Изобретение относится к способам модификации поверхности деталей из титановых сплавов путем ионного легирования с последующей термообработкой и может быть использовано при изготовлении изделий в машиностроительной, авиационной и других отраслях промышленности, которые эксплуатируются при высоких нагрузках и температурах.
Известен ряд способов модификации поверхности деталей посредством ионного легирования для решения задачи повышения эксплуатационных свойств изделий.
Способ, заключающийся в имплантации ионов азота или углерода с энергией E = 25 - 100 кэВ, плотностью тока I = 10 - 100 мкА/см2, дозой облучения D≥5•1017 ион/см2 [1].
Способ, обеспечивающий имплантацию ионов различных элементов на глубину, превышающую их проецированный пробег, что достигается при одновременном ионном легировании и облучении потоком электронов с энергией электронов, меньшей энергии порога дефектообразования [2].
Способ поверхностного легирования титана для повышения коррозионной стойкости путем ионной имплантации палладия с энергией E = 30 - 40 кэВ и дозой D = 1•1016 - 5•1017 ион/см2, кроме того, способ отличающийся тем, что предварительно имплантируют кислород с энергией E = 30 - 40 кэВ и дозой
D = 5•1017 - 1•1018 ион/см2, а затем палладий с энергией
E = 30 - 40 кэВ и дозой D = 5•1015 - 5•1016 ион/см2 [3].
Недостатком вышеперечисленных способов является невозможность обеспечения комплекса эксплуатационных характеристик на требуемом уровне из-за малой глубины проникновения ионов и, как следствие, недостаточной степени упрочнения модифицированной поверхности.
Для того, чтобы ликвидировать этот недостаток, предлагается способ обработки стальных изделий, включающий закалку и ионную имплантацию, где для повышения износостойкости изделий путем увеличения глубины модифицированного слоя, его микротвердости и производительности процесса, имплантацию проводят интенсивными импульсными пучками положительных ионов азота, или азота и водорода, или азота и гелия с энергией E = 10 - 20 кэВ, дозой
D = 2•1016 - 2•1017 ион/см2 при плотности тока I = 1 - 500 мА/см2 и длительности импульса тока ионов 1 - 20 A, определяемой следующим соотношением:
τи= (Tдоп-T)2•π•ρ•c•k/4•(I•E)2,
где
Tдоп - допустимая температура поверхности изделия;
T - начальная температура поверхности изделия;
ρ , c, k - соответственно плотность, удельная теплоемкость и коэффициент теплопроводности стали;
I и E - соответственно плотность тока и энергия ионов.
Кроме того, способ, отличающийся тем, что для дальнейшего повышения износостойкости за счет дальнейшего увеличения глубины модифицированного слоя, после имплантации проводят отпуск при θ = 520 - 700oC [4].
Недостатком указанного способа является нагрев поверхности обрабатываемого изделия, который является естественным следствием применения дорогостоящего технологического оборудования, работающего с высокими энергиями и плотностями тока и, соответственно, потребляющего много электрической энергии.
Наиболее близким техническим решением к заявляемому является способ, включающий ионную очистку поверхности, имплантацию ионов азота с энергией E = 40 - 100 кэВ, плотностью ионного тока
I = 1 - 5 мА/см2, дозой D = (1 - 2)•1019 ион/см2, затем имплантацию ионов бора или редкоземельных элементов с энергией E = 30 - 100 кэВ, плотностью ионного тока I = 20 - 100 мкА/см2, дозой D = 5•1016 - 1•1017 ион/см2 и, наконец, стабилизирующий отжиг при температуре θ = 450 - 650oC и давлении остаточных газов
p = (1 - 5)•10-3 Па в течение τ = 1,5 - 2 ч [5].
Недостатком прототипа является небольшая глубина проникновения ионов и, как следствие, небольшая степень упрочнения поверхности (HV/HVнеимпл = 1,3 - 1,5), которая не позволяет обеспечить целый комплекс эксплуатационных свойств на требуемом уровне.
Задача изобретения - повышение эксплуатационных свойств изделий из титановых сплавов за счет увеличения степени упрочнения поверхности.
Поставленная задача достигается тем, что в способе модификации поверхности титановых сплавов, по которому имплантируют ионы азота и проводят стабилизирующий отжиг, в отличие от прототипа, производят предварительную обработку ионами аргона с энергией E = 250 - 400 эВ, плотностью ионного тока I = 1 - 10 мА/см2 и дозой D = (1 - 2)•1019 ион/см2, затем ионами азота с энергией E = 250 - 400 эВ, плотностью ионного тока I = 10 - 40 мА/см2, дозой D = (1 - 2)•1019 ион/см2.
