Изобретение относится к неразрушающим методам контроля структуры металла протяженных ферромагнитных и неферромагнитных изделий, в частности насосных штанг, используемых при механизированной нефтедобыче, и предназначено для экспресс-индикации структурной неоднородности материала изделий, связанной с нарушением режима при объемной термообработке в процессе изготовления, а также структурной неоднородности, возникшей в процессе эксплуатации изделия.
Известен способ контроля структуры металла протяженных изделий - насосных штанг (см. патент СССР N 1481668, G 01 N 27/82, от 1987), заключающийся в том, что контролируемую насосную штангу размещают горизонтально и нагружают продольным нагружением до величины минимального нагружения в скважине. Изменяют нагрузку от величины минимального до величины максимального нагружения ее в скважине и вновь до величины минимального нагружения в скважине. Одновременно с начала изменения нагрузки производят индикацию насосной штанги для формирования в последующем выходного сигнала о наличии дефектов структуры металла изделия путем продольного намагничивания штанги постоянным током до насыщения от одного ее конца до другого, после чего измеряют уровень сигнала магнитных полей рассеяния. Повторно нагружают насосную штангу аналогичным образом, но индикацию изделия путем продольного промагничивания ведут постоянным током меньшей величины. И вновь измеряют уровень сигнала магнитных полей рассеяния. По результатам сравнения выходных сигналов, полученных при разных режимах намагничивания изделия, судят о наличии дефектов неоднородности структуры металла.
Однако известный способ позволяет осуществлять контроль структуры металла только ферромагнитных изделий и вообще не выявляет дефекты структуры для изделий из неферромагнитного материала, поскольку данный материал, например нержавеющая сталь, нечувствителен к воздействию (индикации) магнитными полями и поэтому не формируется выходной сигнал в виде полей рассеяния. К тому же для реализации этого известного способа требуются специальные средства (для проведения индикации), что усложняет процесс контроля.
Наиболее близким по технической сущности к заявляемому является способ контроля структуры металла протяженного изделия - насосной штанги (см. патент РФ N 2029294, G 01 N 27/82, от 1992), включающий продольное нагружение изделия в области упругой деформации до величины, не превышающей предела пропорциональности, кручение изделия и снятие после него крутящего момента, продолжение продольного нагружения изделия до величины, не превышающей предела прочности материала изделия в области упругопластической деформации, и вновь кручение нагруженного изделия в указанной области деформации. Одновременно с изменением нагрузки проводят индикацию изделия для формирования выходного сигнала о наличии дефектов структуры металла изделия путем продольного намагничивания штанги от одного ее конца до другого. Намагничивание и измерение выходного сигнала производят как в области упругой деформации, так и в области упругопластической деформации. Сравнивая результаты измерений, судят о наличии дефектов неоднородности структуры металла изделия.
Применение операции кручения изделия как в области упругой деформации, так и в области упругопластической деформации повышает информативность контроля структуры металла ферромагнитного изделия.
Однако и этот известный способ невозможно использовать для контроля структуры металла протяженных изделий из неферромагнитного материала, поскольку этот материал нечувствителен к воздействию магнитными полями. К тому же и этот способ также требует затрат времени и специальных средств для проведения индикации и измерения выходного сигнала.
Цель изобретения - обеспечение экспрессности способа при обеспечении достоверности выявления структурной неоднородности металла как ферромагнитных, так и неферромагнитных изделий.
