Изобретение относится к области производства ракетных двигателей, а именно к способам производства двигателей реактивных снарядов системы залпового огня, работающих на смесевом твердом топливе, и может найти применение при футеровке внутренней поверхности цилиндрических изделий, работающих в напряженных механических, температурных и химических средах.
По своему назначению защита внутренней поверхности реактивных двигателей (РД) является многофункциональной и выполняет следующее назначение:
защита металла корпуса от коррозии при хранении изделий в различных климатических зонах;
защита от воздействия температурных деформаций, обусловленных различными значениями коэффициентов термического расширения металла корпуса и состава топлива;
тепловая защита металла корпуса от воздействия высокотемпературной газовой среды в процессе работы изделия.
При этом перечисленные функции должны выполняться как на изделиях непосредственно после изготовления, так и в процессе долговременного хранения во всех климатических зонах хранения и эксплуатации.
Исходя из выполняемых функций, защитное покрытие внутренней поверхности корпуса двигателя называют защитно-крепящим слоем (ЗКС).
Многофункциональное назначение ЗКС обуславливает комплекс специфических требований по физико-механическим характеристикам покрытия, к применяемому материалу и технологии нанесения. Покрытие должно быть сплошным, газонепроницаемым, иметь достаточную адгезию и к металлу корпуса, и к материалу топлива, обладать необходимой прочностью, упругостью, морозостойкостью, а также химическим сродством с составом топлива, покрытие должно отвечать требованиям по толщине и массе.
Перечисленные характеристики могут быть обеспечены применяемым материалом и технологией его переработки.
Поэтому под термином "защита" в предлагаемом техническом решении необходимо понимать применяемый материал для защиты, технологические приемы переработки и режимы их реализации. Только единая и неразрывная связь обеспечивает надежную защиту внутренней поверхности корпуса ракетного двигателя.
Наиболее рациональными для этой цели являются композиции на основе низкомолекулярных каучуков с исходной вязкостью более 3000 П.
Технология формирования защитного покрытия должна позволять переработку композиций исходной вязкостью более 3000 П и обеспечить требуемые характеристики защитного покрытия.
При определении уровня техники использовались общедоступные сведения, приведенные в следующих источниках информации: опубликованные описания к охранным документам, опубликованные заявки на изобретения, советские и иные издания, имеющиеся в библиотеке, депонированные рукописи статей, обзоров, монографий, отчеты о научно-исследовательских работах, пояснительные записки к опытно-конструкторским работам и другая конструкторская, технологическая, нормативно-техническая документация, находящаяся в органах научно-технической информации, материалы диссертаций и авторефераты диссертаций, изданные на правах рукописи, принятые на конкурс, и экспонаты, помешанные на выставках, сообщения, переданные посредством радио, телевидения, кино и т.п. , сведения о техническом средстве, ставшие известными в результате его использования.
Научно-технический анализ известных способов нанесения защитных покрытий на внутреннюю поверхность изделий показывает, что в настоящее время не существует методов, обеспечивающих нанесение композиции требуемой вязкости и защиту стенок корпуса РД.
Известен способ нанесения защитного покрытия на поверхность, включающий нанесение покрытия и распределение его с помощью центробежных сил вращения с переменной скоростью: вначале 140-180 об/мин, затем 500 об/мин (Экономический патент ГДР N 224236, "Изобретения стран мира", вып. 20, 1986, N 2, с. 1).
Задача способа - нанести композицию со свойствами, отличающимися от требуемых в производстве РД, поэтому он не отвечает поставленным требованиям.
Также известен способ нанесения покрытия на внутреннюю поверхность трубы (патент США N 4515838, "Изобретения стран мира", вып. 20, 1985, N 12, с. 49), согласно которому состав готовят в трубе при вращении ее в горизонтальном положении вокруг оси.
Способ не отвечает возможности нанесения многокомпонентного состава, который требует в процессе приготовления постоянного вакуумирования, нагрева и тщательного перемешивания.
Известен способ нанесения покрытия на внутреннюю поверхность цилиндрического изделия наливом с последующим вращением покрываемого изделия (В.Л. Гоц. Техника окраски внутренних поверхностей. М.: Машиностроение, 1971, с. 33).
