Изобретение относится к области гидростроительства, а именно к гидроизоляции объектов типа плотин при их ремонте.
Известен способ уплотнения деформационного шва посредством устройства температурных шпонок особой конструкции, которая предупреждает преждевременное разрушение шпонки и повышает надежность герметизации деформационного шва (см., SU 1767072 A1, кл. E 02 B 3/16, 1992).
Известный способ требует применения шпонки особой конструкции, которая должна быть установлена при строительстве плотины. Шпонка указанной конструкции не приспособлена для применения при ремонте плотин.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому способу является известный способ противофильтрационного уплотнения деформационного шва гидротехнического сооружения, заключающийся в очистке канала существующей температурной шпонки от старого материала, очистке поверхности канала, расположенного в деформационном шве, и установке в полости канала новой температурной шпонки, выполненной из упругого материала. Шпонка прижимается к деформационному шву в месте уплотнения посредством деревянных клиньев (см., SU 1493718 A1, кл. E 02 B 3/16, 1989).
Недостатком известного способа уплотнения деформационного шва является высокая трудоемкость проведения ремонтных работ, связанная с необходимостью полной очистки канала, в котором размещена поврежденная температурная шпонка, и трудность установки упругого уплотнения по всей глубине очищенного канала с достаточной степенью герметизации в условиях постоянного водопритока вследствие фильтрации жидкости через неуплотненный шов.
В основу изобретения положена задача создания способа противофильтрационного уплотнения деформационного шва гидротехнического сооружения, позволяющего производить ремонтные работы по противофильтрационной заделке швов в короткие сроки, с высоким качеством и при относительно невысокой стоимости работ.
Для решения поставленной задачи оказалось целесообразно применить прогрессивные уплотнительные материалы - гидроактивные пенополиуретаны, которые в настоящее время уже применяются для гидроизоляции наружных швов, например, при ремонте коллекторов (см., например, журнал "Подземное пространство мира", N 6, 1995, стр. 29-34).
Указанные гидроактивные пенополиуретаны представляют собой гидроактивный раствор, который при соприкосновении с водой вступает с ней в реакцию. Эта химическая реакция приводит к образованию газа CO2 и расширению раствора в объеме. После окончательного увеличения в объеме раствор застывает, образуя твердый или упругий полиуретан, отличающийся устойчивостью и долговечностью.
Экспериментально было установлено, что наиболее пригодным материалом для противофильтрационного уплотнения деформационных швов является гидроактивный пенополиуретан, обладающий после полимеризации упругими свойствами. При этом хорошие результаты были получены с применением гидроактивных пенополиуретанов фирмы DE NEEF.
Поставленная задача решается за счет того, что в способе противофильтрационного уплотнения деформационного шва гидротехнического сооружения, заключающемся в очистке поверхности деформационного шва и установке на очищенной поверхности упругой уплотнительной шпонки, очистку поверхности деформационного шва осуществляют путем образования как минимум одной полости длиной на всю протяженность шва по оси, не совпадающей с направлением потока фильтрации и расположенной в осевой плоскости деформационного шва перпендикулярно его продольной осевой линии шириной не менее 1,2 ширины раскрытия деформационного шва, а уплотнительную шпонку устанавливают путем заполнения полости гидроактивным пенополиуретаном, обладающим после полимеризации упругими свойствами, причем перед заполнением полости гидроактивным пенополиуретаном в нее предварительно помещают рукав, выполненный из слабопроницаемого для жидкости материала, с поперечным размером, превышающим ширину полости. При уплотнении вертикально расположенных швов целесообразно образовывать полость путем бурения скважины на необходимую глубину.
При уплотнении швов с расположением полости вдоль открытой линии шва целесообразно полость выполнять путем ее прорезания инструментом типа фрезы.
При наличии в деформационном шве температурной шпонки целесообразно полость образовывать перед и/или за температурной шпонкой со стороны фильтрации жидкости.
