Концевые манжеты являются одним из элементов защитно-крепящего слоя ракетных двигателей.
Изобретение относится к технологии нанесения защитно-крепящего слоя (ЗКС) на внутреннюю поверхность корпусов ракетных двигателей (РД) и может быть использовано при разработке и производстве реактивных систем залпового огня (РСЗО), работающих на смесевом твердом топливе (СТТ).
При определении уровня техники использовались общедоступные сведения, представленные в следующих источниках информации: опубликованные описания к охранным документам, опубликованные заявки на изобретения, советские и иные издания, имеющиеся в библиотеке, депонированные рукописи статей, обзоров, монографий, отчеты о научно-исследовательских работах, пояснительные записки к опытно-конструкторским работам и другая конструкторская, технологическая, нормативно-техническая и проектная документация, находящаяся в органах научно-технической информации, материалы диссертаций и авторефераты диссертаций, изданные на правах рукописи, принятые на конкурс работы и экспонаты, помещенные на выставке, сообщения, переданные посредством радио, телевидения, кино и т.д., сведения о техническом средстве, ставшие известными в результате его использования.
Так как основные функции ЗКС заключаются в защите металла от коррозии, надежном креплении топлива в корпусе и тепловой защите от воздействия высокотемпературной газовой среды, то поиск информации для получения аналогичных покрытий выполнен по источникам трех направлений: антикоррозионные покрытия, топливо для РД и тепловая защита корпусов РД.
Анализ информации из перечисленных источников показал, что ни по одному из известных способов получить ЗКС требуемого качества с концевыми утолщениями и манжетами не представляется возможным.
Известен способ соединения концевых манжет, описанный в заявке Франции N 2593238, кл. F 02 K 9/34, 1987.
Он включает в себя нанесение и распределение состава на основе низкомолекулярного каучука по внутренней поверхности корпуса, нанесение клеевого состава на манжеты и установку их в корпус с предварительным и полным отверждением этого клеевого состава под манжетами.
Недостатком указанного способа является его недостаточная надежность при эксплуатации.
Задачей изобретения является повышение надежности функционирования РД во всех условиях эксплуатации, сокращение длительности технологического цикла и расширение производственных возможностей изготовления изделий.
Это достигается за счет того, что при способе получения защитно-крепящего слоя с концевыми манжетами на внутренней поверхности корпуса РД применен новый способ соединения концевых манжет с внутренней поверхностью камеры РД, основанный на нагреве корпуса, нанесении и распределении состава на основе каучука по внутренней поверхности корпуса путем его вращения, нанесении клеевого состава на манжеты и установке их в корпус с предварительным и полным отверждением этого клеевого состава под манжетами, в качестве материала ЗКС, клеевого слоя и манжет применяют единый материал полидивинилэпоксиуретановую композицию ПДМ-2К, нанесение композиции и отверждение клеевого слоя производят в две стадии: сначала наносят состав на корпус в местах расположения манжет и на манжеты, затем устанавливают их в корпусе и термообрабатывают при температуре 120 - 135oC в течение 2 - 2,5 ч, после чего наносят композицию на внутреннюю поверхность корпуса между манжетами с последующим ее отверждением при температуре 120 - 135oC в течение 3 - 8 ч.
Сопоставительный анализ показывает, что заявляемый способ отличается от прототипа тем, что в качестве материала для ЗКС, клеевого слоя и манжет применяют единый материал полидивинилэпоксиуретановую композицию ПДМ-2К, а нанесение композиции и отверждение клеевого слоя производят в две стадии: сначала наносят композицию на корпус в местах расположения манжет и на манжеты, затем устанавливают их в корпусе и термообрабатывают при температуре 120 - 135oC в течение 2,0 - 2,5 ч, после чего наносят композицию на внутреннюю поверхность корпуса между манжетами с последующим ее отверждением при температуре 120 - 135oC в течение 3 - 8 ч. Поэтому данное техническое решение отвечает критерию "новизна".
Для определения соответствия предлагаемого изобретения критерию "изобретательский уровень" проведен анализ признаков выявленных аналогов. Учитывая, что предлагаемое техническое решение обладает новой совокупностью признаков, которые для специалиста явным образом не следуют из существующего уровня техники, оно соответствует критерию "изобретательский уровень".
На фиг.1 изображен корпус ракетного двигателя смесевого твердого топлива; на фиг.2 изображено нанесение клеевого слоя на участок а корпуса и участок b манжеты; на фиг.3 - объединение корпуса с манжетами; на фиг. 4 - перекрытие внутреннего торца манжеты на участке c и одновременное нанесение композиции по цилиндрической части между манжетами.
В корпусе 1 ракетного двигателя с его внутренней поверхности нанесен защитно-крепежный слой 2 и установлены манжеты 3 на клеевом слое 4.
