Изобретение относится к неразрушающим методам контроля структуры изделия и предназначено для непрерывной индикации структурных изменений в изделии, возникающих под действием внешних или внутренних факторов, а также внешней среды и усилий, приложенных к изделию, и может быть использовано для оперативного обнаружения местоположения дефектов изделия, например гибких шлангов рукавов высокого давления, насосных штанг и тому подобных изделий.
Известен способ контроля структуры протяженных ферромагнитных изделий, в частности насосных штанг, магнитоиндукционнным методом, согласно которому в каждой партии отбирают эталонные образцы, в теле которых формируют искусственный концентратор (ИК), после чего образцы нагружают и намагничивают при определенном режиме, измеряют величину остаточного магнитного поля в зоне ИК для различных величин глубин ИК. Строят семейство кривых зависимости уровня сигнала от остаточного магнитного поля к площади сечения ИК для различных партий. На контролируемом изделии формируют ИК, идентичный ИК на эталонном образце. После нагружают и намагничивают его при том же режиме, измеряют остаточное магнитное поле от ИК и на семействе кривых находят кривую, по которой определяют режим термообработки. О качестве режима термообработки судят по темплету (см. патент РФ на изобретение №1727486, МПК G 01 N 27/82, опубл.30.04.1994 г.).
Однако известный способ невозможно использовать для контроля структуры изделий из неферромагнитного материала или неметалла, поскольку такой материал нечувствителен к воздействию магнитных полей. К тому же способ требует затрат времени и специальных средств для проведения контроля. Кроме этого не всегда возможен контроль локальных изменений структуры, а также затруднен визуальный контроль.
Известен способ дефектоскопии глубинно-насосных штанг, заключающийся в том, что контролируемую насосную штангу нагружают до величины минимального нагружения штанги в скважине, изменяют нагрузку от величины минимального до величины максимального нагружения ее в скважине и вновь до величины ее минимального нагружения в скважине и одновременно с начала изменения нагрузки производят продольное намагничивание штанги постоянным током до насыщения и измерение уровня сигнала магнитных полей рассеяния при указанном изменении нагрузки путем одновременного перемещения от одного конца штанги до другого ее конца локальной области намагничивания и измерения уровня сигнала магнитных полей рассеяния в этой области, повторно нагружают штангу и вновь осуществляют продольное намагничивание штанги постоянным током до насыщения и измерение уровня сигнала магнитных полей рассеяния путем одновременного перемещения от одного конца штанги до другого ее конца локальной области намагничивания и измерения уровня сигнала магнитных полей рассеяния в этой области, сравнивают результаты измерений, полученные при указанных режимах нагружения, по которым судят о наличии и виде дефектов. Перед нагружением контролируемой насосной штанги ее подвергают объемно-контактной правке, повторное нагружение осуществляют ступенчато с последующим снятием нагрузки до величины минимального нагружения штанги в скважине после каждого нагружения, а ступенчатое нагружение и снятие нагрузки со штанги продолжают до величины, не превышающей предел прочности материала штанги, а по результатам сравнения судят о возможности дальнейшей эксплуатации штанги. Кроме того, ступенчатое нагружение штанги осуществляют с ее одновременным кручением (см. патент РФ на изобретение №2029294, МПК G 01 N 27/82, опубл. 20.02.1995 г.).
Известный способ также невозможно использовать для контроля структуры изделий из неферромагнитного материала или неметалла, поскольку такой материал нечувствителен к воздействию магнитных полей. К тому же и этот способ также требует затрат времени и специальных средств для проведения индикации и измерения выходного сигнала.
Известен способ контроля степени упрочнения сварных соединений металла после прокатки их роликами, заключающийся в том, что контроль осуществляют измерением пластической деформации путем измерения степени деформации координатной сетки, наносимой на изделие до упрочнения, с применением накладных шаблонов и измерительного микроскопа (см. авторское свидетельство №136078, НПК 42k, 3610, 42 k, 4601, опубл. Бюлл. №4, 1961 г.).
Недостатком известного изобретения является сложность способа, а также невозможность осуществления непрерывного контроля изменения структуры изделия на всем протяжении его срока службы и прогнозирование его разрушения.
Наиболее близким техническим решением к заявленному изобретению является способ контроля структуры металла протяженного изделия, включающий продольное нагружение изделия в области упругой деформации до величины, не превышающей предела пропорциональности, кручение изделия и снятие после него крутящего момента, продолжение продольного нагружения изделия до величины, не превышающей предела прочности материала изделия в области упругопластической деформации, кручение нагруженного изделия в указанной области деформации и снятие крутящего момента и продольного нагружения, индикацию изделия и контроль за выходным сигналом, по которому судят о наличии дефектов неоднородности структуры металла. Индикацию изделия проводят после продольного нагружения изделия в области упругой деформации до величины, не превышающей предела пропорциональности, причем индикацию изделия производят путем нанесения на поверхность протяженного изделия от одного его конца до другого параллельно продольной оси изделия индикаторной прямой линии, например, красящим веществом, затем производят кручение изделия, находящегося под указанной нагрузкой, до величины касательных напряжений, не превышающих предела пропорциональности, после чего осуществляют визуальный контроль за траекторией индикаторной линии, по которой судят о наличии дефектов неоднородности структуры металла изделия, снимают крутящий момент и продолжают продольное нагружение изделия в области упругопластической деформации до величины, не превышающей предела прочности материала изделия, для изделий, прошедших контроль в области упругой деформации, и вновь производят кручение изделия в указанной области деформации, снимают крутящий момент и продольное нагружение изделия, после чего вновь осуществляют визуальный контроль за траекторией индикаторной линии, по которой судят о наличии дефектов неоднородности структуры металла изделия (см. патент РФ на изобретение №2115917, МПК G 01 N 27/82, опубл. 20.07.1998 г.).
