Изобретение относится к общему машиностроению и, в частности, может быть использовано в энергомашиностроении при конструировании соединительных муфт турбин, генераторов, электромашин, насосов и т.п.
Функции соединительных муфт жесткого (полужесткого) типа:
- обеспечение постоянства сборки, понимаемое как максимальное совпадение геометрических осей соединяемых роторов, сохраняющееся при всех условиях эксплуатации, в том числе и таких экстремальных, как значительные (в 5 - 10 раз) перегрузки по крутящему моменту на валу (например, при несинхронных автоматических повторных включениях генераторов, внезапных коротких замыканиях и т.п.);
- передача крутящего момента на валу, например, турбины, которая осуществляется в значительней мере за счет сил трения между прилегающими друг к другу поверхностями полумуфт, усилие на которые обеспечивает затяжка соединительных болтов (шпилек) муфты.
Для современных конструкций муфт, осуществляющих указанные функции, характерно наличие существенного противоречия между 2-мя требованиями:
- обеспечение постоянства сборки полумуфт,
- предотвращение повреждения посадочных поверхностей соединительных болтов (шпилек) и отверстий в полумуфтах ври последующих (послемонтажных) разборках - сборках.
В известных [1] и наиболее широко применяемых в настоящее время конструкциях жестких (полужестких) муфт для соединения быстровращающихся (рабочая скорость - 3000 min-1 и более) роторов энергооборудования, состоящих из двух полумуфт с круглыми цилиндрическими отверстиями, соосность которых обеспечивается окончательной обработкой (расточкой, развертыванием) в собранном состоянии, фиксирующем совпадение осей соединяемых роторов, из установленных в этих отверстиях точных соединительных болтов (шпилек) с правильной цилиндрической посадочной поверхностью и минимальными посадочными зазорами (при монтажной сборке выполняется индивидуальная подгонка), а также из гаек, шайб, деталей стопорения и т.п., обеспечить одновременное соблюдение указанных требований не удается.
В тех конструкциях [2], где за счет индивидуальной подгонки обеспечиваются величины посадочных зазоров в пределах 0 - 20 мкм на диаметр (диапазон диаметров отверстий для муфт крупных турбин 40 - 80 мм), повторяемость сборки обеспечивается (для турбин с рабочей скоростью 3000 min-1 допуск на несоосность порядка 15 мкм), однако практика показывает, что при послемонтажных разборках-сборках, несмотря на разнообразные технологические приемы (например, применение специальных смазок), неизбежно "схватывание" металла болтов и отверстий, задиры их посадочных поверхностей и, как результат, потеря формы и необходимость повторной обработки поверхностей, замены болтов на новые с большим диаметром посадочной части и т.д.
В тех конструкциях, где допуск на посадочный зазор расширен до 40 мкм [3] , по причинам, изложенным выше, происходят повреждения болтов и отверстий, у которых посадочный зазор выполнен по нижнему пределу поля допусков: 20 мкм, а увеличенные до 40 мкм посадочные зазоры не обеспечивают требование повторяемости сборки. Указанное противоречие преодолевается различными способами. Например [4] , для совмещения осей применяют специальные болты (или шпильки), конструкция которых обеспечивает установку их в отверстие с минимальным диаметром посадочной поверхности, затем осуществляют увеличение посадочного диаметра, благодаря затяжке составной конструкции болта (шпильки) и аксиальному перемещению оболочки с внутренней конусной поверхностью по конусному центральному стержню; применяются и другие конструкции, основанные на том же принципе (изменении посадочного диаметра соединительного болта, имеющего форму правильного кругового цилиндра). Сложность конструкции составных болтов (шпилек), необходимость применения при сборке специальных (например, гидравлических) приспособлений существенно ограничивают применение муфт указанной конструкции.
В качестве прототипа нами выбрана муфта комбинированной [5] конструкции, включающая в себя две фланцевые жесткие полумуфты и соединительные болты, устанавливаемые в отверстия во фланцах полумуфт, в которой часть болтов, имеющих посадочную поверхность, выполненную в форме прямого усеченного конуса, установлена в отверстия с посадочной поверхностью такой же (конусной) формы и обеспечивает совпадение геометрических осей роторов, а другая группа болтов, установленных попеременно с конусными, имеет цилиндрическую форму посадочных поверхностей и обеспечивает стягивание полумуфт друг с другом и передачу крутящего момента за счет трения между фланцами.
