Изобретение относится к области немеханической обработки деталей из жаропрочных сплавов, работающих в сложных условиях нагружения и используемых в машиностроении, судостроении и авиадвигателестроении с целью повышения эксплуатационных свойств.
Известны такие способы упрочняющей обработки высоконагруженных деталей, как механико-термические методы обработки, основанные на одно- или многократном деформировании металла, чередующиеся с термообработкой при температурах ниже температур начала рекристаллизации. В результате этого в материале развивается полигональная субструктура, что, в конечном счете, приводит к повышению прочностных характеристик деталей [1].
Основным недостатком способов механико-термической обработки является то, что они не предусматривают формирование полигональной дислокационной структуры в поверхностных слоях.
Кроме того, известен способ модификации поверхностных слоев жаропрочных материалов путем облучения ионами высоких энергий, включающий в себя ионную очистку и имплантацию ионов азота с последующей термообработкой [2]. При этом способе модифицируются поверхностные слои деталей.
Однако в указанном способе не ставится задача получения полигональной дислокационной структуры.
Наиболее близким по технической сущности и достигаемому результату является способ упрочняющей обработки изделий из электропроводящих материалов, включающий осаждение паров нейтральных атомов при одновременной бомбардировке ионами металла поверхности обрабатываемого изделия, находящегося под нагрузкой [3].
Недостатки прототипа: необходимость создания специального оборудования, позволяющего совместить нанесение покрытия, ионную имплантацию и непрерывное нагружение образца; создание в поверхностных слоях значительных напряжений при нагрузке (выше предела текучести).
Задачей, на решение которой направлено заявляемое изобретение, является повышение эксплуатационных свойств деталей, предварительно подвергнутых ионно-имплантационному модифицированию (а именно ионной имплантации и постимплантационному отжигу), за счет создания в поверхностных слоях упорядоченного распределения дислокация полигонального типа.
Поставленная задача достигается тем, что сначала проводят ионно-имплатационное модифицирование, заключающееся в ионной имплантации азота, углерода или бора с энергией 30 - 50 кэВ, плотностью тока 35 - 50 мкА/см2 и флюэнсом 1016 - 1018 ион/см2 и постимплатационном отжиге при 450 - 550oC и давлении остаточных газов 10-3 - 5•10-3 Па в течение 1,5 - 3,5 ч, затем детали подвергают воздействию знакопеременной нагрузки с числом циклов нагружения более 103 - 104 и напряжением, величину которого выбирают из условий работы деталей или равной 0,2 - 0,4 (Gпроч + Gтек), где Gпроч - предел прочности и Gтек - предел текучести материала детали.
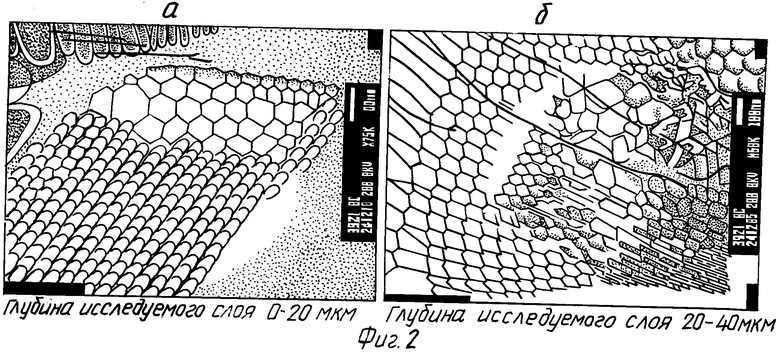
В результате этого, в поверхностных слоях толщиной свыше 40 мкм ионно-модифицированных деталей формируется полигональная структура, которая характеризуется дискретными дислокационными построениями.
Теоретическое объяснение наблюдаемого эффекта заключается в следующем. При ионно-имплантационном модифицировании азотом, углеродом и бором нитридо-, карбидо- и боридообразующих мишеней формируются слои, обогащенные кислородом и углеродом, захватываемыми с поверхности, и имплантируемым элементом. При постимплатационной термообработке в поверхностных слоях образуются в соответствии с диаграммами фазового состояния равномерно распределенные преципитаты. Дислокации при знакопеременном нагружении затормаживаются у преципитатов и образуют упорядоченную дислокационную систему полигонального типа.
Такая дислокационная структура, формируемая в поверхностных слоях, обусловливает повышение эксплуатационных характеристик деталей в целом.
Лопатки компрессора ГТД из сплава ВТ18У и ВТ9 на стадии финишной обработки были предварительно подвергнуты ионной имплантации азота с энергией 40 кэВ, плотностью тока 40 мкА/см2 и флюэнсом 1017 ион/см2 и постимплантационному отжигу при 450 - 550oC и давлении остаточных газов 5•10-3 Па в течение 2 ч. Затем детали подвергли знакопеременному высокочастотному нагружению при 20oC и частоте 1000 Гц на базе более 107 циклов.