Однако данный способ применим только к протяженным металлическим изделиям, имеющим продольную ось и обладающим однородной структурой. Кроме того, за счет только одной индикаторной линии снижена площадь контролируемой поверхности и затруднен инструментальный контроль. В известном способе также осложняется локализация контролируемых участков изделия,
Задачей настоящего изобретения является обеспечение непрерывного контроля изменения структуры изделия и прогнозирование разрушения изделия, имеющего любую форму и структуру, путем оценки деформации внешней поверхности изделия.
Техническим результатом, достигаемым в результате решения поставленной задачи, является обеспечение возможности получения визуальной картины и пространственной локализации изменений структуры изделия.
Поставленная задача достигается тем, что в способе контроля структуры изделия, заключающемся в нанесении на поверхность изделия контрольной линии и получении данных об изменениях структуры изделия, согласно изобретению, на поверхность изделия дополнительно наносят, по крайней мере, одну контрольную линию, отличающуюся от первой по внешнему виду.
Контрольные линии могут иметь различные форму начертания и/или толщину и/или цвет.
При этом получение данных об изменениях структуры изделия определяют по изменению положения контрольных линий друг относительно друга и/или по характеру изменения внешнего вида контрольных линий и/или по изменению местоположения точек пересечения контрольных линий.
Изменения положения контрольных линий оценивают при осмотре изделия визуально или измеряют с помощью инструментальных средств. Кроме того, дополнительно составляют изображение характерных изменений отдельной контрольной линии и/или контрольных линий друг относительно друга.
Совокупность заявляемых признаков способа позволяет по характеру изменения внешнего вида контрольных линий, по изменению отдельных участков линий, по изменению взаимного положения отличающихся друг от друга по внешнему виду контрольных линий или по изменению местоположения точек пересечения этих контрольных линий оценить визуально или измерить инструментально изменения структуры изделия под действием внешних или внутренних факторов. Это позволяет выявить