Изобретение относится к технологии получения формованных изделий, в частности к прессованному изделию и устройству для его получения.
Известно прессованное изделие, полученное путем окомкования растительного материала и имеющее гладкие боковые и широкие верхнюю и нижнюю поверхности (см. патент США N 4824352, МКИ B 30 B 11/28, опубл. 25.04.1989 г. ).
Кроме того, из указанного патента США известно устройство для получения прессованных изделий путем окомкования, содержащее два ротационных тела, находящихся в зацеплении друг с другом подобно шестерням посредством зубьев, установленных в виде радиальных стенок и имеющих радиальные каналы для прессования, перемещения измельченной биомассы вовнутрь и отламывания. В известном устройстве материал с помощью шнекового транспортера подается в расширяющуюся воронку, размещенную в подводящем клиновидном пространстве у ротационных тел. Со дна впадин между зубьями во внутреннюю полость полых цилиндров простираются сужающиеся в радиальном направлении отверстия. Стебельчатый материал, подаваемый в клиновидное пространство между полыми цилиндрами, срезается зубьями, входящими в зазоры между зубьями соответственно другого полого цилиндра, и прожимается через радиальные отверстия. Поперечное сечение каналов может быть или кругообразным, или многогранным, и, естественно, поперечное сечение получаемых прессованных изделий соответствует поперечному сечению каналов. Проблема известного устройства для получения прессованных изделий заключается в том, что создамся блокирующая закупорка подлежащего прессованию материала между входящими во взаимное зацепление зубьями потому, что между каналами естественно образованы поверхности сопротивления, на которых накапливается прессуемая масса.
Недостаток известного прессованного изделия заключается в том, что часто оно не имеет достаточную прочность, что обусловлено тем, что прочность известных прессованных изделий в высокой степени зависит от влажности подвергаемой прессованию массы. Чем больше влажность, тем ниже прочность получаемых прессованных изделий. При недостаточной прочности прессованные изделия могут распадать, например, при их расфасовки в мешки, вследствие чего снижается их качество.
Недостаток известного устройства для получения прессованных изделий заключается в том, что не обеспечено его надежное функционирование.
Задача изобретения заключается в получении прессованных изделий, прочность которых больше не в столь высокой степени зависит от влажности подвергаемого прессованию материала, и в разработке надежно работающего устройства для получения таких прессованных изделий.
Указанная задача решается с помощью прессованного изделия, полученного путем окомкования растительного материала, имеющего гладкие боковые и широкие верхнюю и нижнюю поверхности, за счет того, что оно выполнено в виде гофрированного листа, у которого боковые торцевые поверхности выполнены шероховатыми, волокнистыми с выступающими из торцевых поверхностей волокнами.
Кроме того, задача изобретения решается с помощью устройства для получения прессованных изделий путем окомкования, содержащего два ротационных тела, находящихся в зацеплении друг с другом подобно шестерням посредством зубьев, установленных в виде радиальных стенок, и имеющих радиальные каналы для прессования, перемещения измельченной биомассы вовнутрь и отламывания, за счет того, что боковые поверхности радиальных стенок выполнены с волнообразным профилем, радиальные каналы расположены между стенками и выполнены с соответствующей волнообразной формой.
Выявилось, что прочность имеющего описанную волнообразную форму прессованного изделия практически независима от свойств и влажности прессуемого материала. Это имеет особое значение в случае использования предлагаемых прессованных изделий в качестве топлива. Благодаря прочности прессованного изделия опасность его износа и разрушения при погрузке и перевозке снижена, что значительно уменьшает потери биомассы. Кроме того, поверхность предлагаемого прессованного изделия увеличена при выполнении с волнообразной формой, что в случае использования прессованного изделия в качестве топлива приводит к существенному повышению его теплотворной способности. Волокнистые торцевые поверхности облегчают зажигание прессованных изделий.
Высокая прочность получаемого согласно изобретению прессованного изделия очевидно обусловлена разнообразной структурой по поперечному сечению. Прессованное изделие по своему поперечному сечению выполнено с переменной плотностью, причем плотность в зоне вершин и впадин значительно выше плотности в остальных зонах. В средней зоне поперечного сечения прессованного изделия растительный материал расположен волнообразно, причем перепад между вершиной и впадиной в средней зоне меньше перепада наружных волнообразных поверхностей. Зоны большей плотности значительно снижают износ при погрузке и перевозке прессованных изделий. Слегка волнистая структура прессованного материала на среднем участке прессованного изделия очевидно придают прессованной массе определенную упругость, обеспечивающую высокое сопротивление разрушению.