Способ сборки такой муфты заключается в следующем:
1) устанавливают полумуфты в положение, соответствующее сначала приблизительному, затем более точному совпадению отверстий, имеющих одинаковую маркировку;
2) устанавливают в 2-4 цилиндрических отверстия технологические (свободные) болты;
3) стягивают полумуфты до взаимного соприкосновения фланцев;
4) в конусные отверстия устанавливают (комплектно) штатный крепеж;
5) затяжкой конусных болтов обеспечивают точное совпадение осей роторов;
6) в цилиндрические отверстия устанавливают штатный крепеж, заменяя технологические (где они были установлены) свободные болты;
7) затяжка цилиндрических болтов до полного (контроль) напряжения;
8) подтяжка конусных болтов;
9) стопорение крепежа от самоотвертывания.
Простое перечисление выполняемых операций (9) и необходимость выполнения их именно в указанной последовательности во избежание поломок и брака служит достаточной характеристикой повышенной сложности сборки муфты комбинированной конструкции. Недостатком комбинированной конструкции муфт является также то обстоятельство, что в зоне установки конусных болтов теряется часть сил трения между фланцами, т.е. снижается величина передаваемого трением крутящего момента, а цилиндрические соединительные болты не обеспечивают сохранение точного центрирования при ударных перегрузках агрегата по крутящему моменту (при неточных АПВ, внезапных К.З. и т.п.). Это приводит к возрастанию вибрации, необходимости остановок для исправления соединения и, в отдельных случаях, к поломкам и отказам оборудования.
Целью предлагаемого изобретения является повышение долговечности муфты за счет обеспечения повторяемости сборки и наибольшей сопротивляемости ударным перегрузкам.
Указанная цель достигается тем, что в предлагаемой муфте для соединения роторов, включающей в себя две фланцевые жесткие полумуфты и соединительные болты, устанавливаемые в отверстия во фланцах полумуфт, боковые посадочные поверхности отверстий и болтов представляют собой цилиндры некруговой формы, поперечные сечения которых подобны друг другу, а размеры соответствуют следующему соотношению:
Δ = Dmax-dmax= Dmin-dmin, ,
где
Δ - посадочный зазор,
Dmax - диаметр окружности, описанной вокруг поперечного сечения посадочной поверхности отверстия,
Dmin - диаметр окружности, вписанной в поперечное сечение посадочной поверхности отверстия,
dmax - диаметр окружности, описанной вокруг поперечного сечения посадочной поверхности болта,
dmin - диаметр окружности, вписанной в поперечное сечение посадочной поверхности болта.
Наиболее простым является выполнение поперечных сечений посадочных поверхностей отверстий и болтов в виде эллипсов, тогда Dmax и Dmin - большой и малый диаметры эллиптической посадочной поверхности отверстий полумуфт, а dmax и dmin - большой и малый диаметры эллиптической посадочной поверхности соединительных болтов.
Указанная цель достигается также за счет того, что предлагаемую муфту собирают так, что при установке болтов в отверстия полумуфт совмещают центры и оси симметрии их поперечных сечений, а затем разворачивают болты относительно отверстий на угол ϕ = 360/2z , обеспечивая тем самым натяг, равный δ = dmax-Dmin, где z - количество выступов или впадин на периметре поперечного сечения цилиндрической некруговой поверхности болта и отверстия, например, для эллипса, равное двум.
В отличие от всех описанных выше конструкций, включая "комбинированную", предлагаемая конструкция обеспечит:
- максимальное (для заданных габаритов муфты) использование сил трения для передачи крутящего момента в стационарных условиях;
- максимальное сохранение центрирования осей соединяемых роторов, в том числе и в условиях ударных перегрузок, т.к. в рабочем состоянии (фиг. 2а) все болты муфты имеют одинаковую жесткость и прочность на срез и одинаково сопротивляются перегрузкам;
- исключаются повреждения поверхностей отверстий и соединительных болтов, т.к. при установке болтов в отверстия между ними гарантируется зазор Δ 2 мкм на сторону.