наличие дефекта или прогнозировать возможность разрушения изделия, что обеспечивает непрерывный контроль за изменением структуры изделия, имеющего любую форму и структуру. Кроме того, на одном и том же изделии могут быть применены один или оба заявляемых вариантов способов в любом сочетании, что позволяет гибко выбирать параметры оценки состояния структуры изделия в зависимости от требуемых условий контроля.
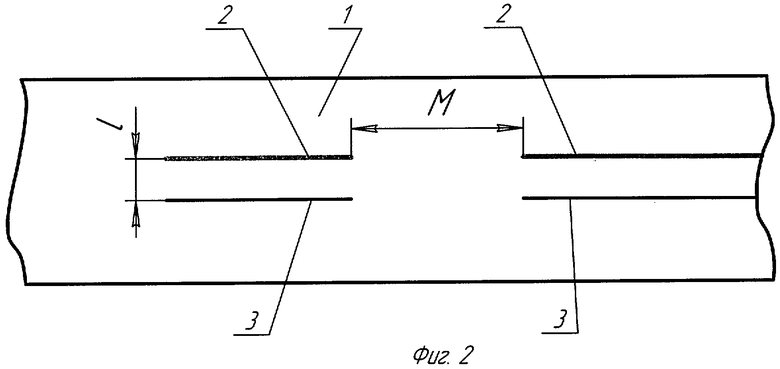
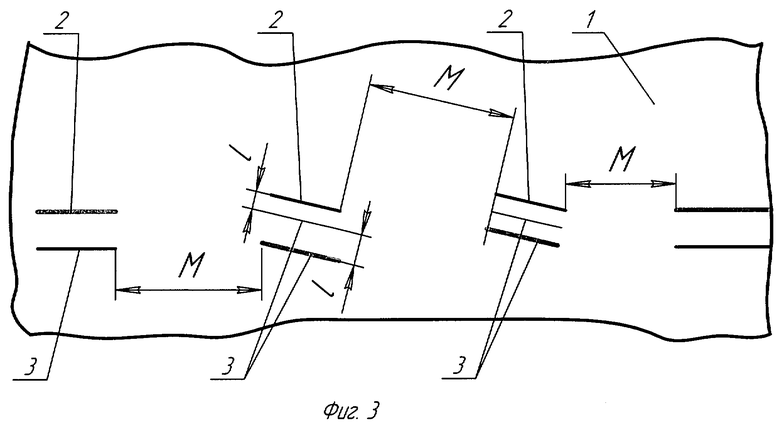
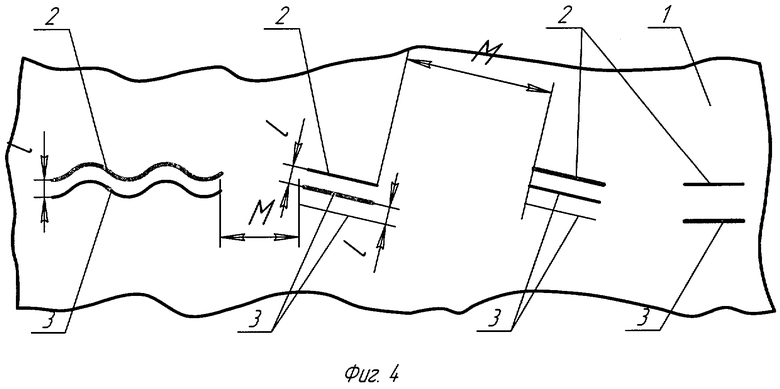
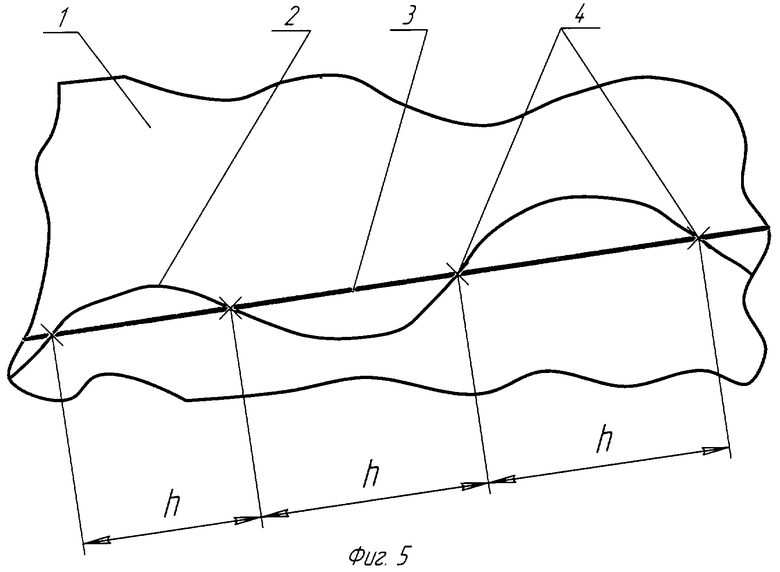
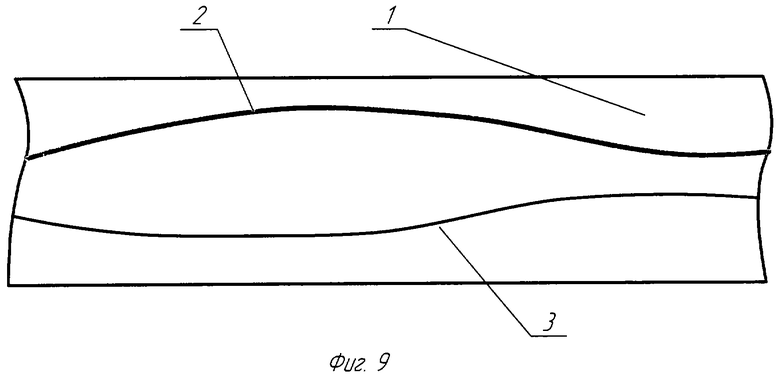
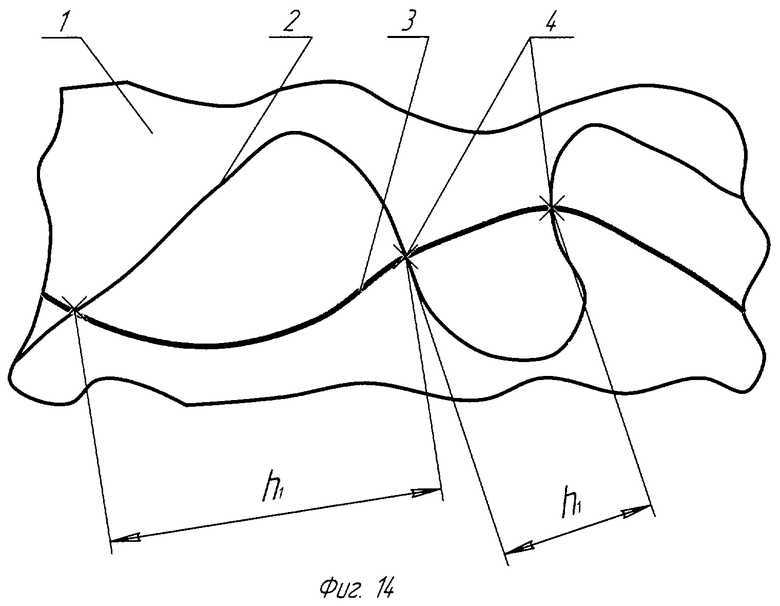
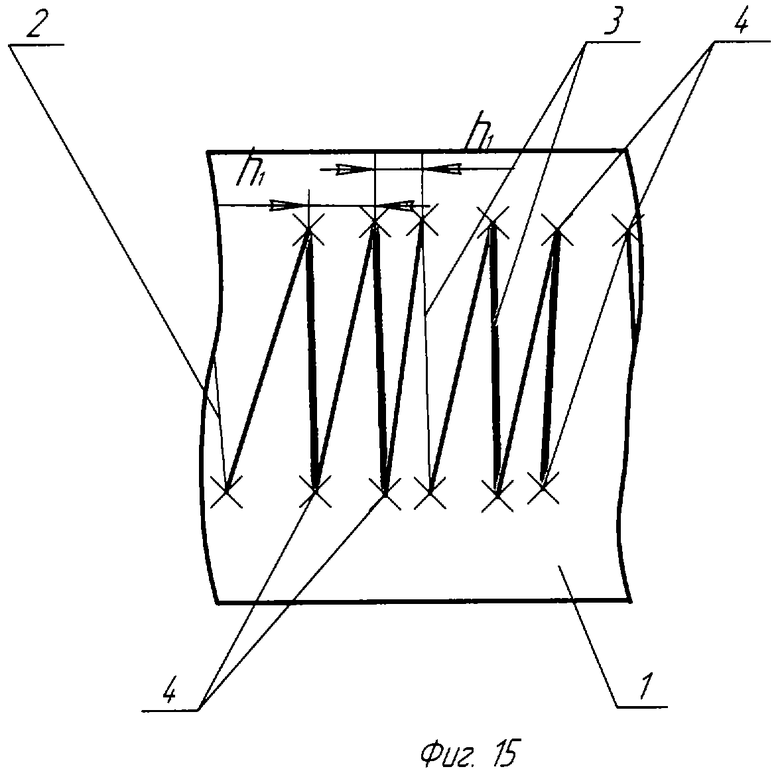
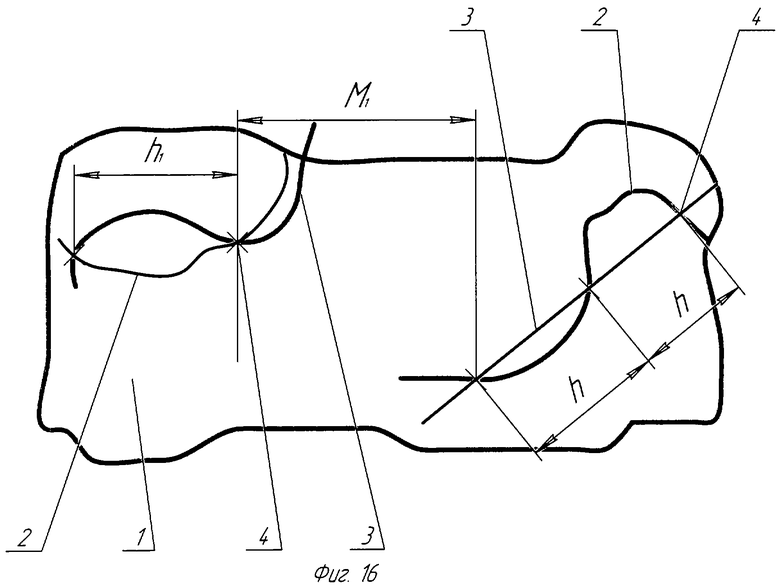
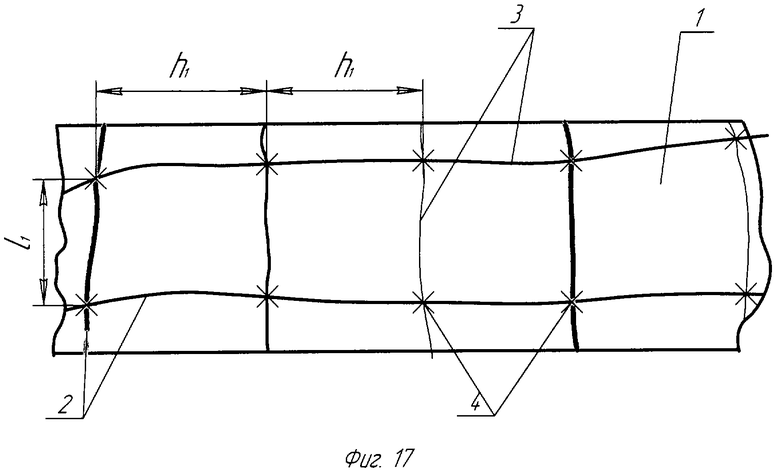
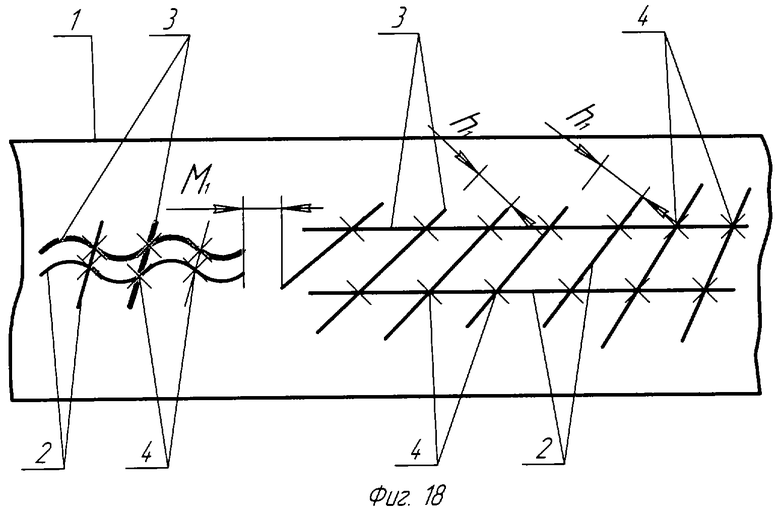
Способ контроля структуры изделия поясняется чертежами, где на фиг.1-8 изображены примеры нанесения на изделие контрольных линий; на фиг.9-18 изображены примеры изменения положения контрольных линий относительно друг друга, формы начертания и точек пересечения контрольных линий.
