Изобретение относится к нефтеперерабатывающей промышленности и может быть использовано в производстве светлых нефтепродуктов.
Известны различные способы очистки светлых фракций нефти от нефтяных кислот. В настоящее время нефтяные кислоты удаляют из светлых фракций нефти водным раствором едкого натрия, при этом полученные щелочные отходы нагревают для отгонки неомыляемых. Затем их разбавляют водой и подвергают обработке серной кислотой, в результате чего выделяют нефтяную кислоту (Кулиев А.М. и др. Производства и применение нафтеновых кислот. М.: Химия, 1965).
Недостатками этого промышленного способа являются:
неэкономичность из-за безвозвратного расхода реагентов - едкого натрия в стадии выщелачивания нефтяных фракций и серной кислоты в стадии выделения нефтяной кислоты из щелочных отходов;
сложность технологии получения нефтяной кислоты, так как она включает три отдельные установки, что приводит к увеличению эксплуатационных расходов и себестоимости продукта;
загрязнение окружающей среды с отходами производства.
Известен способ извлечения нефтяных кислот из нефтепродуктов с помощью водного раствора аммиака с последующей регенерацией аммиака путем продувки полученного водного раствора аммонийных солей нефтяных кислот воздухом или водяным паром при 100oC в течение 17 ч.
Однако регенерация аммиака длительна и требует значительного расхода тепла для отгонки воды, что вряд ли приемлемо для промышленного внедрения способа (Маркин А.А. и др. Круговой процесс выщелачивания нефти дистиллятов. АНХ, 1949, N 9, с. 29 - 32).
В работе предложена технологическая схема очистки светлых нефтепродуктов от нефтяных кислот аммиачной водой с дальнейшей регенерацией реагента. По этой схеме топливо подают в нижнюю часть контактной колонны, состоящей из реакционной и промывной зон. Навстречу ему движется водный раствор аммиака. После очистки углеводородный поток переходит в промывную зону. Сверху аппарата получают очищенное топливо, а снизу - щелочной отход, который поступает в узел регенерации аммиака, состоящий из двух последовательно соединенных испарителей. Полученную здесь парогазовую смесь аммиака и воды подают прямо в реакционную зону, а отработанную воду в промывную зону. К сожалению, параметры процессов и их аппаратурное оформление не закреплены опытными данными, в частности непонятно как проводят очистку и промывку топлива в одном аппарате, регулируют и контролируют расход реагента, изменяющийся в зависимости от кислотности нефтяной фракции и его концентрации в системе, необходимость в двухступенчатой схеме разложения щелочного отхода, возможность разделения двухфазной жидкой смеси в самом испарителе, не подтверждены производительность колонны - (8,0 - 9,0) м3/(м2•ч), концентрация аммиака в водном растворе - (1,5 - 2,0) мас.%, расход реагента по отношению к топливу - (15 - 20) об.%, время разложения щелочного отхода и т.д., а также не предусмотрен узел обезмасливания щелочного отхода (Нефть и газ, 1933, N 4, с. 25 - 27).
Исследование процессов извлечения нефтяных кислот из светлых фракций аммиачной водой и разложения полученных при этом щелочных отходов нашли дальнейшее развитие в работе, где приводится принципиальная схема безотходной технологии, которая является прототипом прелагаемого способа.
По этой схеме топливо очищают от нефтяных кислот аммиачной водой, промывают водой, затем направляют на осушку. Щелочной отход обезмасливают бензином, затем разлагают нагревом под давлением, в результате чего получают парогазовую смесь и двухфазную жидкость. Парогазовую смесь охлаждают с помощью отработанной промывной воды, затем она поступает в колонну разделения : сверху газообразный аммиак поступает в абсорбер для поглощения водой, с середины легкой углеводородной фазы направляют на смешение с сырьем, снизу конденсат удаляют для приготовления водного раствора аммиака. Нагретая отработанная промывная вода поступает в другую колонну разделения: аммиак направляют в абсорбер, в водную фазу подают в промывной аппарат и абсорбер. Двухфазную жидкость разделяют на нефтяную кислоту и оборотную воду: кислоты отводят из установки, а оборотную воду используют для получения раствора реагента. На этой технологической схеме существуют две циркуляционные линии водной фазы: линия оборотной и линия промывной воды, что приводит к осложнению технологии и использованию дополнительного оборудования (абсорбера, разделительных колонн, насоса, соответствующих емкостей).
Кроме того, нарушен баланс по водной фазе между этими циркуляционными линиями: абсорбера орошают за счет промывной воды, а полученную из абсорбера аммиачную воду смешивают с оборотной водой, что приводит к избытку воды в линии оборотной воды и нехватке ее в линии промывной воды (Кастильо Хакес Хосе Дель Кармен. Автореф. дис. "Разработка процесса выщелачивания дизельного топлива с регенерацией реагента". Баку, 1989, с. 28).