Однако он не может быть использован для нанесения ЗКС из состава с вязкостью более 3000 П, так как при указанной скорости вращения состав столь высокой вязкости не обеспечивает равномерного поверхностного распределения покрытия с сохранением заданной толщины слоя.
Известен также способ нанесения покрытия на внутреннюю поверхность изделия (В. Л. Гоц, В.Н.Ратников и П.Г.Гисин. Методы окраски промышленных изделий. М.: Химия, 1975, с. 165).
В соответствии с этим способом при нанесении покрытия избыточное количество наносимого материала подают на покрываемую поверхность наливом и распределяют по этой поверхности вращением изделия. При этом изделие нагревают до определенной температуры (≈30oC). Затем излишки материала сливают с покрываемой поверхности и покрытие отверждают.
Известен способ защиты внутренней поверхности корпуса ракетного двигателя, являющийся ближайшим аналогом к изобретению, включающий нагрев корпуса, нанесение композиции на основе низкомолекулярного каучука на его внутреннюю поверхность и последующее отверждение композиции (см. заявку Франции N 2552494, кл. F 02 K 9/32, 1985).
Однако и этим способом невозможно нанести состав требуемой вязкости (более 3000 П), т. к. при этом не удается получить одновременно требуемую точность по массе, толщине и качеству защитного покрытия.
Толщина и масса покрытия обусловливаются количеством нанесенного материала на покрываемой поверхности.
В соответствии с прототипом материал на покрываемую поверхность вносится с избытком, который после смачивания поверхности в процессе вращения изделия сливается. Таким образом, при нанесении покрытия количество оставшегося на поверхности материала будет непостоянным, так как способность материала удерживаться на поверхности зависит от его физико-химических свойств: химсостава, адгезии, вязкости и др. Большинство из этих характеристик непостоянны. Они изменяются в допустимых нормативно-технической документацией пределах, после изготовления, а также условий хранения и переработки.
Все перечисленные особенности не позволяют обеспечить требований по допускам на толщину и массу ЗКС и тем самым надежной защиты внутренней поверхности корпуса РД. Следовательно, способ в соответствии с прототипом не приемлем для защиты корпуса.
Задачей изобретения является создание способа защиты составом вязкости  , нанесенным на внутреннюю поверхность корпуса двигателя, обеспечивающего выполнение предъявляемого комплекса технических требований и многофункционального назначения и, как следствие, надежную работоспособность и функционирование изделий.
, нанесенным на внутреннюю поверхность корпуса двигателя, обеспечивающего выполнение предъявляемого комплекса технических требований и многофункционального назначения и, как следствие, надежную работоспособность и функционирование изделий.
Сущность изобретения заключается в том, что при способе нанесения защитно-крепящего слоя на внутреннюю поверхность корпуса двигателя реактивного снаряда системы залпового огня смесевого твердого топлива, включающем нагрев корпуса, нанесение композиции на основе каучука, вращение корпуса и последующее отверждение, композицию используют с исходной вязкостью  , нагрев осуществляют до 60 - 100oC, корпус вращают со скоростью 800 - 1300 об/мин при температуре 80 - 120oC в течение 10 -35 мин, а отверждение производят при температуре 120 - 135oC в течение 3 - 8 ч. и давлении 1,2 - 1,4 кгс/см2.
, нагрев осуществляют до 60 - 100oC, корпус вращают со скоростью 800 - 1300 об/мин при температуре 80 - 120oC в течение 10 -35 мин, а отверждение производят при температуре 120 - 135oC в течение 3 - 8 ч. и давлении 1,2 - 1,4 кгс/см2.
Сопоставительный анализ показывает, что заявляемый способ защиты отличается от прототипа тем, что в нем используют композицию с исходной вязкостью  , нагрев осуществляют до 60 - 100oC, корпус вращают со скоростью 800 - 1300 об/мин при температуре 80 - 120oC в течение 10 - 35 мин, а отверждение производят при температуре 120 - 135oC в течение 3 - 8 ч и давлении 1,2 - 1,4 кгс/см2, поэтому данное техническое решение отвечает критерию "новизна".