Подачу гидроактивного пенополиуретана в полость целесообразно производить посредством его нагнетания через трубку с направляющими, которую размещают внутри рукава на всю длину полости.
Устье полости перед ее заполнением гидроактивным пенополиуретаном целесообразно герметизировать.
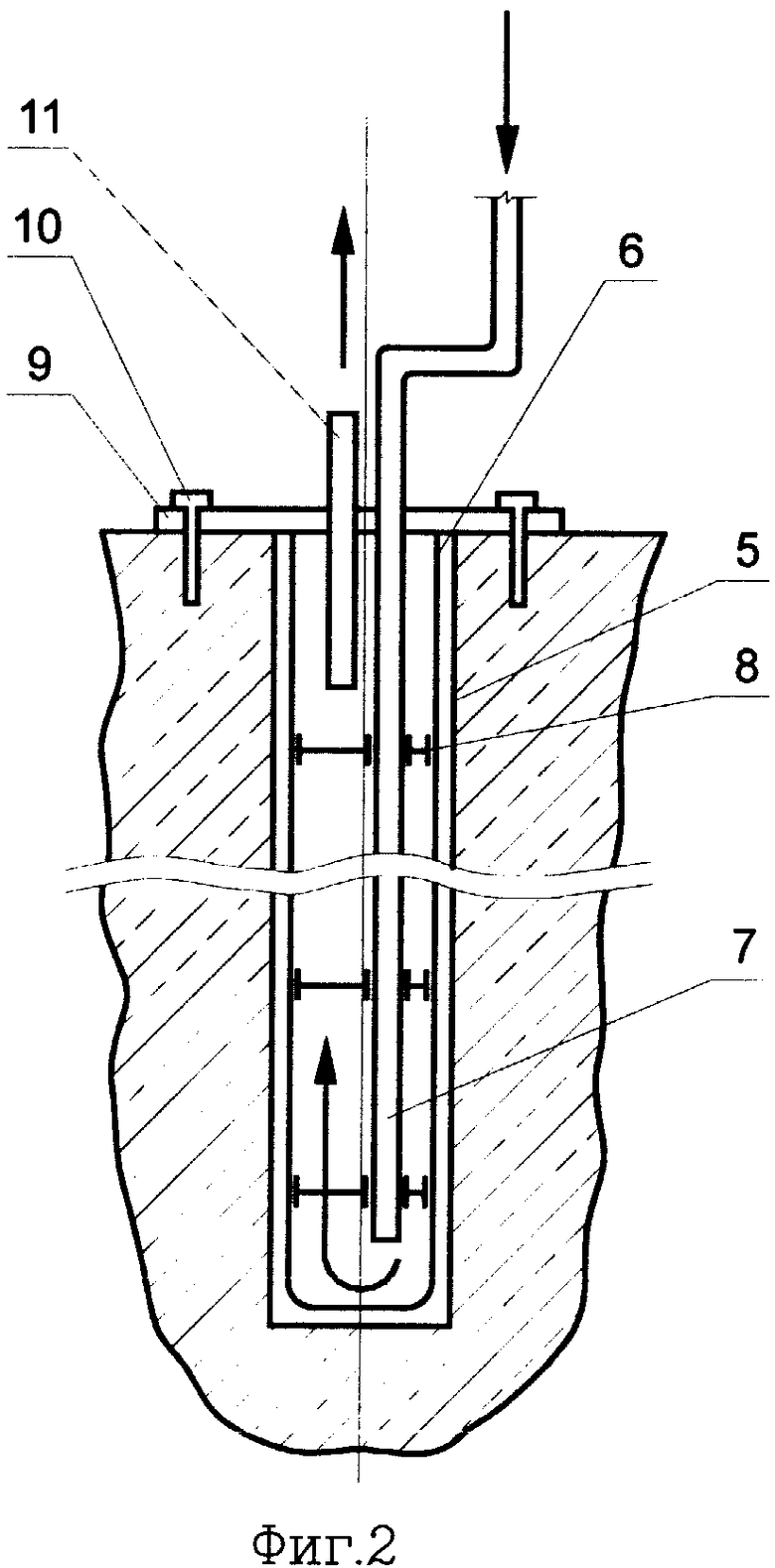
На фиг. 1 показано расположение уплотнительных шпонок при герметизации температурного шва в бетонных блоках тела плотины; на фиг. 2 - схема заполнения вертикальной полости согласно фиг. 1.