Поставленная цель достигается тем, что в способе контроля структуры металла протяженного изделия, включающем продольное нагружение изделия в области упругой деформации до величины, не превышающей предела пропорциональности, кручение изделия и снятие после него крутящего момента, продолжение продольного нагружения изделия до величины, не превышающей предела прочности материала изделия в области упругопластической деформации, кручение нагруженного изделия в указанной области и снятие крутящего момента и продольного нагружения, индикацию изделия и контроль за выходным сигналом, по которому судят о наличии дефектов неоднородности структуры металла, новым является то, что индикацию изделия проводят после продольного нагружения изделия в области упругой деформации до величины, не превышающей предела пропорциональности, причем индикацию изделия производят путем нанесения на поверхность протяженного изделия от одного его конца до другого параллельно продольной оси изделия индикаторной прямой линии, например, красящим веществом, затем производят кручение изделия, находящегося под указанной нагрузкой, до величины касательных напряжений, не превышающих предела пропорциональности, после чего осуществляют визуальный контроль за траекторией индикаторной линии, по которой судят о наличии дефектов неоднородности структуры металла изделия, снимают крутящий момент и продолжают продольное нагружение изделия в области упругопластической деформации до величины, не превышающей предела прочности материала изделия, для изделий, прошедших контроль в области упругой деформации, и вновь производят кручение изделия в указанной области деформации, снимают крутящий момент и продольное нагружение изделия, после чего вновь осуществляют визуальный контроль за траекторией индикаторной линии, по которой судят о наличии дефектов неоднородности структуры металла изделия.
Известно, что при деформации изделия путем продольного нагружения происходит его удлинение, причем величина удлинения элементарных участков изделия находится в прямой зависимости от механических свойств материала изделия, характеризующих качество структуры металла, зависящих, например, от химического состава материала, качества термической обработки, предварительных остаточных деформаций и т.п.
Деформация кручением позволяет осуществлять поворот элементарных участков изделия относительно друг друга в плоскостях, перпендикулярных продольной оси изделия, причем угол поворота этих элементарных участков также зависит от механических свойств материала изделия.
Благодаря тому, что индикацию изделия в заявляемом способе проводят после продольного нагружения его в области упругой деформации, появилась возможность нанести индикаторную линию на поверхность протяженного изделия от одного его конца до другого параллельно оси изделия в виде прямой линии, что позволяет в последующем при деформации изделия кручением до величины касательных напряжений, не превышающих предела пропорциональности, видоизменить траекторию индикаторной линии из прямой в винтовую и визуально наблюдать за характером изменения этой траектории. И поскольку углы поворота элементарных участков протяженного изделия при его кручении зависят от механических свойств материала изделия в каждом таком участке, то при изменении угла сдвига индикаторной линии на элементарных участках относительно друг друга можно судить о наличии в структуре металла изделия дефектов неоднородности структуры.
Проведение индикации изделия путем нанесения на его поверхность индикаторной линии красящим веществом позволяет формировать выходной сигнал о наличии дефектов структуры металла как ферромагнитных, так и неферромагнитных изделий.
Для обеспечения достоверности контроля для штанг, прошедших контроль в области упругой деформации, после снятия крутящего момента производят продольное нагружение с последующим кручением в области упругопластической деформации и выявляют такие особо опасные дефекты неоднородности структуры, как "шейка", что невозможно было обнаружить в области упругой деформации.
После снятия продольного нагружения и крутящего момента после деформирования изделия в области упругопластической деформации появилась возможность визуально выделить участки с дефектами неоднородности структуры, характеризуемые разными углами сдвига индикаторной линии по отношению друг к другу.
Таким образом, заявляемый способ обеспечивает экспрессность выявления дефектов неоднородности структуры металла при обеспечении достоверности контроля как ферромагнитных, так и неферромагнитных изделий.
Способ осуществляют следующим образом.
Протяженное изделие - насосную штангу, предназначенную для контроля, укладывают в захваты нагрузочной машины (конструкторская документация Г 833.022.00.00.00.00СБ). Нагрузочная машина снабжена механизмами для продольного нагружения и приложения крутящего момента к свободному концу насосной штанги, другой конец насосной штанги жестко закрепляют в неподвижный захват нагрузочной машины. В свою очередь неподвижный захват связан с механизмом, обеспечивающим продольное нагружение насосной штанги, а подвижный захват связан с механизмом, обеспечивающим кручение тела насосной штанги.