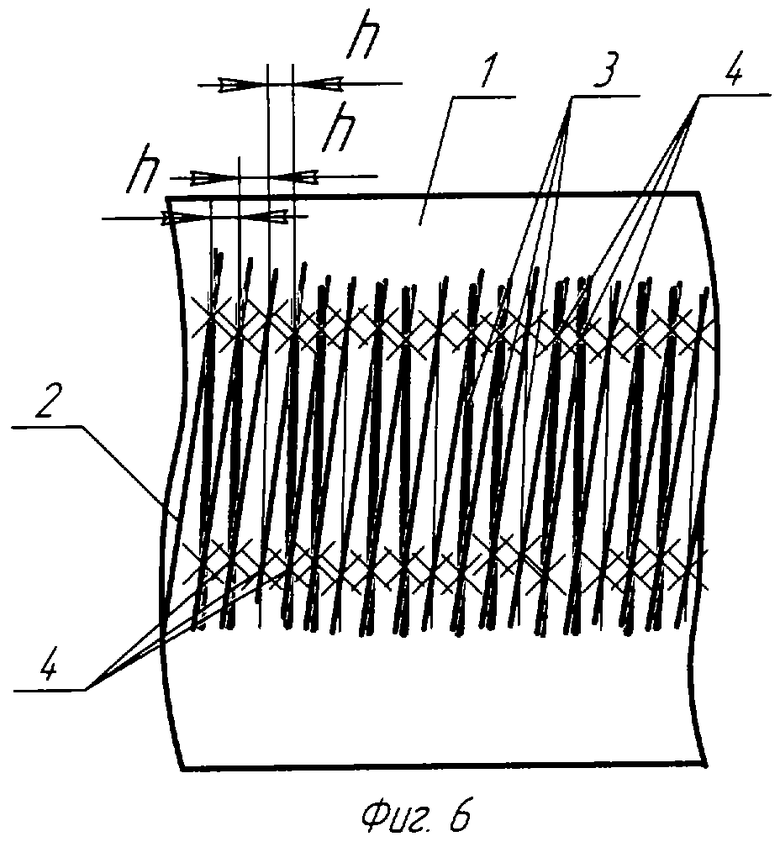
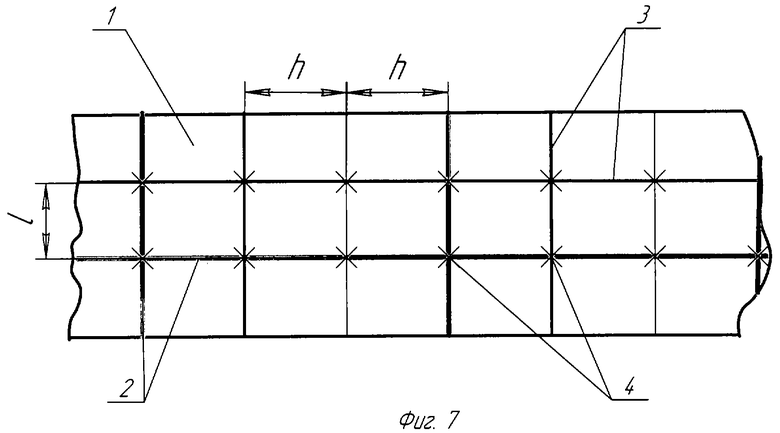
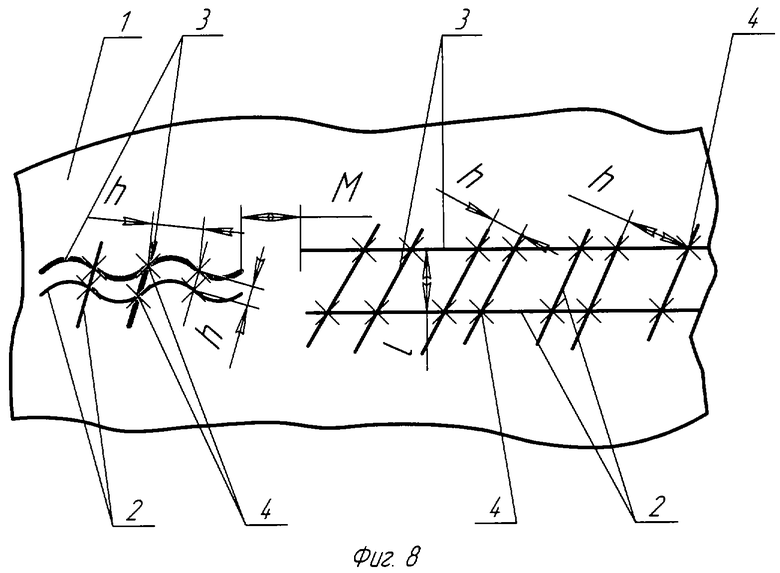
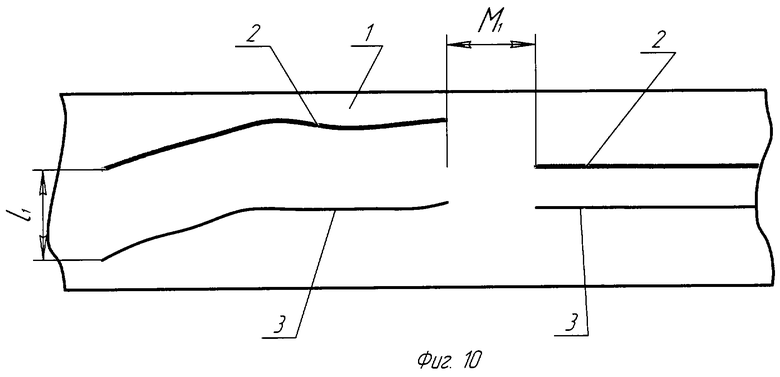
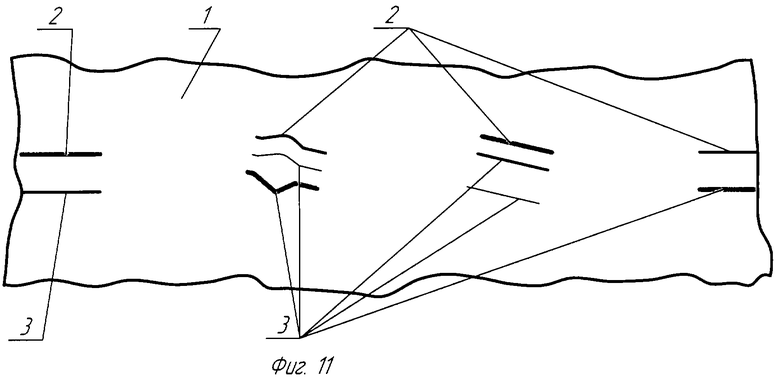
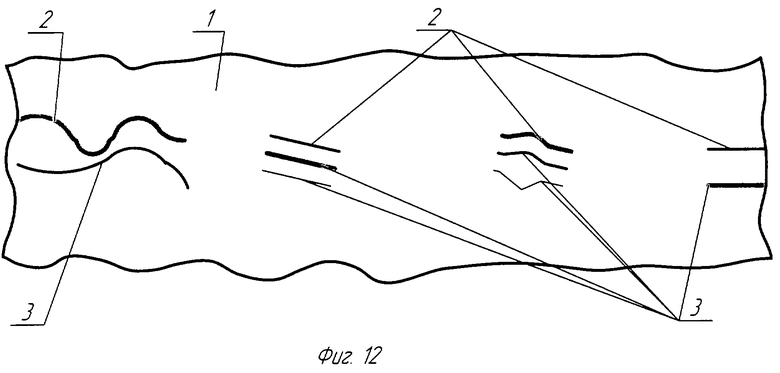
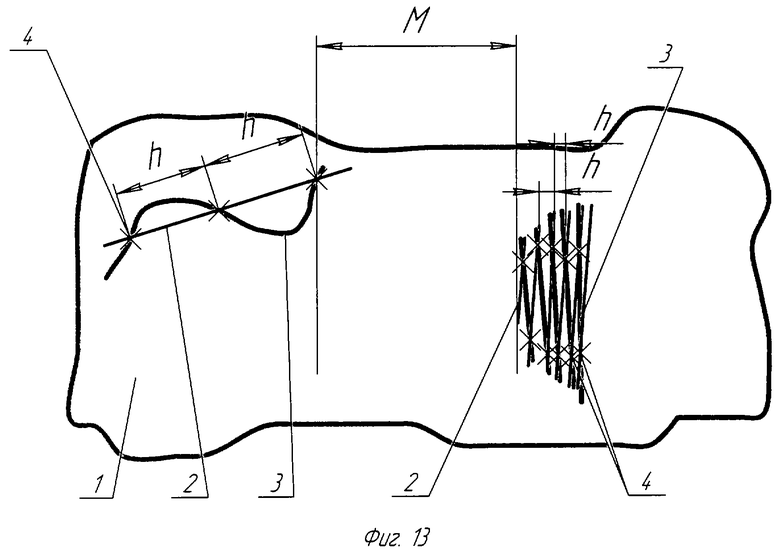
Позиции и буквенные обозначения на чертежах означают следующее: 1 - контролируемое изделие; 2 и 3 - контрольные линии; 4 - точка пересечения контрольных линий; 1 - шаг между параллельными контрольными линиями 2 и 3; h - шаг между точками 4 пересечения контрольных линий 2 и 3; l1 - шаг между параллельными контрольными линиями 2 и 3 при изменении структуры изделия 1; h1 - шаг между точками 4 пересечения контрольных линий 2 и 3 при изменении структуры изделия 1; М - частота расположения участков контрольных линий 2 и 3 на изделии 1; M1 - частота расположения участков контрольных линий 2 и 3 на изделии 1 при изменении структуры изделия 1.
Способ контроля структуры изделия заключается в том, что на поверхность изделия 1 наносят контрольную линию 2 и, по крайней мере, одну контрольную линию 3, отличающуюся от линии 2 по внешнему виду (фиг.1-8).