Задача изобретения - упрощение и усовершенствование технологии очистки светлых фракций нефти от нефтяных кислот аммиачной водой с регенерацией реагента и одновременным выделением технических нефтяных кислот и получением нефтепродукта стабильно соответствующего стандарту. Поставленная задача достигается тем, что очистка светлых фракций нефти производится путем извлечения нефтяных кислот аммиачной водой и их промывкой в отдельных противоточных многоступенчатых колоннах с последующим обезмасливанием щелочного отхода бензином (или другим легким углеводородным экстрагентом) и его разложением нагревом под давлением с регенерацией реагента и одновременным выделением нефтяных кислот, при котором крепкая аммиачная вода, полученная в результате конденсации парогазовой смеси, выделенной при разложении щелочного отхода и отработанная промывная вода поступает в емкость реагента, водную фазу, отделенную из смеси с нефтяной кислотой, направляют на промывку топлива, а нефтяные кислоты отводят с установки.
Новизной предлагаемого способа является подача крепкой аммиачной воды и отработанной промывной воды в емкость реагента, а водной фазы на промывку топлива. В результате этого две раздельные циркуляционные линии водной фазы с нарушением баланса по воде, имеющего место в прототипе, заменены одной циркуляционной линией водной фазы. Это стало возможным после доказательства опытами ошибочности предположения о невозможности использования водной фазы с незначительным содержанием аммонийных солей нефтяных кислот (2,0 мас.%) в качестве промывной воды и аммиачной воды, содержащими аммонийные соли нефтяных кислот как реагент для извлечения кислот из топливных фракций.
Экспериментальные исследования показали, что содержание аммонийных солей нефтяных кислот в исходной аммиачной воде улучшает процесс извлечения нефтяных кислот, так как они являясь поверхностно-активными веществами резко снижают межфазовое натяжение, приводящее к измельчению капель топлива, т.е. к увеличению поверхности контакта. Кроме того, опытами установлено, что циркуляция водной фазы не приводит к увеличению содержания солей в промывной воде.
Предлагаемая безотходная технология осуществляется на установке, состоящей из реактора 1, промывного аппарата 2, экстратора 3, емкости реагента 4, насоса 5, регенератора 7, нагревателей 8, 9, разделителя 10 и имеющий следующие линии: сырье 11, очищенное топливо 12, концентрированная аммиачная вода 13, вода 14, оборотная вода 15, экстрагент 16, насыщенный экстрагент 17, аммиачная вода 18, щелочной отход 19, обезмасленный щелочной отход 20, парогазовая смесь 21, техническая нефтяная кислота 22, отработанная промывная вода 23, неомыляемые 24, вход 25 и выход 26 теплоносителя. Сырье очищается в многоступенчатом противоточном реакторе 1, затем промывается водной фазой от аммиака и уносимых солей в промывном аппарате 2 и поступает в систему сушки по линии 12, а отработанная промывная вода 23 подается в емкость реагента 4. Из этой емкости с насосом 5 в реактор подают аммиачную воду 18. При этом предусмотрены подача концентрированной аммиачной воды 13 и свежей воды (конденсата) 14 в емкость реагента, а также циркуляция раствора реагента в емкости. Щелочной отход 19, полученный с низа реактора направляют в верхнюю часть экстракционной колонны 3 для обезмасливания. В нижнюю часть этого аппарата подают предварительно нагретый легкий углеводородный экстрагент 16, с верха экстрактора отводят насыщенный экстрагент 17. Обезмасленный щелочной отход 20 после нагрева в конденсаторе 7 и в нагревателе 8 поступает в регенератор 6. Режим в регенераторе поддерживается с помощью теплоносителя 25. Здесь происходит разложение аммонийных солей нефтяных кислот на парогазовую смесь (NH3 и пары H2O) 21 и двухфазную жидкость. Парогазовую смесь подают в конденсатор, где водяной пар конденсируется. Полученная крепкая аммиачная вода и нерастворенный аммиак поступает в емкость реагента. При разложении щелочного отхода происходит дальнейшее обезмасливание нефтяных кислот. Неомыляемые накапливаются в емкости реагента в виде верхнего слоя, который периодически удаляется по линии 24. Двухфазную жидкость из регенератора направляют в разделитель 10, с верха которого отводят нефтяную кислоту 22, а с низа - водную фазу 15 в промывной аппарат для промывки топлива.