Пример конкретной реализации способа
Механически полированные образцы из сплавов ВТ6 (Ti - 6% Al - 4% V) облучались на ионно - плазменном ускорителе "ВИТА" [6] потоками низкоэнергетичных (E = 300 эВ) и высокоэнергетичных (E = 30 - 40 кэВ) ионов азота. С целью активизации сорбционных процессов на поверхности и изучения влияния радиационных дефектов при последующем ионном легировании ряд образцов из сплава ВТ6 подвергался предварительной бомбардировке ионами аргона (E = 300 эВ). Нагрев мишени осуществлялся за счет выделяющейся на ней мощности ионного пучка и поддерживался на уровне θ = 300oC.
Сущность способа поясняется чертежами 1 и 2.
На фиг. 1 изображено изменение микротвердости по Виккерсу в зависимости от нагрузки для сплава ВТ 6 с мелкозернистой структурой при различных способах облучения ионами аргона и азота с энергией E = 30 кэВ и E = 300 эВ при температуре θ = 300oC:
1 - Ar+ 300 эВ, 5 мА/см2, 1•1019 ион/см2 + N
2 - Ar+ 300 эВ, 5 мА/см2, 1•1019 ион/см2 + N
3 - N
4 - N
5 - N
6 - N+ 40 кэВ, 10 мкА/см2, 1•1017 ион/см2,
7 - немодифицированный образец.
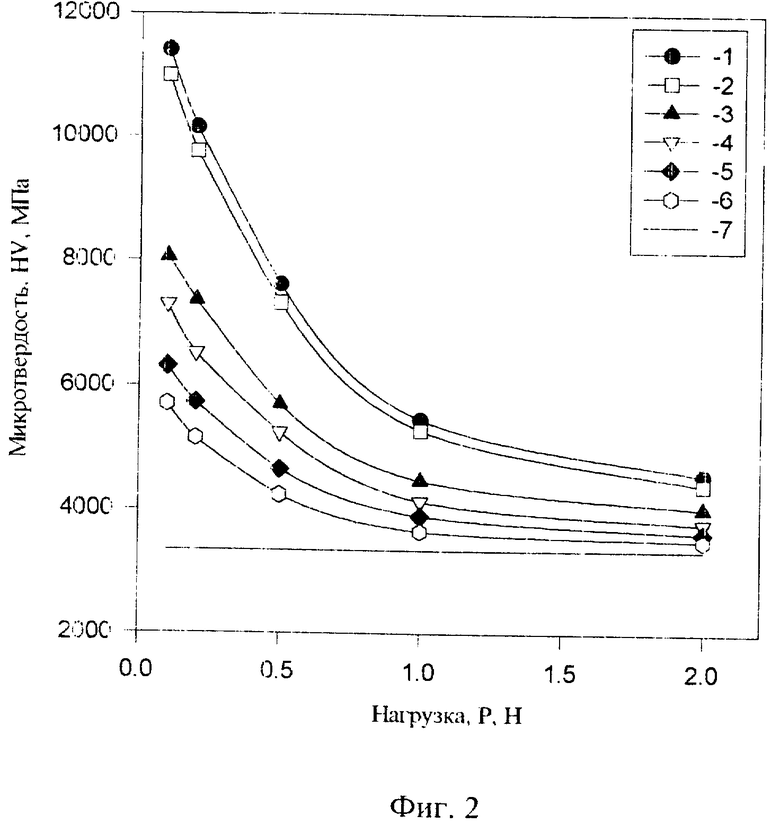
На фиг. 2 изображено изменение микротвердости по Виккерсу в зависимости от нагрузки для сплава ВТ 6 с мелкозернистой структурой при различных способах облучения ионами аргона и азота с энергией E = 30 кэВ и E = 300 эВ при температуре θ = 300oC. Режимы обработки аналогичны режимам, приведенным на фиг. 1 с добавлением постимплантационного отжига.
Измерения производились при различных нагрузках с учетом того, что по глубине проникновения индентора можно в некоторой степени судить о толщине модификационного слоя.
Анализ фиг. 1 позволяет сделать следующие выводы:
1. Имплантация ионов азота с энергией E = 40 кэВ, плотностью тока I = 10 мкА/см2 и дозой D = 1•1017 ион/см2 является малоэффективной из-за невысокой степени упрочнения поверхностного слоя (HV/HVнеимпл = 1,3 при P = 0,1 H), кривая 6.
2. Облучение интенсивным потоком низкоэнергетичных ионов азота (E = 300 эВ), генерируемых плазменным ускорителем, входящим в комплект установки "ВИТА", обеспечивает увеличение микротвердости в ≈ 2 раза, кривая 5, по сравнению с имплантацией ионов азота с энергией E = 40 кэВ.
