Изобретение относится к производству изделий авионики, в частности к способам защиты расплава жидкого припоя от окисления при пайке и лужении сборочных единиц изделий авионики.
Известен способ защиты поверхности припоя от окисления, заключающийся в том, что на поверхность припоя укладывают специальную оболочку из угольной ткани, заполненную активированным углем и катализатором, которые поглощают кислород воздуха и пары влаги при температуре пайки. Работоспособность покрытия сохраняется в течение 2-3 мес.
Недостатком данного способа является необходимость замены как угольной оболочки, так и самого припоя, поскольку припой накапливает углерод и тем самым ухудшает технологические и эксплуатационные свойства авионики, а также увеличивает расход фондируемого припоя и уменьшает производительность труда.
Известен способ, при котором защита припоя от окисления осуществляется путем ввода в расплав припоя пластин алюминия, предварительно покрытых экологически вредным флюсом на основе борфтористоводородных солей цинка, кадмия, аммония. Пластины погружают в расплавленный припой ПОС-61 при температуре 250-280oC и выдерживают в нем 2-2,5 ч. При межфазном переходе алюминия в припой идут побочные процессы, изменяющие чистоту припоя за счет наличия примесей таких элементов, как водород, бор, кадмий, цинк, приводящих к образованию интерметаллидов и снижающих эксплуатационные характеристики электромонтажных соединений.
В известном способе за счет использования вибраций алюминиевых трубок время обработки расплава припоя сократилось до 10 - 15 мин.
Недостатком способов раскисления является снижение производительности процесса пайки или лужения из-за простоев, связанных с необходимостью смены расплава припоя и ввода в расплав пластин алюминия. Кроме того, наличие в расплаве припоя легкоплавких интерметаллидов на основе алюминия приводит к снижению качества паяных соединений.
Известен способ защиты расплава припоя от окисления, заключающийся в том, что в жидкий припой ПОС-61 вводят лигатуру состава олова с фосфором, содержащую 1-13% фосфора. При этом свободный фосфор на поверхности припоя, взаимодействуя с кислородом воздуха, образует защитную пленку фосфорно-кислого олова. Кроме того, происходит частичное восстановление окислов олова и свинца, образовавшихся до введения лигатуры.
Недостатком данного способа является недостаточная степень раскисления припоя при введении в расплав лигатуры олово-фосфор, кроме того, накопление в припое фосфора приводит к образованию скелетной пайки и растрескиванию паяных соединений, а также к снижению производительности процесса пайки или лужения из-за наличия простоев, связанных с заменой припоя.
Известен способ защиты припоя от окисления, заключающийся в том, что на поверхность жидкого припоя ПОС-61 вводят флюс, содержащий соли фосфатов и монофосфатов натрия, калия, кальция и лития, и формируют сквозную лунку путем дозированного нанесения флюса, через границу раздела фаз флюс-припой пропускают электрический ток, используя в качестве катода расплавленный припой.
Недостатком данного способа является повышение вязкости припоя за счет накопления в ванне легирующих элементов, а главное - кальция, за счет диссоциативно-ассоциативных электрохимических процессов, происходящих в ванне, что приводит к образованию облоев на монтажных поверхностях, увеличению расхода припоя, повышению температуры пайки и лужения, а также к необходимости последующей регенерации припоя с остановкой конвейера оборки. Другим недостатком способа является возможный выход из строя части слаботочных микросхем при обслуживании и пайке в связи с наличием анодных и катодных токов при накапливании концентрации кальция.
Наиболее близким по технической сущности к предлагаемому решению является способ увеличения эксплуатационных свойств изделий авионики, включающий пайку, лужение, раскисление и комплексное легирование путем введения в ванну на поверхность жидкого припоя ПОС-61 лигатуры, при этом в качестве лигатуры используют флюс, взаимодействующий с оксидами олова и свинца при постоянном перемешивании согласно реакции
Применение известного флюса в качестве лигатуры и раскислителя припоя возможно благодаря образованию в ванне регенерации твердых растворов внедрения на основе фаз системы олово-свинец по вышеприведенной реакции, при этом в рабочей ванне пайки или лужения образуется самофлюсующаяся зона с отсутствием защитной жидкости.
Недостатком данного прототипа является трудность создания совершенной конструкции для способа раскисления и комплексного легирования, а также трудность удаления отработанной активной массы, возникающей при образовании самофлюсующегося и самораскисляющегося припоя.