Нагрузочная машина также снабжена двумя диаграммными аппаратами с датчиками. Первый диаграммный аппарат снимает зависимость величины продольного нагружения штанги от величины ее продольной деформации. Второй диаграммный аппарат фиксирует зависимость между крутящим моментом, приложенным к штанге, и углом ее закручивания.
Насосную штангу, уложенную в захваты нагрузочной машины, под действием приложенной нагрузки деформируют пропорционально приложенным напряжениям, причем процесс нагружения в области упругой деформации прекращают при достижении предела пропорциональности.
Затем при сохранении продольной нагрузки на поверхность насосной штанги от одной головки до другой параллельно продольной оси изделия наносят индикаторную прямую линию красящим веществом (например, масляной краской, люминесцентным красителем и т.п.).
После индикации производят кручение штанги до величины касательных напряжений, не превышающих предела пропорциональности.
При достижении указанной величины нагружения процесс кручения изделия прекращают и осуществляют визуальный контроль за траекторией индикаторной линии, по которой судят о наличии дефектов неоднородности структуры металла изделия, в результате чего часть штанг отбраковывают.
Уменьшают величину крутящего момента, приложенного к штанге, до нулевого значения и продолжают нагружение штанги в области упругопластической деформации до величины, не превышающей предела прочности материала изделия.
При достижении непропорционального удлинения (пластической деформации) штанги процесс нагружения штанги прекращают и производят кручение находящегося под указанной нагрузкой изделия до величины, не превышающей предела прочности материала.
Процесс продольного нагружения и процесс кручения записывают на диаграммную ленту для последующего анализа и прекращения процесса нагружения и кручения насосной штанги.
Осуществляют разгрузку изделия от действия продольной растягивающей нагрузки и крутящего момента.
Насосную штангу высвобождают из захватов нагрузочной машины и укладывают на монтажный стол для визуального контроля за траекторией индикаторной линии на наружной поверхности тела штанги, которая отображает остаточную деформацию, вызванную продольным нагружением и кручением штанги в области упругопластической деформации.
Вид индикаторной линии позволяет достоверно судить об однородности и неоднородности структуры металла ферромагнитного или неферромагнитного изделия.
Пример осуществления способа.
Способ был осуществлен при входном неразрушающем контроле насосной штанги исполнения 19М8Б. 8038У (изготовитель - АО "Мотовилихинские заводы", г. Пермь, Пермская обл.) с целью выявления структурной неоднородности материала тела насосной штанги.
Насосную штангу ШН 19 длиной 8150 мм уложили в захваты нагрузочной машины и под действием продольной нагрузки осуществили упругое удлинение насосной штанги на величину 10 мм. Затем при сохранении продольной растягивающей нагрузки на поверхность насосной штанги нанесли индикаторную тонкую линию белой масляной краской параллельно продольной оси штанги от одной ее головки до другой.
Затем при консольном жестком закреплении одного конца насосной штанги осуществили деформацию тела штанги кручением на угол 120o, т.е. до величины касательных напряжений, не превышающей предела пропорциональности.
После этого осуществляли визуальный контроль за траекторией индикаторной линии, по которой судили о качестве структуры металла контролируемой штанги.
В том случае, когда угол сдвига индикаторной линии на всех рассматриваемых элементарных участках изделия принимает одно и то же значение, можно сделать вывод, что изделие по всей длине имеет однородную структуру металла.
В том случае, когда хотя бы один элементарный участок имеет угол сдвига, отличный от углов сдвига индикаторной линии на других элементарных участках, делается вывод, что штанга имеет структурную неоднородность. Такие штанги отбраковываются как дефектные.