Контрольные линии 2 и 3 могут иметь различную форму начертания, толщину или цвет (фиг.1-8). Контрольные линии 2 и 3 могут быть нанесены на всю поверхность изделия (фиг.1) или на отдельные участки поверхности (фиг.2-4, 8), где наиболее высока вероятность возникновения изменения структуры под действием внутренних или внешних факторов. При этом контрольные линии 2 и 3 могут быть нанесены на поверхность контролируемого изделия независимо от расположения его продольной оси. Кроме того, шаг «l» между линиями 2 и 3, а также частота «М» расположения участков контрольных линий 2 и 3 на изделии 1 могут быть одинаковыми или различными на одном и том же изделии и определяются требованиями точности контроля (фиг.2-4, 8). Контрольные линии 2 и 3 могут быть также нанесены параллельно друг другу (фиг.1-4), пересекающимися друг с другом (фиг.5, 6) или в виде сетки из пересекающихся параллельных линий 2 и 3 (фиг.7, 8).
Получение данных об изменении структуры изделия, появившихся под действием внешних или внутренних факторов, определяют по изменению положения линий 2 и 3 друг относительно друга и/или по характеру изменения внешнего вида контрольных линий, и/или по изменению отдельных участков контрольных линий 2 и 3, и/или или по изменению местоположения точек пересечения этих контрольных линий (9-18). Это позволяет выявить наличие дефекта структуры изделия или прогнозировать возможность образования разрушения изделия.
Изменения положения линий 2 и 3 относительно друг друга и/или изменения характера внешнего вида контрольных линий 2 и 3 и/или изменения отдельных участков контрольных линий 2 и 3, и/или изменения местоположения точек пересечения этих контрольных линий оценивают при осмотре изделия визуально или измеряют с помощью известных методов контроля, например, контактных с помощью линейки, лекала или шаблона, а также бесконтактных, например, с помощью лазера. При этом оценивают изменения характера начертаний контрольных линий 2 и 3, изменения шага «l1» между контрольными линиями 2 и 3, а также изменения частоты «M1» расположения участков контрольных линий 2 и 3 на поверхности изделия 1 (фиг.9-18).
Для прогнозирования возможности разрушения изделия дополнительно составляют изображения характерных изменений формы начертания отдельной контрольной линии и/или линий друг относительно друга.
Нанесение контрольных линий 2 и 3 на изделие 1 должно обеспечивать надежное сцепление контрольных линий 2 и 3 с поверхностью изделия 1 и достаточную для целей контроля контрастность тела линий 2 и 3 с остальной поверхностью изделия 1. С применением соответствующего оборудования контроль можно производить и в невидимом человеком световом диапазоне, в том числе и для скрытого контроля.
Вид и характер изменений контрольных линий 2 и 3 по всей длине или площади поперечного сечения изделия 1, а также вид и характер взаимного положения контрольных линий 2 и 3 и точек 4 их пересечения предварительно рассчитывается теоретически или определяется опытным путем. При этом в последнем случае структура изделия 1 может быть заранее неизвестна.
Необходимая точность визуального или инструментального контроля достигается изменением шага «l» нанесения контрольных линий, изменением шага «h» между точками пересечения контрольных линий или изменением частоты «М» нанесения участков контрольных линий друг относительно друга.
Возможность использования на одном и том же изделии одновременно обоих вариантов способа в любом их сочетании позволяет гибко выбирать параметры оценки состояния структуры изделия в зависимости от требуемых условий контроля. Например, на поверхность изделия могут быть нанесены пересекающиеся параллельные контрольные линии 2 и 3 (различной толщины (фиг.7 и 8), а оценка состояния структуры изделия осуществляться по изменению местоположения точек 4 пересечения параллельных контрольных линий 2 и 3 и по изменению взаимного положения контрольных линий 2 и 3 относительно друг друга (фиг.17 и 18), а также по характеру изменения внешнего вида линий 2 и 3.
Составление изображения характерных изменений формы начертания отдельной контрольной линии и/или контрольных линий друг относительно друга, или местоположения точек пересечения контрольных линий, соответствующих критическим режимам эксплуатации изделия, дает возможность определять такие состояния изделия даже неквалифицированному персоналу.
Пример осуществления способа контроля структуры изделия.
Способ был осуществлен при выходном контроле структуры рукава высокого давления, тип ДУ 12×25 с целью выявления бракованных изделий и определения характера брака (Аткарский машиностроительный завод «Ударник», г.Аткарск Саратовской области). Изготовленные рукава высокого давления были покрыты по всей длине параллельными линиями, отличающимися по цвету, в количестве от четырех до шести штук. Количество линий выбиралось исходя из внешнего радиуса рукава высокого давления для обеспечения наглядности контроля. Линии наносились с одинаковым шагом цветной краской. Толщина линий была одинакова по всей длине и составляла от трех до пяти миллиметров. В рукава высокого давления подавалось рабочее давление 200 атмосфер. Осмотр контрольных линий на поверхности рукавов высокого давления позволил выявить изделия с измененной структурой, не определенных штатной системой контроля. При этом сразу был определен характер брака, что позволило внести изменения в технологический процесс для предотвращения разрушения рукавов высокого давления. Инструктаж персонала состоял в демонстрации набора рисунков с характерными изменениями состояния линий. Кроме того, рукава высокого давления, прошедшие выходной контроль, были снабжены специальной листовкой с вышеуказанными рисунками, что позволяло прогнозировать момент разрушения рукавов высокого давления в процессе эксплуатации.
