Изобретение относится к способу соединения термопластиковых труб с муфтами.
Известен способ соединения термопластиковой трубы с муфтой, содержащей трубчатую вставку с наружными кольцевыми выступами, разделенными кольцевыми канавками, и трубчатую втулку, включающий введение вставки в концевой участок трубы.
Известный способ соединения термопластиковой трубы с муфтой предусматривает надевание втулки на трубу и ее продвижение в направлении от конца трубы, причем внутренний диаметр втулки, по крайней мере, такой же как и наружный диаметр трубы, причем внутренний диаметр трубы в разъемном положении меньше наружного диаметра вставки, поэтому при введении вставки наружный диаметр конца трубы вокруг вставки увеличивается и становится больше внутреннего диаметра втулки, а также перемещение с усилием втулки на конец трубы так, что этот конец прочно зажимают между вставкой и втулкой.
В соответствии с указанным способом внутренний диаметр втулки, по крайней мере, такой же как и наружный диаметр трубы в их разъемном положении.
Недостатком известного способа соединения термопластиковой трубы с муфтой является то, что поскольку наружный диаметр вставки достаточно больше внутреннего диаметра трубы в их разъемном положении, в данном случае требуется существенное растяжение трубы при принудительном размещении вставки в конец трубы. Кроме того, втулку необходимо заранее надевать на конец трубы, чтобы затем установить на наружном диаметре трубы в их положении разъема.
Когда термопластиковую трубу соединяют с муфтой, трубу обжимают между втулкой, имеющей внутренний диаметр, равный или больше наружного диаметра трубы, и вставкой, наружный диаметр которой больше внутреннего диаметра трубы.
Задачей изобретения является создание такого способа соединения термопластиковой трубы с муфтой, который обеспечивает полностью герметичную сборку, а соединение между трубой и вставкой выполняют достаточно прочным настолько, чтобы предотвратить свободное вытягивание трубы из муфты под влиянием нагрузок, воздействующих при ее использовании.
Технический результат поставленной задачи достигается тем, что способ соединения термопластиковой трубы с муфтой включает осуществление относительного захода друг в друга втулки и трубы, причем максимальный внутренний диаметр втулки меньше наружного диаметра трубы, для обеспечения сужения трубы при перемещении по ней втулки с последовательным восстановлением ее формы и образованием концевого участка трубы, который не сужен втулкой, введение вставки в концевой участок трубы и перемещение втулки к концу трубы до достижения обжатия концевого участка трубы между выступами на вставке и втулкой.
Для обеспечения упора вставки в ее заплечик последнюю вводят в концевой участок трубы.
При этом канавка вставки, расположенная смежно с заплечиком, выполнена шире, чем другая канавка вставки.
Целесообразно втулку перемещать к концу трубы до тех пор, пока она не упрется в заплечик вставки.
Предпочтительно максимальный наружный диаметр выступов трубчатой вставки выполнять не больше минимального внутреннего диаметра трубы.
Кроме того, целесообразно максимальный наружный диаметр выступов трубчатой вставки выполнять больше минимального внутреннего диаметра трубы, при этом введение вставки не вызывает достаточного растяжения трубы настолько, чтобы вызвать в любой арматуре трубы нежелательные напряжения растяжения или вызвать любое нежелательное напряжение растяжения в трубе, не имеющей какой-либо арматуры.
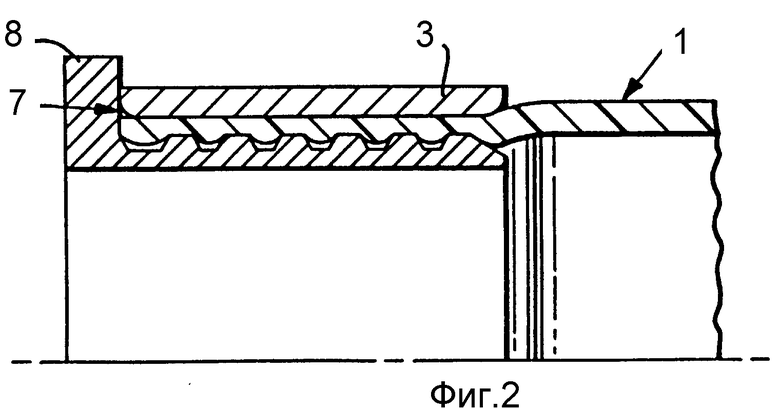
На фиг. 1 - показан этап осуществления способа; на фиг. 2 - труба в сборе с муфтой.
На фиг. 1 показана термопластиковая труба 1, как правило, армированная трубы, но не обязательно, через конец 2 которой на нее надета трубчатая втулка 3. Наибольший внутренний диаметр втулки 3 меньше наружного диаметра трубы 1 в их разъемном положении. Продвижение втулки 3 вдоль трубы 1 в направлении стрелки 4 от конца 2 вызывает сужение трубы 1. Втулка 3 внутри у каждого конца скошена или скруглена.
После прохождения втулки 3 труба восстанавливает или почти восстанавливает свой первоначальный диаметр и затем, когда втулка 3 займет свое окончательное положение, образуется восстановленный по форме концевой участок 5 трубы 1, не суженный втулкой 3.