Сняли крутящий момент до нулевого значения и продолжили продольное нагружение штанги, прошедшей контроль в области упругой деформации. При достижении непропорционального увеличения длины насосной штанги, когда величина нагружения не превышает предела прочности материала изделия, процесс продольного нагружения прекратили и при сохранении продольной деформации осуществили кручение тела насосной штанги. Кручение штанги прекратили при снижении продольной растягивающей нагрузки в 1,5 раза. После того, как осуществили деформацию штанги в области упругопластической деформации, сняли крутящий момент и продольное нагружение до нулевого значения и выполнили визуально-инструментальный контроль за траекторией индикаторной линии.
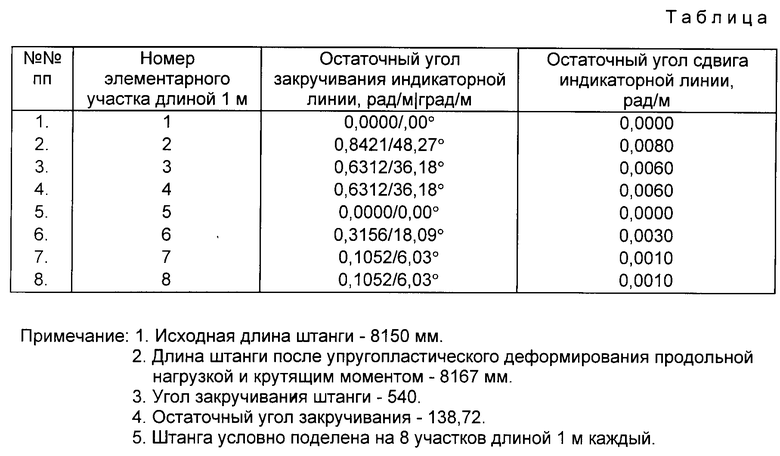
Данные проведенного контроля структуры металла насосной штанги приведены в таблице.
Из таблицы следует, что на первом и пятом участках разгруженной насосной штанги после упругопластического деформирования угол закручивания индикаторной линии и угол сдвига индикаторной линии сохранили свое первоначальное значение относительно продольной оси насосной штанги. На остальных участках насосной штанги, а именно на втором, третьем, четвертом, шестом, седьмом и восьмом, индикаторная линия приобрела вид, отличный от прямой индикаторной линии, проведенной первоначально параллельно продольной оси штанги. Такое несовпадение угла поворота и угла сдвига указывает на возникновение остаточных деформаций участков штанги, величина которых на данных участках принимает разные значения, вызванные структурной неоднородностью участков по длине насосной штанги. Сравнивая участки 2, 3, 4, 6, 7 и 8 между собой, установлено при визуальном контроле, что остаточный угол сдвига и угол поворота индикаторной линии для данных участков принимает разные значения: наибольший угол сдвига равен 0,008 рад/м - на 2-м участке, наибольший угол закручивания равен 48,27o - на 2-м участке; наименьший угол сдвига равен 0,0010 рад/м, наименьший угол закручивания равен 6,03o - на 7-м и 8-м участках.
В том случае, когда угол сдвига индикаторной линии на всех рассматриваемых элементарных участках изделия принимает одно и то же значение, то можно сделать вывод, что изделие по всей длине имеет неоднородную структуру металла.
В том случае, когда хотя бы один элементарный участок имеет угол сдвига, отличный от углов сдвига индикаторной линии на других элементарных участках, делается вывод, что штанга имеет структурную неоднородность.
Для более детального установления природы структурной неоднородности вырезают интересующий участок насосной штанги для проведения инструментальных исследований.