, нагрев осуществляют до 60 - 100oC, корпус вращают со скоростью 800 - 1300 об/мин при температуре 80 - 120oC в течение 10 - 35 мин, а отверждение производят при температуре 120 - 135oC в течение 3 - 8 ч и давлении 1,2 - 1,4 кгс/см2, поэтому данное техническое решение отвечает критерию "новизна".
Исследуя уровень техники в процессе проведения патентного поиска и по всем видам сведений, общедоступных в печати, мы обнаружили, что заявленное техническом решение "Способ защиты внутренней поверхности корпуса двигателя реактивного снаряда" для специалиста явным образом не следует из известного на сегодня существующего уровня техники, поэтому можно сделать вывод о соответствии заявленного изобретения критерию "изобретательский уровень".
Согласно предлагаемому способу на корпус наносят композицию на основе полидивинилэпоксиуретанового каучука с исходной вязкостью  , предварительно приготовленную при температуре 60 - 100oC и отдозированную по нормам, обеспечивающим требуемую толщину и массу ЗКС.
, предварительно приготовленную при температуре 60 - 100oC и отдозированную по нормам, обеспечивающим требуемую толщину и массу ЗКС.
Использование композиции вязкостью меньше 3100 П не обеспечивает получение требуемой толщины покрытия из-за перетекания неотвержденной композиции с верхних участков изделия на нижние, не обеспечивает равнотолщинности покрытия.
Композиция вязкостью более 3400 П нетехнологична, так как ее не удается распределить равномерно по всей поверхности даже при указанных режимах, что приводит к разнотолщинности покрытия.
Предварительный нагрев композиции до температуры 60 - 100oC является оптимальным для нанесения ее на поверхность изделия, при нагреве композиции ниже 60oC текучесть недостаточна для равномерного распределения на поверхность, а при повышении температуры выше 100oC начинается подполимеризация, а также выделение некоторых летучих компонентов, обеспечивающих полную полимеризацию, что в конечном итоге не обеспечивает требуемого качества отверждаемой композиции.
Композицию наносят специальным скребком-шпателем на покрываемую поверхность корпуса, нагретого до температуры 80 - 120oC. При нагреве корпуса ниже 80oC от момента его извлечения из печи до нанесения состава корпус остывает и распределение состава по поверхности затруднено, что приводит к ухудшению качества ЗКС.
Нагрев корпуса свыше 120oC ухудшает качество покрытия по причине повышения скорости превращения отвердителя в газообразное состояние, удаление отвердителя из состава и обусловленное этим неполное отверждение состава, что не обеспечивает необходимых физико-механических характеристик.
Затем производят более полное разравнивание состава действием центробежных сил при вращении корпуса со скоростью 800 - 1300 об/мин. Вращение со скоростью менее 800 об/мин не обеспечивает требуемой равнотолщинности при имеющейся вязкости. При вращении со скоростью более 1300 об/мин качество состава ухудшается вследствие неравномерного распределения более тяжелого наполнителя по толщине покрытия и увеличивается износ оборудования.
Вращение корпуса осуществляют в течение времени 10 - 35 мин, которое является оптимальным для равномерного полного распределения композиции. При уменьшении времени вращения корпуса менее 10 мин не происходит предварительного отверждения смеси, обеспечивающего достижение вязкости, при которой распределенный состав удерживается на внутренней поверхности корпуса. Повышение времени вращения более 35 мин экономически нецелесообразно, так как снижает производительность, повышает трудоемкость, увеличивает износ оборудования.
После распределения состава по покрываемой поверхности покрытие отверждают при температуре 120 - 135oC в течение 3 - 8 ч. Указанный температурно-временной режим является оптимальным, так как при пониженных параметрах (температуре меньше 120oC и времени меньше 3 ч) не происходит полного отверждения, а при повышенных (более 135oC и более 8 ч) происходит снижение эластичности и повышение хрупкости покрытия.