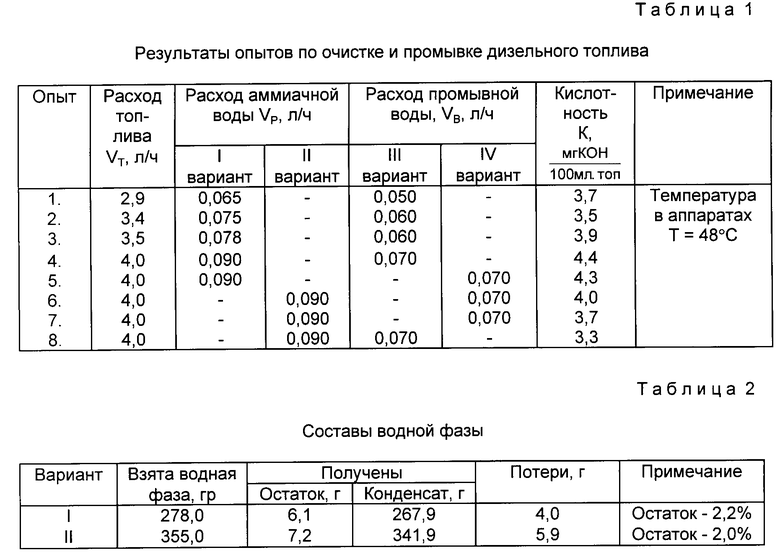
Пример. Дизельное топливо с кислотностью 187 мг KOH/100 мл топ. подвергают очистке аммиачной водой с концентрацией аммиака 3,5 мас.% в четырехступенчатом колонном аппарате и промывке в двухступенчатой колонне с непрерывной подачей топлива, раствора реагента и промывной воды. Внутренний диаметр колонн составляет 36 мм. Первая и вторая ступени (по ходу движения топлива) четырехступенчатого реактора являются полыми, а третья и четвертая ступени снабжены кольцами Рашига. Высоты ступеней соответственно равны 680, 500, 600 и 780 мм. Первая ступень промывного аппарата является полой, а вторая ступень - насадочной с высотой соответственно 1350 мм и 1020 мм. Топливо подают в первую ступень реактора соплом, имеющим диаметр 3 мм и высоту 80 мм. Другие ступени снабжены тарелками. Каждая тарелка имеет одно центральное сопло с внутренним диаметром 3 мм и высотой 6 мм для диспергирования топлива и одну сливную трубку с внутренним диаметром 3 мм и длиной 200 мм для движения вниз раствора реагента (или промывной воды в промывном аппарате).
Аммиачные воды приготовлялись с использованием свежей воды (I вариант) и отработанной промывной воды (II вариант). Промывка очищенного топлива проводилась как свежей водой (III вариант), так и водной фазой (IV вариант). Результаты опытов приведены в табл. 1.
Как видно из табл. 1, во всех случаях кислотность очищенного и промытого топлива была ниже допустимого значения 5 мг KOH/100 мл топ., т.е. отработанная промывная вода может быть использована для приготовления раствора реагента, а водная фаза, полученная в результате разложения щелочного отхода, пригодна для промывки топлива. Помимо определения кислотности продукта, проводились качественный и количественный анализы на наличие аммиака в очищенном и промытом топливе. Во всех случаях в топливе следы аммиака отсутствовали.
Ниже приводятся (табл. 2) составы водных фаз, полученных при разложении щелочных отходов очистки дизельного топлива аммиачными водами, приготовленными по I и II вариантам.
Состав водной фазы определяется путем отгонки воды, при этом происходило полное разложение солей с выделением аммиака, в результате чего в остатке оставались нефтяные кислоты.
Данные табл. 2 показывают, что циркуляция водной фазы в системе не приводит к увеличению содержания нефтяных кислот в ней, так как их содержание в водной фазе колеблется в пределах 2,0 мас.%.
Преимущество предлагаемого способа по сравнению с прототипом очевидно: во-первых, использование водной фазы, полученной после разложения щелочного отхода для промывки топлива, подача крепкой аммиачной воды и отработанной промывной воды в емкость реагента позволяют значительно упростить технологическую схему, иметь только одну линию циркуляции, улучшить процесс очистки топлива, а также контролировать и регулировать концентрацию и расход реагента; во-вторых, проведение процессов очистки и промывки топлива в многоступенчатых противоточных колоннах гарантирует получение продукта соответствующего стандарту, обеспечивает практически полное использование реагента и минимальный расход промывной воды.