Предпочтительно прессованное изделие выполнено с шириной примерно 10 см, высотой примерно 1,5 см и толщиной примерно 0,5 см.
Предпочтительно в предлагаемом устройстве каждая радиальная стенка выполнена с поперечным сечением клиновидной формы, сужающимся во внутрь тела, а ее боковые поверхности и образованные между стенками каналы выполнены волнообразными. При этом предпочтительно боковые поверхности радиальных стенок на их наружном в радиальном направлении конце выполнены со скосом. Каналы для прессования, образованные между смежными радиальными стенками, в радиальном направлении снаружи во внутрь предпочтительно выполнены состоящими из последовательных участков - клиновидного сужающегося, постоянной ширины в свету и более протяженного по длине с клиновидным расширением.
Каждая из радиальных стенок может быть снабжена размещенным на наружном конце усилительным элементом с прямоугольным поперечным сечением, при этом усилительный элемент стенки одного ротационного тела смонтирован с возможностью вхождения при зацеплении, в частности без соприкосновения в зазор между двумя усилительными элементами другого ротационного тела.
Изобретение позволяет получить прессованные изделия волнообразной формы. В пересчете на радиальную длину индивидуального прессованного изделия имеющийся в нем материал имеет намного больший объем, чем в случае прессованного изделия, полученного с применением известного устройства, имеющего каналы с гладкими стенками. Вследствие волнообразной формы поверхностей стенок имеется большая поверхность для сжатия и затвердевания растительного материала.