Для обеспечения комплекса физико-механических свойств ЗКС процесс отверждения проводят в замкнутом условно загерметизированном объеме. Для этого на торцы корпуса навинчивают технологические крышки с дросселирующими элементами, которые обеспечивают избыточное давление 1,2 - 1,4 кгс/см2. При указанном уровне избыточного давления внутри корпуса поддерживается определенная концентрация газовой среды, которая обеспечивает необходимую скорость фазового превращения отвердителей (в частности, малеинового ангидрида) и тем самым обуславливается оптимальный отверждающий эффект, обеспечивающий необходимые физико-механические характеристики покрытия.
Снижение или превышение избыточного давления нарушает условия оптимального отверждения (неотверждение или переотверждение) и не обеспечивает требуемого комплекса физико-механических характеристик. Это приводит к нарушению функционирования изделий.
Пример. Заявленный способ защиты реализован при нанесении ЗКС на внутреннюю поверхность корпуса двигателя снаряда реактивной системы залпового огня "Смерч".
РД состоит из двух одинаковых труб, соединенных тандемно с помощью резьбы.
Геометрические параметры РД: длина трубы 1750 мм, диаметр 300 мм, площадь покрываемой поверхности 1,5 м2.
Технологическая характеристика процесса: вязкость состава  , исходная масса состава 5 кг, температура нагрева корпуса 95oC, скорость вращения корпуса 1200 об/мин, время вращения 12 мин, температура отверждения 122oC, время отверждения 7 ч, избыточное давления 1,3 кгс/см2, полученная толщина ЗКС 2,9 мм.
, исходная масса состава 5 кг, температура нагрева корпуса 95oC, скорость вращения корпуса 1200 об/мин, время вращения 12 мин, температура отверждения 122oC, время отверждения 7 ч, избыточное давления 1,3 кгс/см2, полученная толщина ЗКС 2,9 мм.
Для обеспечения требований, предъявляемых к ЗКС, был выбран композиционный материал на основе полидивинилэпоксиуретанового каучука с наполнителями и отвердителями с исходной вязкостью  , который включает в себя следующие компоненты: низкомолекулярный синтетический каучук, технологический углерод марки П-803, аэросил марки А-380, асбест марки 7-450, изометилтетрагидрофталевый ангидрид (ИМТГФА), малеиновый ангидрид, нафтам-2, глицидол.
, который включает в себя следующие компоненты: низкомолекулярный синтетический каучук, технологический углерод марки П-803, аэросил марки А-380, асбест марки 7-450, изометилтетрагидрофталевый ангидрид (ИМТГФА), малеиновый ангидрид, нафтам-2, глицидол.
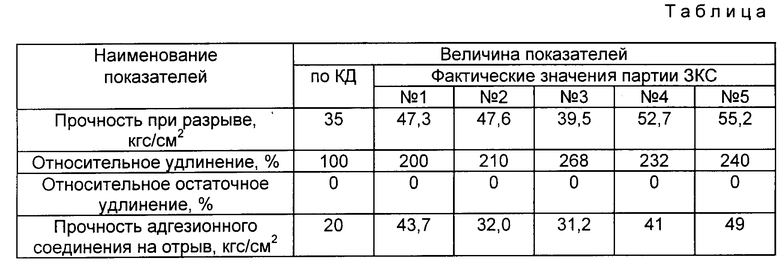
Полученные физико-механические свойства ЗКС приведены в таблице.
Полученные физико-механические свойства превышают предъявляемые требования, что свидетельствует о существенном повышении качества покрытия предлагаемым способом.