Способ осуществляется следующим образом. Первоначально выбирается место, в котором будет установлено противофильтрационное уплотнение. В зависимости от направления шва, степени его фильтрации и других условий может оказаться необходимым провести установку нескольких уплотнений в зависимости от решаемой задачи, как это представлено на фиг. 1, где показан пример установки уплотнительных шпонок перед и за имеющейся по потоку фильтрации (вид в плане).
Здесь показаны два блока 1 плотины, между которыми расположен деформационный шов 2. В теле обоих блоков выполнена полость, в которой размещена температурная шпонка 3, подлежащая ремонту. Фильтрация потока по шву происходит со стороны верхнего бьефа в направлении стрелки Б. Уплотнительные шпонки 4 установлены перед и за температурной шпонкой.
Затем производится очистка поверхности деформационного шва в месте установки уплотнительной шпонки. Очистка поверхности производится путем образования в теле сооружения полости, ось которой расположена в осевой плоскости деформационного шва. Длина полости, как правило, должна быть на всю протяженность шва, а ее ось не должна совпадать с направлением потока фильтрации.
Для надежного закрепления уплотнительной шпонки в теле сооружения за счет адгезионных связей и упругого распора полость должна в своем поперечном сечении полностью перекрывать ширину раскрытия шва и, кроме того, заходить в тело сооружения. Эмпирическим путем установлено, что закрепление уплотнительной шпонки в теле сооружения возможно при превышении ширины полости над шириной раскрытия шва не менее чем в 1,2 раза. Верхний предел этого превышения может быть выбран из условия целесообразной необходимости.
После очистки поверхности деформационного шва в образовавшуюся полость 5 (фиг. 2) помещают рукав 6, выполненный из слабопроницаемого для жидкости материала. В качестве такого материала могут быть использованы, например, брезент, парусина и т.п. Рукав 6 выполняет роль полупроницаемой для жидкостей опалубки и, с одной стороны, препятствует перерасходу подаваемого внутрь рукава полимера, но позволяет воде проникать внутрь для нормального протекания реакции воды с полимером. Ширина рукава 6 в его поперечном сечении должна быть не менее ширины полости 5. При этом происходит беспрепятственное заполнение полости раствором и не происходит вымывания раствора из полости до его полимеризации, что обеспечивает качественное уплотнение шва.
Для того, чтобы подать инъекционный раствор внутрь рукава 6, в нем на полную его глубину помещают инъекционную трубу 7, а чтобы течением фильтрующей в шве воды рукав 6 не вынесло из полости 5, на инъекционную трубу 7 надевают ограничивающие направляющие 8 с шагом между ними в 0,2-0,5 м.
Устье полости 5 с помещенным в нее рукавом 6 герметизируют для предотвращения вытекания вспенивающегося раствора. В качестве примера герметизирующего приспособления на фиг. 2 представлена герметизирующая пластина 9, которая закреплена посредством анкерных болтов 10. В теле герметизирующей пластины предусмотрены отверстия для прохода инъекционной трубы 7 и выпускной трубы 11, которая предназначена для удаления воды, вытесняемой из рукава 6 при его заполнении раствором. Следует отметить, что герметизация устья может производиться и без использования герметизирующей пластины, а любым другим способом (деревянной, пластиковой или другой пробкой, пластырем и т.д.).
После подачи раствора внутрь рукава 6 происходит реакция раствора с водой с образованием пены. Гидроактивный пенополиуретан, расширяясь, уплотняет образованную полость, а вследствие развиваемого при этом высокого давления часть раствора проникает сквозь ткань рукава, обеспечивая при этом сцепление отвердевшего полимера с поверхностью бетонной конструкции.