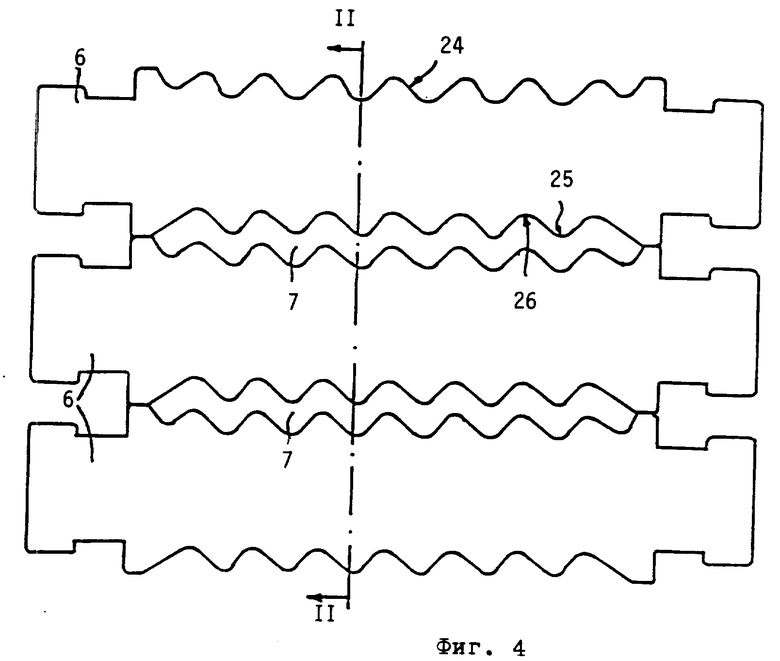
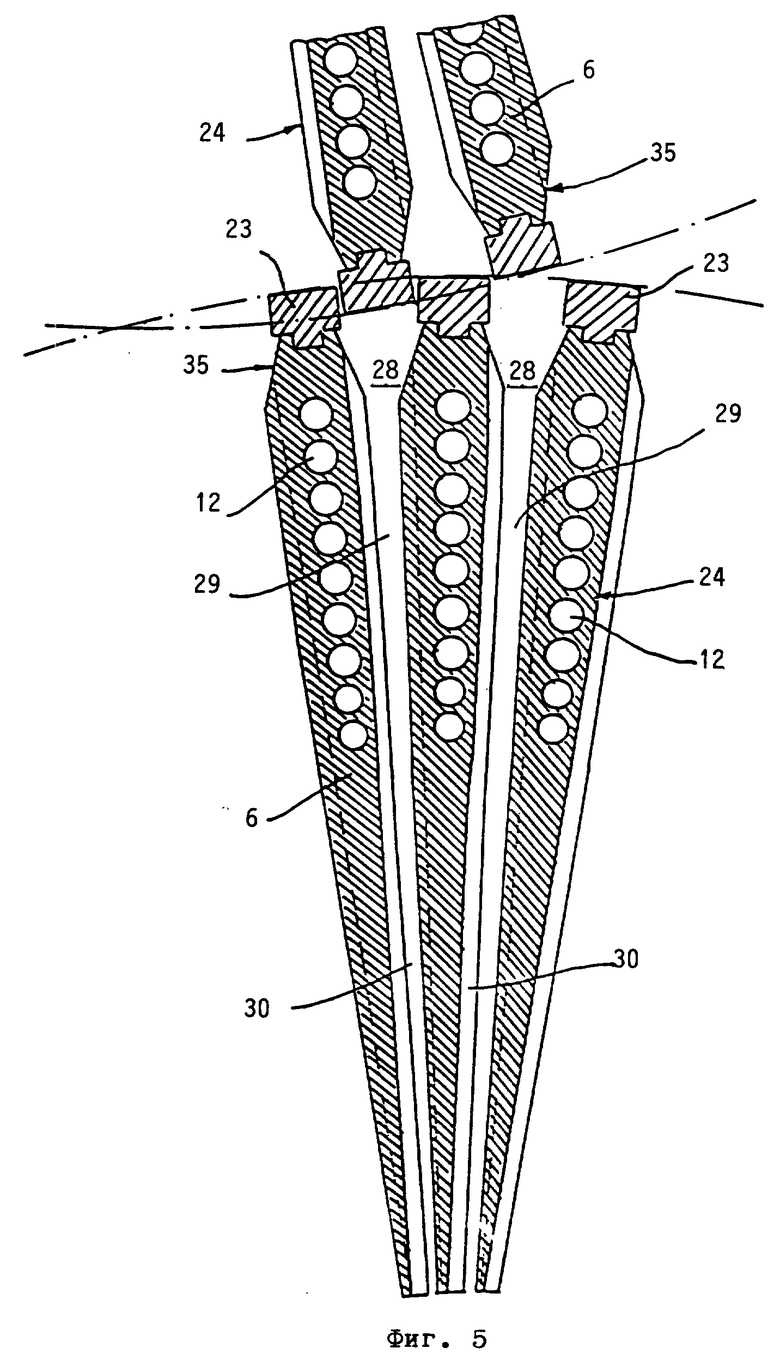
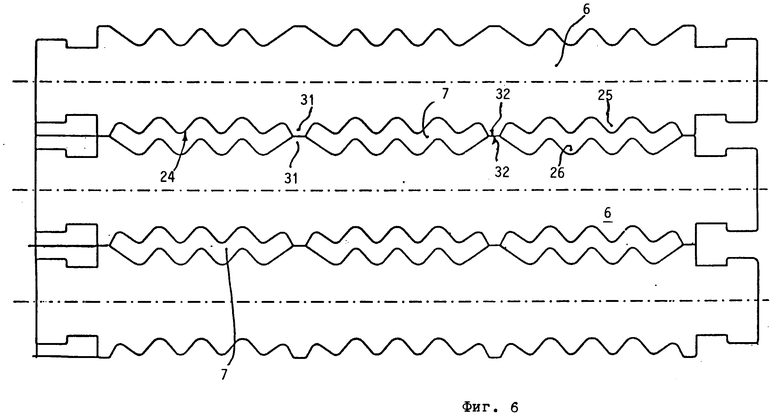
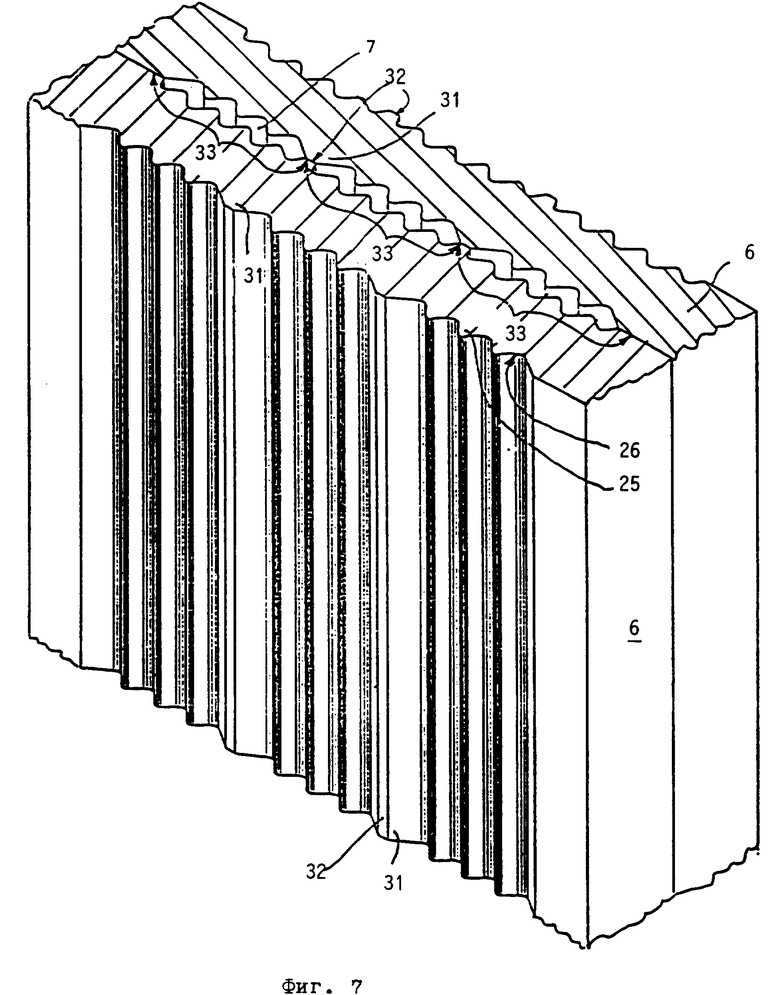
На фиг. 1 представлен радиальный поперечный разрез устройства для получения прессованных изделий; на фиг. 2 - вид сверху прессованного изделия с волнообразной формой; на фиг. 3 - разрез по линии 1-1 прессованного изделия согласно фиг. 2; фиг. 4 - вид сверху в радиальном направлении трех стенок ротационного тела с образованными между ними каналами для прессования; фиг. 5 - поперечный разрез стенок по линии II-II согласно фиг. 4; фиг. 6 - вид сверху в радиальном направлении по стрелке A на фиг. 1; на фиг. 7 - перспективный вид части примыкающих друг к другу стенок согласно фиг. 6.
Показанное на фиг. 1 устройство для получения прессованных изделий содержит два ротационных тела, выполненных в виде полых цилиндров 1, 2, оси 3, 4 которых параллельны, установлены в кожухе 5 подобно шестерням. Каждый полый цилиндр 1, 2 состоит из установленных радиально сплошных стенок 6, между которыми образованы каналы 7. Стенки 6 с торцевых сторон соединены с не показанными на чертеже фланцами, служащими для опоры и привода полых цилиндров 1, 2.
Подлежащий прессованию материал подается через патрубок 8 по направлению подачи согласно стрелке 9 в клиновидное пространство 10 между полыми цилиндрами 1, 2.