Изделия с ЗКС, нанесенным по предлагаемому способу, успешно прошли квалификационные и приемосдаточные испытания, включая летные испытания стрельбой. Испытания подтвердили высокую надежность функционирования двигателей реактивного снаряда.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ КОНЦЕВЫХ УПЛОТНИТЕЛЬНЫХ МАНЖЕТ С ВНУТРЕННЕЙ ПОВЕРХНОСТЬЮ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ | 1996 |
|
RU2117810C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ КОРПУСОВ РАКЕТНЫХ ДВИГАТЕЛЕЙ | 2001 |
|
RU2185895C1 |
| СПОСОБ ЗАЩИТЫ ВНУТРЕННЕЙ ПОВЕРХНОСТИ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ | 2003 |
|
RU2243401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНЦЕВЫХ МАНЖЕТ ДЛЯ ЗАЩИТНО-КРЕПЯЩЕГО СЛОЯ РАКЕТНОГО ДВИГАТЕЛЯ РЕАКТИВНОГО СНАРЯДА | 1996 |
|
RU2089391C1 |
| ЗАРЯД РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2004 |
|
RU2263812C1 |
| ЗАРЯД РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2002 |
|
RU2216641C1 |
| СПОСОБ ПОДГОТОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ ДЛЯ СКРЕПЛЕНИЯ С НИМ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2005 |
|
RU2313684C2 |
| ЗАРЯД РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2003 |
|
RU2262612C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОЧНОСКРЕПЛЕННОГО С КОРПУСОМ РАКЕТНОГО ДВИГАТЕЛЯ ЗАРЯДА СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2008 |
|
RU2374213C1 |
| ПОЛИМЕРБЕТОННАЯ СМЕСЬ ДЛЯ ТЕПЛО- И ГИДРОИЗОЛЯЦИИ ТРУБОПРОВОДОВ | 1996 |
|
RU2097352C1 |
Изобретение относится к области производства ракетных двигателей, а именно к способам производства двигателей реактивных снарядов системы залпового огня, работающих на твердом смесевом топливе, и может найти применение при футеровке внутренней поверхности цилиндрических изделий, работающих в напряженных механических, температурных и химических средах. Способ защиты внутренней поверхности корпуса ракетного двигателя для систем залпового огня включает нагрев корпуса, нанесение композиции на основе низкомолекулярного каучука на его внутреннюю поверхность путем вращения корпуса и последующее отверждение композиции. Композицию используют с исходной вязкостью  П на основе поливинилэпоксиуретанового каучука с наполнителями и отвердителями. Нагрев осуществляют до 60 - 100oC. Корпус вращают со скоростью 800 - 1300 об/мин при температуре 80 - 120oC в течение 10 - 35 мин. Отверждение производят при температуре 115 - 135oC в течение 3 - 8 ч и давлении 1,2 - 1,4 кгс/см2. Такое осуществление способа приводит к повышению надежности защиты корпусов ракетных двигателей. 1 табл.
П на основе поливинилэпоксиуретанового каучука с наполнителями и отвердителями. Нагрев осуществляют до 60 - 100oC. Корпус вращают со скоростью 800 - 1300 об/мин при температуре 80 - 120oC в течение 10 - 35 мин. Отверждение производят при температуре 115 - 135oC в течение 3 - 8 ч и давлении 1,2 - 1,4 кгс/см2. Такое осуществление способа приводит к повышению надежности защиты корпусов ракетных двигателей. 1 табл.
Способ защиты внутренней поверхности корпуса ракетного двигателя, включающий нагрев корпуса, нанесение композиции на основе низкомеолекулярного каучука на его внутреннюю поверхность и последующее отверждение композиции, отличающийся тем, что применяют композицию с исходной вязкостью η+20°C = 3100...3400 П на основе полидивинилэпоксиуретанового каучука с наполнителями и отвердителями, ее нанесение производят путем вращения корпуса, при этом нагревают корпус и композицию до 60 - 100oC, корпус вращают со скоростью 800 - 1300 об/мин при температуре 80 - 120oC в течение 10 - 35 мин, а отверждение производят при температуре 120 - 135oC в течение 3 - 8 ч и давление 1,2 - 1,4 кг/см2.
| FR, 2552494 А, 29.03.85 | |||
| RU, 94015420 А1, 20.12.95 | |||
| RU, 95100607 F1, 20.11.96 | |||
| FR, 2591281 А1, 12.06.87 | |||
| GB, 1601314 А, 28.10.81 | |||
| FR, 2520055 А, 22.07.83 | |||
| EP, 0181982 А1, 28.05.86 | |||
| EP, 0270412 А1, 08.06.88. |