3. Последовательная обработка низкоэнергетичными и высокоэнергетичными ионами азота позволяет дополнительно повысить степень упрочнения за счет увеличения концентрации азота в приповерхностном слое, кривая 4.
4. Обработка высокоэнергетичными, а затем низкоэнергетичными ионами азота приводит еще к более существенному увеличению микротвердости, кривая 3. Это свидетельствует о влиянии предварительно наведенных радиационных дефектов и имплантированного азота при последующей обработке потоком низкоэнергетичных ионов.
Созданная обработкой высокоэнергетичными ионами (E = 30 кэВ, I = 10 мкА/см2, D = 1•1017 ион/см2) дислокационная структура способствует более глубокому проникновению имплантируемых затем низкоэнергетичных ионов азота (E = 300 эВ, I = 10 мА/см2, D = 2•1019 ион/см2).
5. Максимальное упрочнение (HV/HVнеимпл = 3,3 при P = 0,1 H), кривая 1, получено при последовательной обработке сплава ВТ6 ионами аргона и азота с энергией E = 300 эВ, плотностями ионного тока I = 5 мА/см2 и I = 20 мА/см2, дозами D = 1•1019 ион/см2 и D = 2•1019 ион/см2 соответственно.
Предварительная бомбардировка интенсивным пучком аргона с энергией E = 300 эВ оказывает тот же эффект, что и предварительная имплантация ионов азота с энергией E = 30 кэВ (см. пункт 4), но сильное влияние на упрочнение титанового сплава при последующей обработке низкоэнергетичными ионами азота свидетельствует о важной роли наряду с образованием дислокационной структуры в приповерхностном слое, поверхностных эффектов, связанных с сорбционными процессами, которые активирует аргоновая плазма.
6. Не обнаруживается, что дополнительная имплантация ионов азота с энергией E = 30 кэВ, кривая 2, оказывает влияние на увеличение степени упрочнения поверхности. Отмечается небольшое падение микротвердости, что вероятно, обусловлено дальнейшей перестройкой дефектов решетки появлением дополнительных вакансий, пор, межузельных атомов, способствующих аннигиляции несовершенств и разупрочнению, а также проявлением нежелательного эффекта распыления поверхности обрабатываемого образца.
Постимплантационная обработка - отжиг при θ = 540oC в вакууме p = 3•10-3 Па в течение τ = 2 ч. Обработка служит для стабилизации структурно-фазового состояния и для повышения жаростойкости изделия. Отжиг приводит к увеличению микротвердости в среднем на 6 - 8% по сравнению с неотожженным состоянием (см. фиг. 2) за счет довыделения на поверхности новых фаз (TixNy, TixNyCz, TixOyCzNh), образующихся при ионном легировании.
Данное изобретение позволяет повысить эксплуатационные характеристики изделий из титановых сплавов за счет повышения степени упрочнения поверхности методом ионного легирования, кроме того, изобретение позволяет упростить и удешевить технологический процесс упрочения поверхности изделий, поскольку в нем не используются дорогостоящие ионные источники, работающие с высокими энергиями.
Источники информации:
1. Комаров Ф.Ф. Ионная имплантация в металлы. - М.: Металлургия, 1990, 216 с.
2. Авторское свидетельство СССР N 1593288 МКИ5 C 23 C 14/48. Способ ионного легирования. Опубликовано 23.07.92. Бюл. N 27.
3. Авторское свидетельство СССР N 1086827 МКИ C 23 C 14/48. Способ поверхностного легирования титана. Опубликовано 15.04.86.
4. Авторское свидетельство СССР N 1670968 МКИ5 C 23 C 14/48. Способ обработки стальных изделий. Опубликовано 30.12.93. Бюл. N 47 - 48.
5. Патент РФ N 2007501 МКИ5 C 23 C 14/48. Способ модификации поверхности жаропрочных сплавов. Опубликован 15.02.94. Бюл. N 3.