На фиг. 1 изображено соединение 2-х роторов (сами роторы условно не показаны) жесткой фланцевой муфтой, основными деталями которой являются:
1 - полумуфта одного из роторов (например, турбинного),
2 - полумуфта другого ротора (например, ротора генератора),
3 - соединительный болт,
4 - гайка для затяжки болта,
5 - шайба.
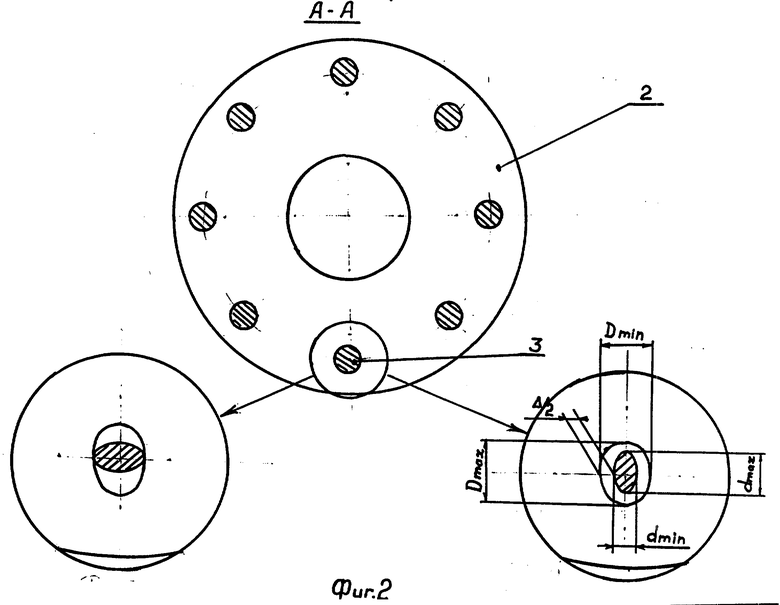
На фиг. 2 показано сечение муфты на плоскости A-A в увеличенном масштабе для случая выполнения поперечных сечений в виде эллипсов, сечение соединительного болта и его расположение относительно радиальной оси симметрии отверстия в 2 ситуациях:
а) в рабочем состоянии (в конце сборки),
б) в начале сборки,
Δ - посадочный зазор,
Dmax, Dmin - большой и малый диаметры поперечного сечения посадочных поверхностей отверстий полумуфт;
dmax, dmin - большой и малый диаметры поперечного сечения посадочных поверхностей соединительных болтов.
Указанные преимущества обеспечиваются за счет того, что посадочным поверхностям отверстий, обрабатываемым начисто после совмещения с максимальной точностью осей полумуфт и роторов и сборки свободными (технологическими) болтами, временно установленными в несколько (20-30%) отверстий (и затем заменяемые на постоянные), в ходе чистовой обработки (например, протяжкой) придается форма некругового (например, эллиптического) цилиндра. Такая же форма придается посадочной поверхности соединительных болтов, причем при совмещении выступов болтов с впадинами отверстий между посадочными поверхностями обеспечивается посадочный зазор Δ , исключающий заедание или задиры этих поверхностей как при установке болтов на полную длину, так и при их выемке. Затяжкой в этом положении нескольких болтов обеспечивается контакт между фланцами полумуфт. Затем незатянутые болты разворачивают на угол ϕ = 360/2z, где z - количество выступов (или впадин) на периметре поперечного сечения цилиндрической поверхности.
Для эллипса z = 2 угол ϕ = 360/2z.
За счет того, что при чистовой обработке посадочных поверхностей отверстий и болтов соблюдены соотношения:
Dmax - dmax = Dmin - dmin = Δ
dmax= Dmin+δ ,
между посадочными поверхностями отверстий и болтов после поворота болтов на угол ϕ = 360/2z образуется контакт с натягом δ и обеспечивается совмещение осей полумуфт и напряжение болтов на сдвиг при передаче крутящего момента. После этого обеспечивается подтяжка развернутых болтов, ослабление и поворот ранее затянутых болтов и выполняется окончательная затяжка всех соединительных болтов до требуемых величин растягивающего усилия (контроль по удлинениям болтов или углам затяжки гаек), тем самым обеспечивается передача крутящего момента через трение между поверхностями фланцев полумуфт за счет затяжки всех соединительных болтов; при ударных перегрузках все болты одновременно испытывают напряжение на срез.