На фиг. 1 и 2 представлена структура поверхностного слоя деталей из сплава ВТ18У и ВТ9, полученная с помощью метода просвечивающей электронной микроскопии тонких фольг. Толщина исследуемых слоев составляла 0 - 20 мкм и 20 - 40 мкм. Дислокационная структура характеризуется упорядочением полиэдрического типа. Испытания выносливости и длительной прочности лопаток компрессора ГТД показали повышение этих параметров на 12,5 и 15,5% соответственно.
Источники информации
1. Тушинский Л.И. Теория и технология упрочнения металлических сплавов. - Новосибирск: Наука, Сиб. отд. 1990.
2. Патент Российской федерации N 2007501, C 23 C 14/48, 1991.
3. Авторское свидетельство СССР N 1821495, C 23 C 14/32, 1990.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ ДЕТАЛИ ИЗ ТИТАНОВОГО СПЛАВА | 2017 |
|
RU2661294C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОВЕРХНОСТНЫХ СЛОЕВ ДЕТАЛЕЙ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА ПРИ ПОМОЩИ ЦИКЛА ИОННО-ЛУЧЕВЫХ ОБРАБОТОК | 1997 |
|
RU2132887C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТНЫХ СЛОЕВ ДЕТАЛЕЙ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 1996 |
|
RU2116378C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2117073C1 |
| СПОСОБ УПРОЧНЕНИЯ ЛОПАТОК МОНОКОЛЕСА ИЗ ТИТАНОВЫХ СПЛАВОВ | 2018 |
|
RU2685888C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЛОПАТОК БЛИСКА ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2018 |
|
RU2685890C1 |
| СПОСОБ УПРОЧНЕНИЯ ЛОПАТОК БЛИСКА ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2018 |
|
RU2685893C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЛОПАТОК МОНОКОЛЕСА ИЗ ТИТАНОВЫХ СПЛАВОВ | 2018 |
|
RU2685892C1 |
| СПОСОБ ИОННО-ИМПЛАНТАЦИОННОЙ ОБРАБОТКИ МОНОКОЛЕСА КОМПРЕССОРА С ЛОПАТКАМИ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2018 |
|
RU2680630C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2424887C2 |
Способ используется для обработки деталей, работающих в сложных условиях нагружения. Способ включает проведение ионной имплантации азотом, углеродом или бором с энергией 30 - 50 кэВ, плотностью тока 30 - 50 мкА/см2 и флюэнсом 1016 - 1018 ион/см2, постимплантационный отжиг при 450 - 550oC и давлении остаточных газов 10-3 - 5 • 10-3 Па в течение 1,5 - 3,5 ч, после чего на деталь воздействуют знакопеременной нагрузкой с числом циклов нагружения более 103 - 104 и напряжением, величину которого выбирают из условий работы деталей или равной 0,2 - 0,4 (Gпроч + Gтек), где Gпроч - предел прочности и Gтек - предел текучести материала детали. Способ позволяет повысить эксплуатационные свойства деталей за счет создания в поверхностных слоях дискретного распределения дислокаций. 2 ил.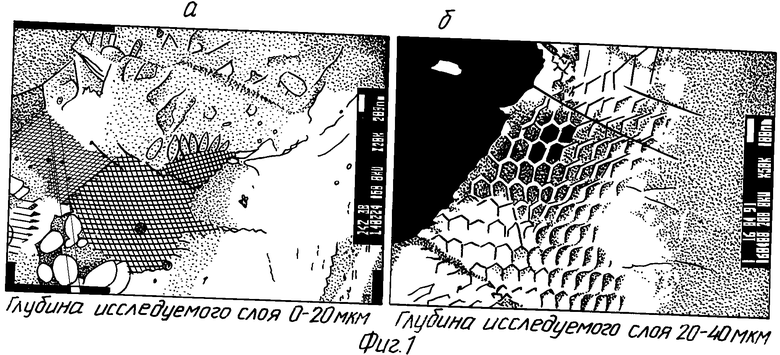
Способ упрочняющей обработки деталей из нитридо-, карбидо- и боридообразующих металлов, подвергнутых ионно-имплантационному модифицированию азотом, углеродом или бором, отличающийся тем, что сначала проводят ионно-имплантационное модифицирование, заключающееся в ионной имплантации азота, углерода или бора с энергией 30 - 50 кэВ, плотностью тока 35 - 50 мкА/см2 и флюэнсом 1016 - 1018 ион/см2 и в постимплантационном отжиге при температуре 450 - 550oC и давлении остаточных газов 10-3 - 5 • 10-3 Па в течение 1,5 - 3,5 ч, затем детали подвергают воздействию знакопеременной нагрузки с числом циклов нагружения более 103 - 104 и напряжением, величину которого выбирают из условий работы деталей или равной 0,2-0,4(Gпроч + Gтек), где Gпроч - предел прочности и Gтек - предел текучести материала детали.
| SU, авторское свидетельство СССР N 1821495, C 23 C 14/32, 1993. |