Выше была описана технология создания заполняемой полости посредством бурения скважины "по герметизируемому шву". Однако данный способ не ограничивается возможностью герметизации таких швов. При необходимости он может быть применен и для герметизации швов, расположенных, например, горизонтально в стене сооружения с выходом на ее поверхность. В таком случае целесообразно производить очистку поверхности шва путем прорезания продольной полости на всю герметизируемую длину шва. Такая полость может быть вырезана по шву инструментом типа фрезы на необходимую глубину. Проведение дальнейших работ, связанных с устройством уплотнительной шпонки, в данном случае не отличается от описанных выше.
Применение данного способа уплотнения деформационных швов позволяет значительно снизить время и затраты на ремонт температурных шпонок гидросооружений, а также повысить надежность герметизации деформационных швов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ создания уплотнения температурного и температурно-осадочного шва гидротехнического сооружения | 2023 |
|
RU2814951C1 |
| Способ реконструкции деформационных швов сборных противофильтрационных бетонных и железобетонных облицовок гидротехнических сооружений | 2016 |
|
RU2654084C1 |
| БЕТОННАЯ ПЛОТИНА НА СКАЛЬНОМ ОСНОВАНИИ | 2011 |
|
RU2496939C2 |
| СПОСОБ СОЗДАНИЯ УПЛОТНЕНИЯ ТЕМПЕРАТУРНОГО И ТЕМПЕРАТУРНО-ОСАДОЧНОГО ШВА ГИДРОТЕХНИЧЕСКОГО СООРУЖЕНИЯ | 1993 |
|
RU2061140C1 |
| СПОСОБ ЛИКВИДАЦИИ ВОДОПРИТОКОВ В ТОННЕЛЯХ С ОБДЕЛКОЙ ИЗ ВЫСОКОТОЧНЫХ БЛОКОВ | 2009 |
|