При разборке муфты осуществляют полное ослабление затяжки гаек, поворот болтов на угол ϕ = 360/2z в первоначальное (соответствующее установке) положение, затем снятие гаек, шайб и выемку болтов из отверстий полумуфт. Ввиду наличия при этом посадочного зазора Δ между посадочными поверхностями отверстий и болтов какие-либо заедания и повреждения поверхностей исключаются. Для ориентирования в угловом положении выступов и впадин посадочных поверхностей целесообразно на наружные поверхности полумуфт и головки болтов наносить соответствующие маркировки.
Численные величины диаметров, зазора Δ, натяга δ определяются при расчете конструкции. На основании имеющегося опыта можно утверждать, что при отсутствии расцентровок осей роторов и при установке, снятии болтов заедание посадочных поверхностей может быть исключено при величинах посадочного зазора > 40 мкм.
Предлагаемая конструкция муфты избавлена от недостатков, присущих описанным выше аналогам, позволяет снять противоречие между требованиями повторяемости сборки и неповреждаемости контактирующих поверхностей отверстий и болтов. Используются шайбы и гайки традиционной конструкции, болты не составные, при сборке-разборке не требуется охлаждения, нагрева, применения каких-либо спецприспособлений.
Ввиду того, что в предлагаемой муфте все соединительные болты имеют одинаковое конструктивное исполнение, она обладает преимуществом по отношению к конструкциям с комбинацией "центрирующих" и "стягивающих" болтов (шпилек), поскольку при передаче стационарного крутящего момента она сможет развить большую силу трения между фланцами, а при внезапном приложении перегрузочных моментов маловероятно смещение осей соединяемых роторов, т.к. все болты имеют одинаковую жесткость и прочность на срез и одинаково сопротивляются перегрузкам.
Для реализации предлагаемой конструкции потребуется для окончательной обработки отверстий использовать инструмент, традиционно применяемый в других областях машиностроения: протяжку, имеющую некруглое (например, эллипсное) сечение; соединительные болты можно будет обрабатывать традиционным способом (на токарном станке), но с использованием специального приспособления.
Источники информации.
1. Трухний А.Д. и Лосев M. Стационарные паровые турбины. М.: Энергоиздат, 1981, c. 123-126.
2. УДК б21.165.002.72 (08396). Инструкция по монтажу паровых турбин Ленинградского металлического завода имени XXII съезда КПСС. M.: Информэнерго, 1974, с. 62.
3. Паротурбинные установки атомных электростанций./Под редакцией Ю.Ф. Косяка. М.: Энергия, 1978, с. 68.