Оттуда растительный материал поступает в каналы 7, имеющиеся между радиально установленными стенками 6. Каналы 7 своим внутренним концом входят во внутреннюю полость 11 соответствующего цилиндра 1, 2. Стенки 7 имеют определенную профиль. В них выполнены нагревательные каналы 12 для подачи обогревательной среды, чем обеспечивается сжатие и нагревание растительного материала при подаче через каналы 6 в радиальном направлении, благодаря чему происходит затвердевание. В полости 11 каждого полого цилиндра 1, 2 затвердевавшее прессованное изделие отламывается и выводится в аксиальном направлении.
Прессованное изделие 13, на фиг. 2 показанное в виде сверху, а на фиг. 3 - в разрезе, которое можно получать с помощью устройства согласно фиг. 1, с обеих широких сторон 14 выполнено с волнообразым поперечным сечением 15, согласно данному примеру выполнения содержащим параллельные вершины 16 и впадины 17. Прессованное изделие 13 с показанной на чертеже формой получают путем непрерывного прессования биомассы через каналы 7 с волнообразным профилем (см. вид сверху согласно фиг.4). Наружные поверхности 14 и боковые краевые поверхности 18 выполнены гладкими и твердыми, а торцевые поверхности 19 прессованного изделия 13 имеют произвольную форму, получаемую при отламывании изделия от жгута. В качестве перерабатываемой биомассы в первую очередь имеется хлеб, который убирают спелым и перерабатывают в мелкие части и прессуют непосредственно на поле.