RU2414598C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ДЕФОРМАЦИОННЫХ ШВОВ ГИДРОТЕХНИЧЕСКИХ СООРУЖЕНИЙ, ДЕФОРМАЦИОННЫЙ ШОВ (ВАРИАНТЫ), СОСТАВ КЛЕЯ ДЛЯ ЕГО ВЫПОЛНЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2234567C1 |
| Устройство для уплотнения швов бетонных облицовок гидротехнических сооружений | 1983 |
|
SU1138449A1 |
| Плотина из укатанного бетона | 1990 |
|
SU1728347A1 |
| Бетонная плотина | 1989 |
|
SU1687706A1 |
| СПОСОБ РЕМОНТА ДЕФОРМАЦИОННЫХ ШВОВ | 2024 |
|
RU2839158C1 |
Способ предназначен для использования в области гидротехнического строительства, в частности при гидроизоляции деформационных швов и при ремонте гидротехнических сооружений. При осуществлении способа осуществляют зачистку поверхности деформационного шва гидротехнического сооружения с образованием полости, в которой размещают рукав из слабопроницаемого для жидкости материала. Далее внутрь рукава нагнетают раствор гидроактивного пенополиуретана, который при реакции с водой увеличивает свой объем и заполняет полость, образованную в деформационном шве. При этом происходят уплотнение и герметизация шва. Применение данного способа уплотнения деформационных швов позволяет значительно снизить время и затраты на ремонт температурных шпонок гидросооружений, а также повысить надежность герметизации деформационных швов. 5 з.п. ф-лы, 2 ил.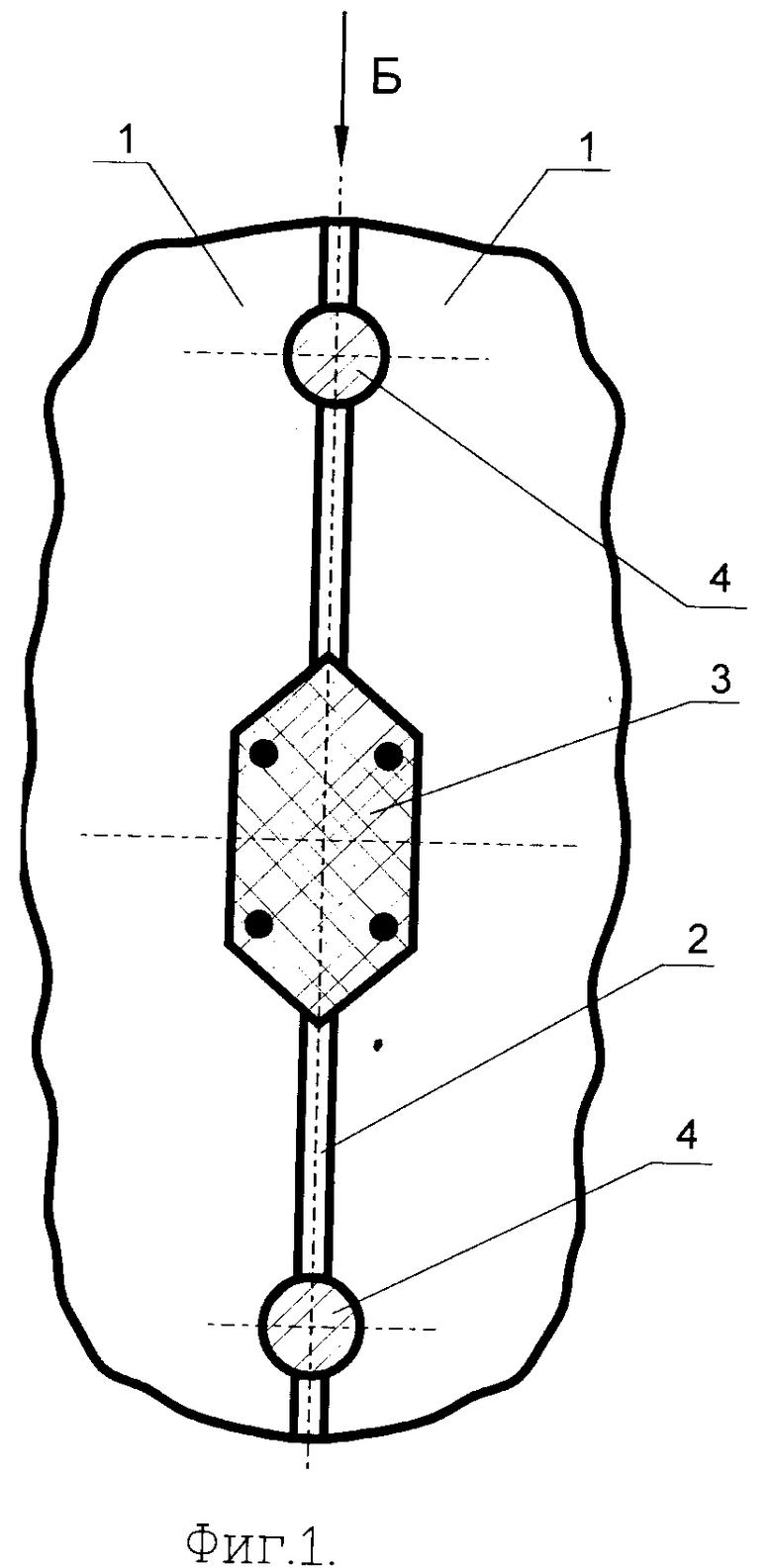
| Противофильтрационное уплотнение деформационного шва гидротехнического сооружения | 1987 |
|
SU1493718A1 |
| Уплотнение температурного и температурно-осадочного швов | 1990 |
|
SU1767072A1 |
| Шпонка для уплотнения деформационного шва бетонного напрного сооружения | 1975 |
|
SU549544A1 |