4. The SKF Supergrip bolt for steam turbine couplings OVAKO steel couplings AB, 1994.
5. Орлов П.И. Основы конструирования. Кн. 2, М.: Машиностроение, 1972, с. 274-280.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ВАЛОВ ФЛАНЦЕВЫМИ ПОЛУМУФТАМИ С СОЕДИНИТЕЛЬНЫМИ ПРИЗОННЫМИ БОЛТАМИ | 1995 |
|
RU2087290C1 |
| МНОГОЦИЛИНДРОВАЯ ТУРБИНА СО ВСТРЕЧНО ОРИЕНТИРОВАННЫМИ ВЫХЛОПНЫМИ ЧАСТЯМИ ЦИЛИНДРОВ ВЫСОКОГО И СРЕДНЕГО ДАВЛЕНИЯ | 1998 |
|
RU2150008C1 |
| ЛЕПЕСТКОВАЯ МУФТА | 1995 |
|
RU2112160C1 |
| МУФТА | 1996 |
|
RU2096105C1 |
| СПОСОБ ЗАТЯЖКИ КРЕПЕЖНЫХ ШПИЛЕК ФЛАНЦЕВОГО СОЕДИНЕНИЯ | 2000 |
|
RU2181078C2 |
| ЭЛЕКТРОИЗОЛИРУЮЩЕЕ ФЛАНЦЕВОЕ СОЕДИНЕНИЕ | 1993 |
|
RU2076985C1 |
| КРЕПЛЕНИЕ ДИСКА ТУРБОМАШИНЫ К ВАЛУ | 1992 |
|
RU2042832C1 |
| СОЕДИНЕНИЕ ДЕТАЛЕЙ ТУРБОМАШИНЫ | 1992 |
|
RU2057949C1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА ВЕТОХИНА "ЭМВ" | 1994 |
|
RU2065656C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ УГЛОВОГО ВЗАИМОПОЛОЖЕНИЯ ВЕДУЩЕГО И ВЕДОМОГО ВАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2088777C1 |
Изобретение относится к общему машиностроению и может быть использовано в энергомашиностроении при конструировании соединительных муфт турбин, генераторов и др. Муфта включает две фланцевые жесткие полумуфты и соединительные болты, устанавливаемые в отверстия во фланцах полумуфт, посадочные поверхности отверстий и болтов представляют собой цилиндры некруглой формы, например эллипсы, поперечные сечения которых подобны друг другу, а размеры соответствуют соотношению: Δ = Dmax-dmax=Dmin-dmin, где Δ - посадочный зазор, причем сборку муфты осуществляют так, чтобы при установке болтов центры и оси симметрии поперечных сечений болтов и отверстий совпали, а затем разворачивают болты относительно отверстий на угол ϕ = 360/2Z, где Z для эллипса = 2, обеспечивая натяг: δ = dmax-Dmin, где Dmax, Dmin - большой и малый диаметры эллиптической посадочной поверхности отверстий полумуфт; dmax, dmin - большой и малый диаметры эллиптической посадочной поверхности отверстий соединительных болтов. Предлагаемая конструкция и способ ее сборки позволяют повысить долговечность муфты за счет обеспечения повторяемости сборки и наибольшей сопротивляемости ударным перегрузкам. 2 с. и 1 з. п. ф-лы, 2 ил.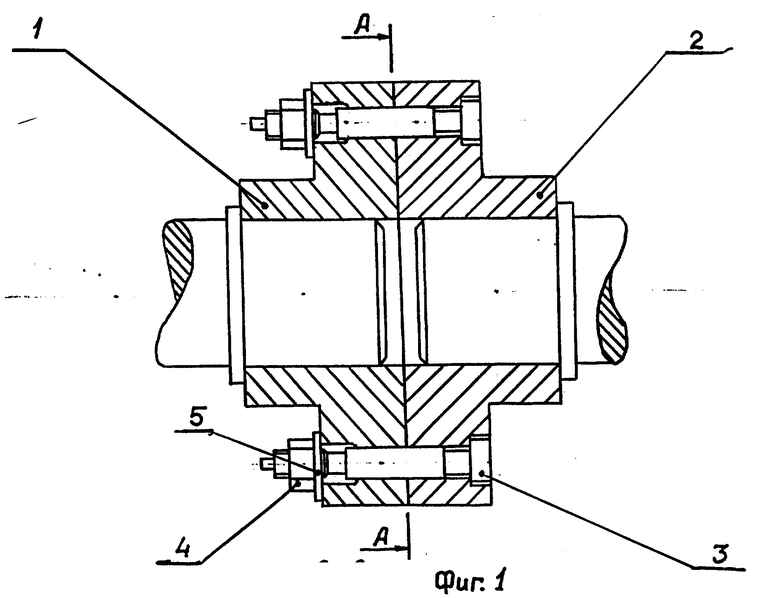
Δ = Dmax-dmax= Dmin-dmin,
где Δ - посадочный зазор;
Dmax - диаметр окружности, описанный вокруг поперечного сечения посадочной поверхности отверстия;
Dmin - диаметр окружности, вписанной в поперечное сечение посадочной поверхности отверстия;
dmax - диаметр окружности, описанной вокруг поперечного сечения посадочной поверхности болта;
dmin - диаметр окружности, вписанной в поперечное сечение посадочной поверхности болта.
| Орлов П.И | |||
| Основы конструирования, кн | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Машиностроение, 1972, с | |||
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1920 |
|
SU274A1 |