Таким образом, заявляемый способ контроля структуры металла протяженного изделия является экспрессным, при этом с достаточной достоверностью обеспечивается выявление участков со структурной неоднородностью для установления причин, приводящих к зарождению данных дефектов, для изделий как из ферромагнитного, так и неферромагнитного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ СТРУКТУРЫ ИЗДЕЛИЯ | 2004 |
|
RU2269092C2 |
| СПОСОБ УПРОЧНЕНИЯ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1997 |
|
RU2126842C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАСОСНЫХ ШТАНГ | 2004 |
|
RU2278901C1 |
| УСТАНОВКА ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ГЛУБИННОНАСОСНЫХ ШТАНГ | 1996 |
|
RU2106624C1 |
| СПОСОБ ДЕФЕКТОСКОПИИ ГЛУБИННО-НАСОСНЫХ ШТАНГ | 1992 |
|
RU2029294C1 |
| СПОСОБ ПРОИЗВОДСТВА НАСОСНЫХ ШТАНГ | 1997 |
|
RU2119858C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК НАСОСНЫХ ШТАНГ НЕФТЕДОБЫВАЮЩИХ СКВАЖИН | 2014 |
|
RU2572402C1 |
| СПОСОБ ГИДРАВЛИЧЕСКОГО ИСПЫТАНИЯ НА УДАР И РЕАБИЛИТАЦИИ ТРУБОПРОВОДА, ОСУЩЕСТВЛЯЕМЫЙ ПРИ ЕГО НАГРУЖЕНИИ ПОВЫШЕННЫМ ДАВЛЕНИЕМ В ПОЛЕВЫХ УСЛОВИЯХ | 2011 |
|
RU2467299C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НЕСУЩЕЙ СПОСОБНОСТИ ТРУБОПРОВОДА | 2013 |
|
RU2516766C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШТАНГ | 2001 |
|
RU2201306C2 |
Способ заключается в том, что насосную штангу деформируют продольным нагружением в области упругой деформации, проводят индикацию насосной штанги путем нанесения на ее поверхность от одного конца до другого параллельно продольной оси прямой индикаторной линии красящим веществом и производят кручение насосной штанги. Осуществляют визуальный контроль за траекторией индикаторной линии, по которой судят о наличии дефектов в металле. После снятия крутящего момента для насосных штанг, прошедших контроль, продолжают продольное нагружение в области упругопластической деформации до величины, не превышающей предела прочности материала насосной штанги, и вновь производят кручение в этой же области деформации. Снимают крутящий момент и продольное нагружение и вновь осуществляют визуальный контроль за траекторией индикаторной линией, по которому судят о наличии дефектов металла. Изобретение обеспечивает экспрессность способа при достаточной достоверности выявления структурной неоднородности металла как ферромагнитных, так и неферромагнитных изделий. 1 табл.
Способ контроля структуры металла протяженного изделия, включающий продольное нагружение изделия в области упругой деформации до величины, не превышающей предела пропорциональности, кручение изделия и снятие после него крутящего момента, продолжение продольного нагружения изделия до величины, не привышающей предела прочности материала изделия в области упругопластической деформации, кручение нагруженного изделия в указанной области деформации и снятие крутящего момента и продольного нагружения, индикацию изделия и контроль за выходным сигналом, по которому судят о наличии дефектов неоднородности структуры металла, отличающийся тем, что индикацию изделия проводят после продольного нагружения изделия в области упругой деформации до величины, не превышающей предела пропорциональности, причем индикацию изделия производят путем нанесения на поверхность протяженного изделия от одного его конца до другого параллельно продольной оси изделия индикаторной прямой линии, например, красящим веществом, затем производят кручение изделия, находящегося под указанной нагрузкой, до величины касательных напряжений, не превышающих предела пропорциональности, после чего осуществляют визуальный контроль за траекторией индикаторной линии, по которой судят о наличии дефектов неоднородности структуры металла изделия, снимают крутящий момент и продолжают продольное нагружение изделия в области упругопластической деформации до величины, не превышающей предела прочности материала изделия, для изделий, прошедших контроль в области упругой деформации, и вновь производят кручение изделия в указанной области деформации, снимают крутящий момент и продольное нагружение изделия, после чего вновь осуществляют визуальный контроль за траекторией индикаторной линии, по которой судят о наличии дефектов неоднородности структуры металла изделия.
| RU, 2029294, 20.02.95, G 01 N 27/82. |

