отверстия 12, оси которых перпендикулярны центральной оси червяка. Расстояние между отверстиями равно половине длины ультразвуковой волны. В отверстиях жестко закреплены гайки с газоотводными фильтрами, например, из керамического пористого материала. Гайки снабжены каналами для отвода газов в процессе литья и установленными с возможностью вращения шариками. Червяк и шнек представляют собой активные накладки, которые имеют источник колебаний, который состоит из пьезоэлементов, токоподводящих шайб, токонепроводящей втулки и стягивающих активные и пассивные накладки шпилек, которые заштифтованы штифтами. Возможна циклическая регулируемая загрузка пластикационного цилиндра при вращении шнека. Предусмотрен вариант непрерывной регулируемой подачи расплава в пластикационный цилиндр. Устройство обеспечивает изготовление высококачественных изделий из полимерных изделий. 2 з.п.ф-лы, 5 ил., 1 табл.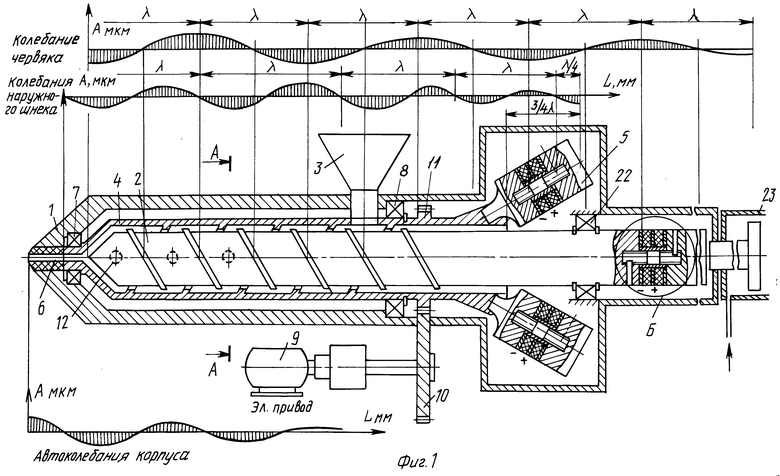
| SU, авторское свидетельство, 1154096, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| "PLASTE UND KAUTSHUK", Bd.25, Nr | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