Для этого целесообразно используют устройство, представленное на фиг.1.
Характерной является внутренняя структура прессованного изделия 13 вдоль линии излома согласно разрезу по линии 1-1 на фиг.2. Ведь если через среднюю зону поперечного сечения прессованного изделия 13 прокладывают плоскость симметрии 20, то вокруг данной плоскости 20 уложен материал биомассы со сравнительно длинными волокнами с волнообразной структурой 21, причем повышенные места и углубления данной волнистой структуры 21 примерно соответствует вершинам 16 и впадинам 17 прессованного изделия, однако перепад между ними сравнительно значительно меньший, чем в волнообразном профиле 15 прессованного изделия 13. Далее, в зоне вершин 16 и впадин 17 видны зоны повышенной плотности 22. Это выгодно потому, что благодаря такой структуре прессованное изделие 13 обладает высокой прочностью, что имеет большое значение в случае его использования в качестве топлива, потому что тогда при погрузке и хранении прессованных изделий имеет место лишь незначительный износ, который можно не принимать в учет. Кроме того, предлагаемые прессованные изделия 13 имеют сравнительно высокую прочность на излом, что позволяет придать им форму и структуру, выгодные в отношении процесса сгорания при их использовании в качестве топлива. Важно при этом, чтобы толщина прессованного изделия 13 была постоянной вдоль волнообразного профиля. Предлагаемое прессованное изделие имеет значительно большую поверхность, чем известные прессованные изделия, что положительно сказывается на процессе сгорания.
Естественно можно также варьировать структуру прессованного изделия 13 по его поперечному сечению. Вершины 16 и впадины 17 не обязательно должны иметь ту равномерную форму, которая показана на фиг.3. Альтернативно прессованное изделие можно выполнять с рифленой структурой, причет тогда его толщина уже не постоянная. То есть, изобретение не ограничивается примерами выполнения согласно фиг. 2 и 3. На фиг. 4 и 5 показана та часть устройства для прессования, которой непосредственно образуется показанное на фиг. 2 и 3 прессованное изделие 13. При этом исходят из устройства согласно фиг.1.
Подаваемый в устройство измельченный материал (биомасса) подаются в клиновидное пространство 10 между полыми цилиндрами 1, 2, находящимися в зацеплении по образцу шестерен. Полые цилиндры 1, 2 представлены на фиг.1, и на фиг.5 они показаны символически с помощью штрих-пунктирных линий вращения усилительных элементов 23, которыми снабжены стенки 6. В каждом цилиндре стенки 6 соответственно их усилительные элементы 23 установлены радиально подобно зубьям шестерни с равным расстоянием друг от друга, и своими торцевыми сторонами они соединены с образованием ротационного тела. Между стенками 6 имеются радиальные каналы 7 для прессования, через которые прессуется подаваемая биомасса при вращении ротационных тел. Как видно на фиг. 5, глубина зацепления усилительных элементов 23 сравнительно небольшая, при этом желательно, чтобы усилительные элементы 23 не касались друг друга.
Боковые поверхности стенок 6 выполнены с волнообразным профилем 24, показанным на фиг. 4. И волнообразный профиль 24, соответствующий волнообразному поперечному сечению 15 прессованного изделия 13 согласно фиг.3, имеет вершины 25 и впадины 26, причем вершине 25 одной стенки противоположна впадина 26 смежной стенки. Благодаря этому получается волнистое прессованное изделие 13 согласно фиг.3 с постоянной толщиной 27.
В форме выполнения изобретения согласно фиг. 5 ширина в свету каналов 7 изменяется в радиальном направлении. Конкретно в зоне входа материала в каналы 7 последние выполнены с зоной с сильным клиневидным сужением 28. Таким образом образуется неплотный застой подаваемого в клиновидно суженную зону 28 материала. За клиновидно суженной зоной 28 находится участок 29 канала 7 постоянной ширины в свету. На данном участке 29 образуется форма прессованного изделия по поперечному сечению. Смежно с участком 29 индивидуальные каналы 7 имеют незначительно расширяющуюся зону 30, служащую для снижения воздействующих на прессованное изделие 13 сил трения. Кроме того, зона 30 обеспечивает возможность выпуска воздуха или газов. Высота зоны 30 с незначительным клиновидным расширением может составлять примерно половину высоты стенки 6.