| название | год | авторы | номер документа |
|---|---|---|---|
| АППАРАТ ДЛЯ РАЗЛОЖЕНИЯ ЩЕЛОЧНЫХ ОТХОДОВ, ПОЛУЧЕННЫХ ПРИ ОЧИСТКЕ НЕФТЯНЫХ ФРАКЦИЙ АММИАЧНОЙ ВОДОЙ | 1997 |
|
RU2115694C1 |
| СПОСОБ ОЧИСТКИ УГЛЕВОДОРОДНЫХ ФРАКЦИЙ ОТ СЕРНИСТЫХ СОЕДИНЕНИЙ | 2017 |
|
RU2662154C1 |
| Способ депарфинизации нефтепродуктов | 1976 |
|
SU702069A1 |
| Установка для термической деструкции преимущественно твердых коммунальных отходов с получением углеродистого остатка | 2020 |
|
RU2747898C1 |
| СПОСОБ КОМПЛЕКСНОЙ ТЕРМОХИМИЧЕСКОЙ ПЕРЕРАБОТКИ ТВЕРДОГО ТОПЛИВА С ПОСЛЕДОВАТЕЛЬНЫМ ОТВОДОМ ПРОДУКТОВ РАЗДЕЛЕНИЯ | 2010 |
|
RU2464294C2 |
| Способ дезодорации углеводородов нефти | 2017 |
|
RU2678995C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ТЕРМОГАЗОХИМИЧЕСКОГО ВОЗДЕЙСТВИЯ НА НЕФТЯНОЙ ПЛАСТ И ОСВОЕНИЯ ЭКСПЛУАТАЦИОННЫХ И НАГНЕТАТЕЛЬНЫХ СКВАЖИН | 2007 |
|
RU2363837C2 |
| СПОСОБ РЕГЕНЕРАЦИИ ОТРАБОТАННЫХ МАСЕЛ ПУТЕМ ДЕМЕТАЛЛИЗАЦИИ И ДИСТИЛЛЯЦИИ | 2004 |
|
RU2356939C2 |
| СПОСОБ ОЧИСТКИ ТЯЖЕЛОЙ НЕФТИ ОТ СЕРОВОДОРОДА | 2004 |
|
RU2272065C2 |
| СПОСОБ ПЕРЕРАБОТКИ НЕФТИ | 2003 |
|
RU2235753C1 |
Способ очистки может быть использован в производстве светлых нефтепродуктов. Очистку светлых фракций нефти от нефтяных кислот ведут аммиачной водой с регенерацией реагента и одновременным выделением технических нефтяных кислот с получением нефтепродукта, соответствующего стандарту. Очистку светлых фракций нефти от нефтяных кислот аммиачной водой промывку очищенного топлива водной фазой, отделенной из жидкой смеси с нефтяной кислотой и обезмасливания щелочного отхода легким углеводородным растворителем осуществляют в противоточных многоступенчатых колоннах, а крепкая аммиачная вода, полученная при разложении щелочного отхода, и отработанная промывная вода поступают в емкость реагента. При этом достигается упрощение технологии (одна линия циркуляции), проведение очистки и промывки топлива в многоступенчатых противоточных колоннах гарантирует получение продукта, соответствующего стандарту. 1 ил., 2 табл.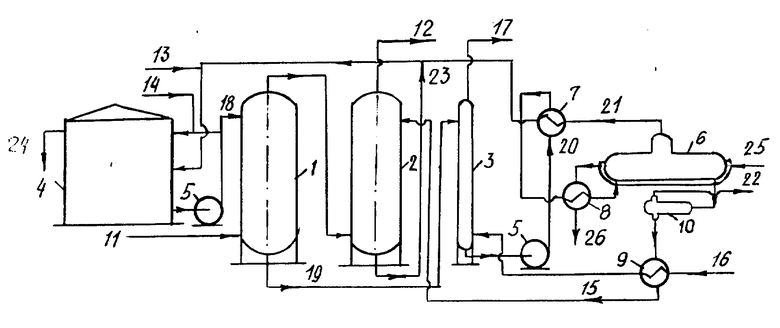
Способ очистки светлых фракций нефти от нефтяных кислот путем извлечения нефтяных кислот аммиачной водой с последующим обезмасливанием полученного щелочного отхода легким углеводородным экстрагентом и его разложением нагревом под давлением с получением регенерированной крепкой аммиачной воды и одновременным выделением нефтяных кислот и водной фазы, отличающийся тем, что водная фаза поступает на промывку очищенной светлой фракции нефти, а крепкую аммиачную воду и водную фазу после промывки подают в емкость аммиачной воды, причем очистку и промывку светлых фракций нефти, а также обезмасливание щелочного отхода осуществляют в многоступенчатых противоточных колонных аппаратах.
| Нефть и газ, 1983, N 4, c.25 - 27 | |||
| Кастильо Хакес Хосе дель Кармен; Разработка процессов выщелачивания дизельного топлива с регенерацией реагента, Автореферат диссертации, - Баку, 1989, с.28. |