6. Смыслов А.М. и др. Повышение эксплуатационных свойств лопаток компрессора из титановых сплавов ионным модифицированием поверхности на установке "ВИТА". // Авиационная промышленность N 5, 1992. с. 24 - 26.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОВЕРХНОСТНЫХ СЛОЕВ ДЕТАЛЕЙ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА ПРИ ПОМОЩИ ЦИКЛА ИОННО-ЛУЧЕВЫХ ОБРАБОТОК | 1997 |
|
RU2132887C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2470091C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТНЫХ СЛОЕВ ДЕТАЛЕЙ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 1996 |
|
RU2116378C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ЖАРОПРОЧНЫХ СПЛАВОВ | 1991 |
|
RU2007501C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛОВ И ИХ СПЛАВОВ | 1992 |
|
RU2039126C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ НИТРИДО-, КАРБИДО- И БОРИДООБРАЗУЮЩИХ МАТЕРИАЛОВ, ПОДВЕРГНУТЫХ ИОННО-ИМПЛАНТАЦИОННОМУ МОДИФИЦИРОВАНИЮ АЗОТОМ, УГЛЕРОДОМ ИЛИ БОРОМ | 1997 |
|
RU2117072C1 |
| СПОСОБ ИОННО-ИМПЛАНТАЦИОННОЙ ОБРАБОТКИ МОНОКОЛЕСА КОМПРЕССОРА С ЛОПАТКАМИ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2018 |
|
RU2680630C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЛОПАТОК МОНОКОЛЕСА ИЗ ТИТАНОВЫХ СПЛАВОВ | 2018 |
|
RU2685892C1 |
| Способ электроискрового легирования лопаток из титановых сплавов паровых турбин ТЭЦ и АЭС | 2020 |
|
RU2744005C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЛОПАТОК БЛИСКА ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2018 |
|
RU2685890C1 |
Изобретение носится к способам упрочнения поверхности деталей из титановых сплавов путем ионного легирования с последующей термообработкой и может быть использовано для обработки поверхности изделий, эксплуатируемых при высоких нагрузках, в частности, титановых лопаток компрессора ГТД. Способ позволяет улучшить эксплуатационные характеристики деталей из титановых сплавов. Поставленная задача реализуется путем последовательной обработки пучками ионов аргона с энергией 250 - 400 эВ, плотностью ионного тока 1 - 10 мА/см2 и дозой (1 - 2) • 1019 ион/см2, ионов азота с энергией 250 - 400 эВ, плотностью ионного тока 10 - 40 мА/см2, дозой (1 - 2) • 1019 ион/см2 и последующего стабилизирующего отжига при 450 - 600oC в вакууме (1 - 5) • 10-3 Па в течение 1,5 - 2 ч. 2 ил.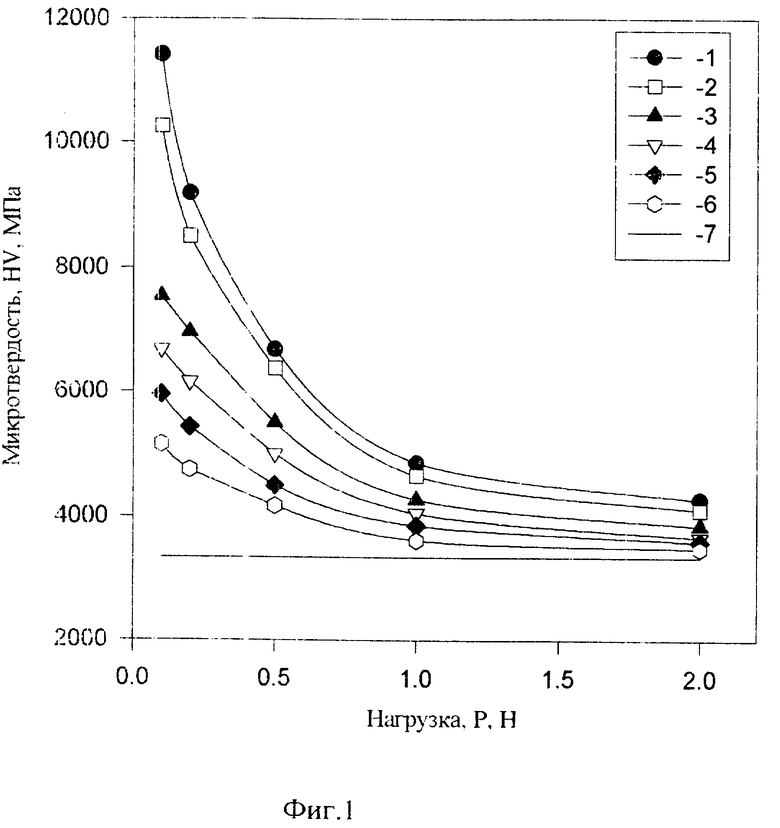
Способ модификации поверхности титановых сплавов, по которому имплантируют ионы азота и проводят стабилизирующий отжиг, отличающийся тем, что производят предварительную обработку ионами аргона с энергией 250 - 400 эВ, плотностью ионного тока 1 - 10 мА/см2 и дозой (1 - 2) • 1019 ион/см2, затем имплантируют ионы азота с энергией 250 - 400 эВ, плотностью ионного тока 10 - 40 мА/см2 и дозой (1 - 2) • 1019 ион/см2.
| RU, патент, 2007501, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