Так как стенки 6 установлены радиально с расстоянием друг от друга, изменения ширины в свету каналов 7 достигают путем постепенного изменения индивидуальных впадин 26. Или можно постепенно изменить клиновидную форму стенки 6, радиально сужающуюся вовнутрь. Решающим является обеспечение того, чтобы подлежащий прессованию материал (биомасса) сперва без сжатия подавалась в клиновидно сужающуюся зону 28, где она может ориентироваться так, чтобы отдельные волокна были расположены примерно параллельно оси вращения ротационного тела. После завершения этого процесса ориентации отдельные жгуты проходят через участок 29 постоянной ширины в свету, служащий для придания формы прессованным изделиям. В частности на данном участке в стенках выполнены каналы 12, по которым подаются обогревательная среда, например, выхлопной газ ДВС комбайна.
И в форме выполнения согласно фиг.6 стенки 6 выполнены с волнообразным профилем 24 их наружной поверхности, хотя представленный там признак также можно было бы сочетать с ровной поверхностью стенок 6.
Для повышения производительности, то есть для увеличения количества перерабатываемого в единицу времени растительного материала, согласно фиг.6 на стенках 11 могут иметься выступы 31, предпочтительно выполненные в качестве расположенных в радиальном направлении планок. Торцевые поверхности 32 данных планок 31 смежных стенок 6 примыкаются друг к другу, благодаря чему смежные стенки 6 опираются друг о друге через выступы (планки) 31. При таком выполнении имеющиеся между выступами 31 участки 33 стенок 6 отделены друг от друга, чем предотвращен прогиб стенок 6, что позволяет выполнить их с постоянным поперечным сечением.
Подаваемый по патрубку 8 согласно фиг.1 материал распределяется на стенки 6 на больший путь по направлению оси, вследствие чего постепенное прессование и, тем самым, время пребывания растительного материала в каналах 7 изменяются, то есть для подлежащего прессованию материала требуется больше времени для пропускания через каналы 7. Это приводит к более интенсивному затвердеванию и повышению качества получаемых прессованных изделий.
Само собой разумеется, что выступы (планки) 31 на наружной торцевой поверхности выполнены со скосами 34 (см. фиг 1), служащими для равномерного распределения растительного материала на каналы 7.2


Изобретение относится к области переработки биомассы, например, зрелого хлеба в прочные, пригодные для использования в качестве топлива изделия. Прессованное изделие выполненно в виде гофрированного листа, имеющего гладкие боковые и широкие верхнюю и нижнюю поверхности, при этом боковые торцовые поверхности выполнены шероховатыми волокнистыми с выступающими из торцовых поверхностей волокнами. Устройство для получения прессованных изделий имеет два ротационных тела, находящихся в зацеплении друг с другом подобно шестерням, зубья которых установлены в виде радиальных стенок с радиальными каналами для прессования, перемещения биомассы вовнутрь и отламывания. Боковые поверхности радиальных стенок выполнены с волнообразным профилем, радиальные каналы расположены между стенками и выполнены с соответствующей волнообразной формой. Устройство позволяет получать прессованные изделия с высокой прочностью. 2 с. и 7 з.п. ф-лы, 7 ил.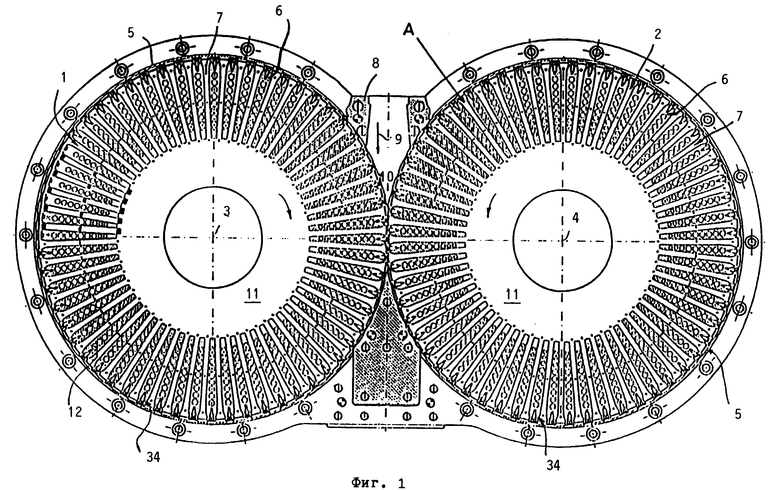
| US, патент, 4824352, кл | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