На фиг. 1 показана также трубчатая вставка 6, которая вместе с втулкой 3 образует муфту, и которая имеет наружный кольцевой заплечик 7, являющийся частью кольцевого фланца 8. Фланец 8 может быть соединен непосредственно посредством свободного фланца (не показан), который имеет сквозные отверстия, позволяющие крепить свободный фланец и вставку 6 (с трубой 1) к другому фланцу (не показан), являющемуся частью другой конструкции (не показана) такой, как трубопровод или установка, или устройство, с которым необходимо соединить трубу 1.
В варианте конструкции (не показан) фланец 8 может быть отдельной деталью, приваренной к вставке 6. Заплечик 7 может составлять одно целое с вставкой 6 или может составлять одно целое с фланцем 8, как например, в настоящем случае.
Фланец как таковой в другом варианте (не показан) может целиком отсутствовать, но все же он необходим для поддержания заплечика 7.
Вставка 6 имеет кольцевые выступы 9, которые разделены кольцевыми канавками 10, 11. Каждая канавка 10, 11 имеет предпочтительно трапецеидальную форму. Канавка 11, непосредственно смежная с заплечиком, выполнена шире другой канавки 10.
Для облегчения введения вставки 6 в конец 2 трубы 1 конец вставки, противоположный фланцу 8, имеет наружную конусность 12.
Максимальный наружный диаметр D вставки, измеренный в указанном на фиг. 1 месте, предпочтительно не больше внутреннего диаметра R восстановленного по форме концевого участка 5 трубы. Внутренний диаметр R будет вероятно немного меньше внутреннего диаметра трубы 1, не суженой втулкой 3. Если максимальный диаметр D вставки будет больше внутреннего диаметра R трубы 1, то в этом случае это предотвратит нежелательное напряжение растяжения в любой арматуре, которую может иметь труба 1, или нежелательное напряжение растяжения в неармированной трубе 1.
В соответствии со следующим этапом осуществления способа, показанного на фиг. 1, вставку 6 вводят в конец 2 трубы 1 до его упора в заплечик 7. Затем втулку 3 перемещают к концу 2 трубы 1 предпочтительно до ее упора в заплечик 7.
Втулка 3 снова сузит концевой участок 5 трубы 1, который будет обжат между выступами 9 и втулкой 3. Некоторое количество материала трубы 1 на участке между вставкой 6 и втулкой 3 "потечет", т.е. деформируется под очень высокими нагрузками, создаваемыми втулкой 3 и заполнит канавки 10, 11.
Любое наращивание материала по мере перемещения втулки 3 до упора в заплечик 7 предотвращается путем обеспечения более широкой канавки 11.
Этот способ применяется ко всем трубам, включая газовые, водопроводные, нефтяные трубы, трубы для стоков и химических веществ.
Вставку 6 и втулку 3 выполняют из стали или какого-то другого прочного материала. В варианте конструкции (не показана) вставка 6 может быть выполнена снаружи конической с уменьшением диаметра в направлении от заплечика 7.
Для облегчения сборки трубы 1 с втулкой 3 и вставкой 6 может быть использовано соответствующее устройство (не показано).
Может быть использован трубчатый элемент, который охватывает втулку 3 в процессе ее перемещения в направлении стрелки 4.
Трубчатый элемент (он должен быть разъемным для возможности его снятия с трубы 1 после использования) может использоваться в течение отвода втулки 3 назад к концу трубы 1 после введения вставки 6.
Как вариант, вставка и труба могут принудительно перемещаться в направлении стрелки 4, в то время как втулка 3 удерживается на месте.
Способ соединения термопластиковой трубы с муфтой, содержащей трубчатую вставку, имеющую наружный заплечик, и наружные кольцевые выступы, разделенные кольцевыми канавками, и трубчатую втулку, максимальный внутренний диаметр которой меньше наружного диаметра трубы. Втулку продвигают через конец трубы и далее вдоль трубы от этого конца. Труба суживается по мере прохождения по ней втулки и затем последовательно восстанавливает форму, образуя концевой участок, который не сужен. Наружный диаметр вставки предпочтительно не больше внутреннего диаметра трубы и при введении вставки в концевой участок трубы конец трубы упирается в заплечик. Втулку затем перемещают относительно конца трубы до тех пор, пока концевой участок не будет обжат между выступами и втулкой. Конец втулки предпочтительно упирается в заплечик. Муфта дает возможность соединять трубу с другим трубопроводом. 5 з.п. ф-лы, 2 ил.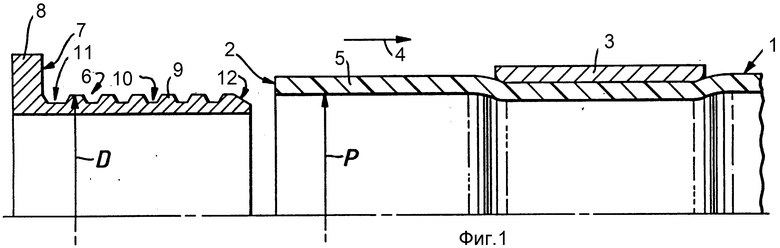
| GB, патент, 1596112, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