Сущность изобретения состоит в том, что в известном способе увеличения эксплуатационных свойств изделий авионики, заключающемся в пайке, лужении, раскислении и комплексном легировании путем введения в ванну на поверхность жидкого припоя ПОС-61 лигатуры, при этом в качестве лигатуры используют флюс, взаимодействующий с оксидами олова и свинца при постоянном перемешивании согласно реакции
пайку и лужение осуществляют в рабочей ванне, а раскисление и комплексное легирование осуществляют в ванне регенерации, при этом активированный самофлюсующийся оловянно-свинцовый припой из ванны регенерации самопроизвольно перетекает в рабочую ванну пайки и лужения для его использования, где он окисляется, откуда его отбирают посредством насоса и направляют для последующего раскисления и комплексного легирования в ванну регенерации, при этом высоту лужения выводов радиоэлементов и степень активности припоя определяют углом α аэратора.
Осуществление предлагаемого способа поясняется схемой, представленной на чертеже.
Схема содержит рабочую ванну 1 для пайки или лужения, насос 2 для подачи припоя из рабочей ванны в ванну регенерации 3 с жидким флюсом 4 на поверхности припоя, поступающим через дозатор 6 жидкого флюса и перемешивающимся с припоем устройством 7. Восстановленный в ванне регенерации припой по трубопроводу с аэратором 5 подается в рабочую ванну.
Предлагаемый способ реализуется следующим образом.
Окисленный оловянно-свинцовый припой из рабочей ванны 1 с помощью насоса 2 подается в ванну регенерации 3, расположенную над рабочей ванной таким образом, чтобы осуществлялась самопроизвольная подача восстановленного припоя из ванны регенерации. Ванна регенерации снабжена нагревателями, дозатором защитной жидкости 6 и устройством для перемешивания припоя 7. Здесь окисленный жидкий припой проходит через слой жидкого флюса 4 толщиной 3-5 мм при температуре 230-250oC. При этом происходит раскисление припоя ПОС-61 за счет пиролитического разложения фосфатов и монофосфатов натрия, калия, кальция и лития, связанных абиетиновой кислотой и способных образовывать диссоциативно-ассоциативные фазы. Активированный самофлюсующийся припой затем самопроизвольно по трубопроводу с аэратором 5 подается в рабочую ванну на глубину 10-15 мм от поверхности жидкого припоя. Происходит постоянное раскисление и комплексное легирование припоя, циркуляция его через ванну регенерации и рабочую ванну, осуществляя таким образом защиту зеркала расплавленного припоя от окисления. Поверхность жидкого припоя во время всего процесса пайки или лужения остается чистой, без шлама. Расход защитной жидкости - 1 г на 100 г припоя за 24 ч работы установки. Скорость подачи активированного припоя в зону пайки стандартная при пайке волной припоя и определяется конструктивными особенностями (диаметром ванны лужения) и технологией пайки волной.
По предлагаемому способу было изготовлено 100000 шт. печатных плат и 2000 шт. навесной базы, при этом непропаев не наблюдали, пайка галтельная, лужение ровное, блестящее, с антикоррозионной защитой.
Применение предлагаемого способа позволит:
- увеличить прочность паяных и луженых соединений в 1,6 раза за счет комплексного легирования припоя благодаря образованию твердых растворов внедрения на основе олово-свинец, поддерживаемого во время всего процесса пайки. Это достигается путем постоянной подачи новообразующегося самофлюсующегося припоя в зону пайки в процессе лужения и образования паяного соединения. Благодаря процессам комплексного легирования не происходит растворения металла вывода в припой и образования интерметаллидов, ухудшающих качество паяных соединений;
- увеличить производительность процесса пайки или лужения изделий авионики за счет применения активированного припоя и за счет непрерывной работы ванны с расплавленным припоем, так как процесс раскисления и комплексного легирования вынесен за пределы рабочей ванны;
- улучшить экологию сборочно-монтажного производства изделий авионики, а также условий труда обслуживающего персонала за счет применения бесфлюсовой пайки;
- уменьшить металлоемкость изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЛЕГИРОВАННОГО ПРИПОЯ | 2010 |
|
RU2445197C1 |
| Флюс для лужения и пайки | 1989 |
|
SU1680475A1 |
| СПОСОБ ПАЙКИ ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА К КОРПУСУ | 1999 |
|
RU2167469C2 |
| Припой для лужения и пайки алюминия и его сплавов | 1990 |
|
SU1774907A3 |
| Флюс | 1986 |
|
SU1349939A1 |
| Способ лужения и пайки | 1983 |
|
SU1143541A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕССВИНЦОВОГО ПРИПОЯ НА ОСНОВЕ ОЛОВА | 2011 |
|
RU2477205C1 |
| Припой для пайки меди и ее сплавов | 1990 |
|
SU1706816A1 |
| Флюс для пайки и лужения медной проволоки | 2020 |
|
RU2741607C1 |
| Паяльная паста для лужения и пайки изделий радиоэлектронной аппаратуры | 1988 |
|
SU1532249A1 |
Изобретение может быть использовано для улучшения прочности паяных и луженых соединений изделий авионики. Для этого процессы пайки и лужения и раскисления и комплексного легирования проводят в раздельных ваннах - рабочей и регенерации, при этом активированный припой из ванны регенерации перетекает в рабочую ванну по аэратору, откуда его отбирают посредством насоса в ванну регенерации. Угол α аэратора определяет высоту лужения выводов радиоэлементов и степень активности припоя. 1 ил.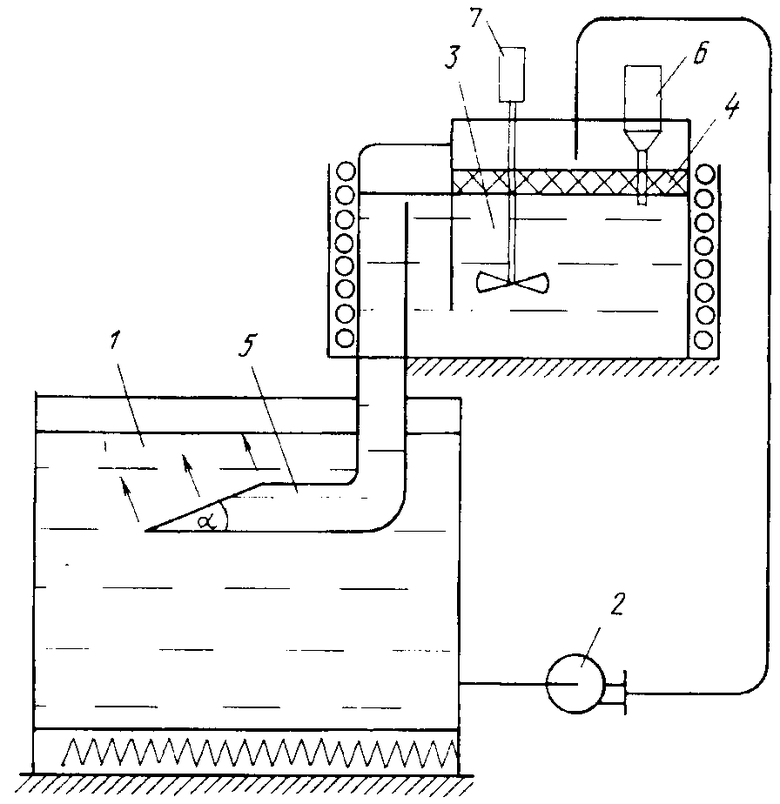
Способ увеличения эксплуатационных свойств изделий авионики, включающий пайку, лужение, раскисление и комплексное легирование путем введения в ванну на поверхность жидкого припоя ПОС-61 лигатуры, при этом в качестве лигатуры используют флюс, взаимодействующий с оксидами олова и свинца при постоянном перемешивании согласно реакции
отличающийся тем, что пайку и лужение осуществляют в рабочей ванне, а раскисление и комплексное легирование осуществляют в ванне регенерации, при этом активированный самофлюсующий оловянно-свинцовый припой из ванны регенерации самопроизвольно перетекает в рабочую ванну пайки и лужения для его использования, где он окисляется, откуда его отбирают посредством насоса и направляют для последующего раскисления и комплексного легирования в ванну регенерации, при этом высоту лужения выводов радиоэлементов и степень активности припоя определяют углом α аэратора.
| SU, авторское свидетельство, 1523272, B 23 K 1/00, 1987 | |||
| SU, авторское св идетельство, 1024193, B 23 K 1/08, 1983 | |||
| SU, авторское свидетельство, 7957 83, B 23 K 1/08, 1981 | |||
| SU, авторское свидетельство, 1143541, B 23 K 1/08, 1985 | |||
| SU, автоpское свидетельство, 446000, H 05 K 3/34, 1974. |