Предлагаемый способ позволяет по характеру изменения внешнего вида контрольных линий и/или по изменению отдельных участков контрольных линий, и/или по изменению взаимного положения линий друг относительно друга, и/или изменению местоположения точек пересечения контрольных линий оценить визуально или измерить инструментально изменения структуры изделия под действием внешних или внутренних факторов. Это обеспечивает выявление дефекта или прогнозирование возможности образования разрушения изделия. Нанесение контрольных линий непосредственно на изделие позволяет производить прогнозирование места предполагаемого дефекта в течение всего срока службы основного изделия.
Кроме того, предложенный способ не подвержен внешним воздействиям (температура, магнитное воздействие и пр.) и позволяет осуществить оперативный контроль, не требующий работы высококвалифицированного персонала и внешних источников питания. Помимо этого, использование вариантов способа для контроля состояния структуры трубопроводов позволит существенно снизить перерыв в работе дорогостоящей гидросистемы и повысить безопасность работы оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ СТРУКТУРЫ ПРОТЯЖЕННОГО ФЕРРОМАГНИТНОГО ИЗДЕЛИЯ | 1989 |
|
RU1727486C |
| СПОСОБ КОНТРОЛЯ СТРУКТУРЫ МЕТАЛЛА ПРОТЯЖЕННОГО ИЗДЕЛИЯ | 1996 |
|
RU2115917C1 |
| СПОСОБ ОЦЕНКИ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ УЗКОПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНОЙ СТАЛИ | 2006 |
|
RU2396556C2 |
| Способ неразрушающего контроля конструкций из композиционного материала | 2019 |
|
RU2726038C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ИЗГОТОВЛЕНИЯ, СБОРКИ И УСТАНОВКИ МАГНИТНЫХ СИСТЕМ | 2009 |
|
RU2431859C2 |
| ТРУБА, СПОСОБ И УСТРОЙСТВО ДЛЯ УСОВЕРШЕНСТВОВАНИЙ ТРУБОПРОВОДОВ И Т.П. КОНСТРУКЦИЙ | 2002 |
|
RU2293249C9 |
| УСТРОЙСТВО ДЛЯ СПЛОШНОГО СКАНИРУЮЩЕГО КОНТРОЛЯ КАЧЕСТВА НЕПОВОРОТНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2011 |
|
RU2455625C1 |
| СПОСОБ АКУСТИЧЕСКОГО КОНТРОЛЯ ДЕФЕКТНОСТИ ДЛИННОМЕРНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2274858C1 |
| УСТРОЙСТВО И СПОСОБ ВНУТРИТРУБНОЙ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ТРУБОПРОВОДА | 2022 |
|
RU2784140C1 |
| СПОСОБ ОПЕРАТИВНОГО ОПРЕДЕЛЕНИЯ КАЧЕСТВА МИКРОСТРУКТУРЫ ТИТАНОВОГО СПЛАВА УПРУГОГО ЭЛЕМЕНТА | 2013 |
|
RU2525320C1 |
Изобретение относится к неразрушающим методам контроля структуры изделия и предназначено для непрерывной индикации структурных изменений в изделии, возникающих под действием внешних или внутренних факторов, а также внешней среды и усилий, приложенных к изделию, и может быть использовано для оперативного обнаружения местоположения дефектов изделия, например гибких шлангов рукавов высокого давления, насосных штанг и тому подобных изделий. Технический результат: обеспечение возможности получения визуальной картины и пространственной локализации изменений структуры изделия. Сущность: на поверхность изделия наносят контрольную линию и, по крайней мере, одну контрольную линию, отличающуюся от первой по внешнему виду. При этом контрольные линии могут иметь различные форму начертания, толщину и цвет. Получение данных об изменении структуры изделия, появившихся под действием внешних или внутренних факторов, определяют по изменению положения линий друг относительно друга и/или по характеру изменения внешнего вида контрольных линий и/или по изменению местоположения точек пересечения контрольных линий. 9 з.п. ф-лы, 18 ил.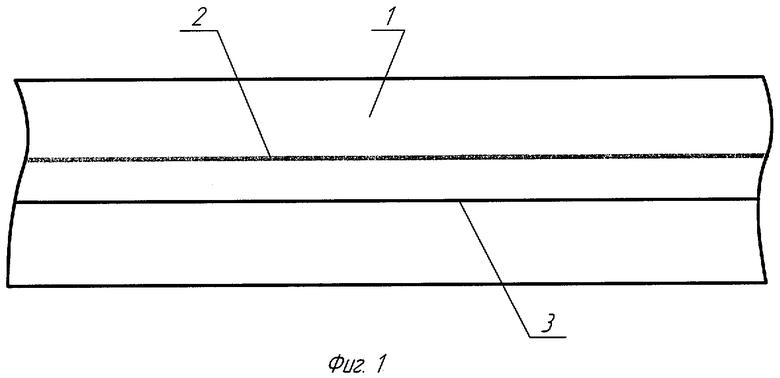
| Способ контроля степени упрочнения сварных соединений | 1960 |
|
SU136078A1 |
| Способ нанесения координатных сеток на поверхности металлов и других материалов для изучения деформированного состояния их в упруго-пластической области | 1948 |
|
SU77649A1 |
| Способ определения пластической деформации изделия | 1981 |
|
SU1013733A1 |
| Способ определения деформаций и образец для его осуществления | 1990 |
|
SU1711000A1 |
| ТЕРМОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО | 1998 |
|
RU2155917C2 |