Унификация примененного материала для ЗКС, самих манжет и клеевого слоя позволило решить две задачи: обеспечить изотропные требуемые механические свойства всего ЗКС в продольном и радиальном направлениях и, следовательно, нормальное функционирование РД; упростить технологию получения ЗКС за счет появившейся возможности приготовления состава на одном оборудовании с высвобождением другого, ранее использовавшегося при приготовлении другого состава для клеевого слоя, совмещения отверждения состава по цилиндрической части с окончательным отвердением клеевого состава под манжетами.
Температура 120 - 135oC и время выдержки 2 - 2,5 ч предварительного отверждения после установки манжет в корпусе необходимы и достаточны для сцепления манжет с металлом корпуса и исключения возможности сдвига при выполнении последующих переходов нанесения состава на цилиндрическую часть корпуса, в том числе при вращении его со скоростью 800 - 1300 об/мин.
При температуре ниже 120oC и выдержке менее 2 ч состав не успевает пройти предварительное отверждение, что приведет к смещению манжет на последующих технологических переходах. Повышение температуры свыше 135oC и увеличение времени более 2,5 ч невыгодно экономически из-за увеличения технологического цикла, расхода электроэнергии и износа оборудования.
Температура 120 - 135oC и время выдержки 3 - 8 ч после нанесения состава на цилиндрическую часть корпуса между манжетами также оптимальны, так как необходимы и достаточны для полной полимеризации состава элементов ЗКС. Превышение температуры выше верхнего предела приводит к увеличению скорости удаления летучих из отвердителя и к нарушению условий полимеризации, а следовательно, к ухудшению качества покрытия и клеевого слоя.
Снижение температуры ниже нижнего предела не обеспечивает должной полимеризации и приводит к снижению механической прочности (или к увеличению времени выдержки и длительности технологического цикла).
Превышение времени выдержки свыше 8 ч приводит к увеличению длительности технологического цикла без улучшения качества ЗКС, что экономически нецелесообразно, а снижение времени ниже 3 ч не обеспечивает необходимой полимеризации и снижает качество ЗКС.
Сведения о составах ПДМ-2К, ПДМ-2КН и ПДМ-5.
Указанные составы представляют собой многокомпонентную композицию на основе полидивинилэпоксиуретанового каучука. В состав ПДМ-2К входят следующие компоненты: продукт 7А марки А -это полидивинилэпоксиуретановый каучук, технический углерод, изометилтетрагидрофталевый ангидрид (ИМТГФА), малеиновый ангидрид, нафтам 2, глицидол.
Состав ПДМ-5 холодного отвержения, ранее применяемый для вклеивания манжет, отличается от состава ПДМ-2К отвердителем. В качестве отвердителя в составе ПДМ-5 применяется 1,3-фенилендиамин вместо ИМТГФА и малеинового ангидрида в составе ПДМ-2К. В состав ПДМ-2КН дополнительно вводят в качестве наполнителя асбест и аэросил.
Пример. Заявляемый способ реализован при нанесении ЗКС и вклеивании концевых манжет на ракетном двигателе серийных изделий.
На концевые части специально подготовленных труб (отдробеструенных, обезжиренных и подогретых до температуры 80 - 120oC) в зоне размещения манжет и на контактные поверхности манжет наносили клеящий состав ПДМ-2К. Манжеты устанавливали, фиксировали в заданных зонах и выдерживали в печи аэродинамического подогрева при температуре 120 - 135oC в течение 2 - 2,5 ч, обеспечивая таким образом предварительное отверждение клеевого слоя под манжетами. По истечении указанного времени выдержки корпуса охлаждали до 100oC и на внутренние торцы манжет, цилиндрическую часть каждого корпуса между манжетами наносили тот же состав ПДМ-2К, разравнивали его по поверхности путем вращения со скоростью 1250 об/мин при температуре 100±20oC в течение 15 мин.
После этого корпуса помещали в ту же печь, выдерживали при температуре 120 - 135oC в течение 3-8 ч, обеспечивая тем самым полное отвержение состава на цилиндрической части и окончательное - под манжетами.
При способе объединения манжет с корпусом и нанесении ЗКС в соответствии с прототипом на один комплект труб (2 трубы на 1 корпус РД) затрачивалось 56 ч (8 ч - нанесение ЗКС по цилиндру корпуса и 48 ч - вклеивание и выдержка манжет на воздухе при холодном отверждении состава ПДМ-5).
Согласно заявленному способу, благодаря применению единого материала ПДМ-2К и введению двустадийного отверждения клеевого состава под манжетами, совмещенного с отверждением состава на цилиндре, отпала необходимость в выдержке корпусов при комнатной температуре в течение 48 ч после вклеивания манжет, что позволило сократить длительность технологического цикла с 56 до 10 ч.
Качество соединения манжет с внутренней поверхностью корпуса ракетного двигателя и ЗКС в целом, полученного по предложенному способу, проверено в составе изделия в стендовых и летных условиях с положительными результатами.
На ПО "Станкомаш" подготовлен участок к серийному производству нанесения ЗКС на корпуса РД указанного изделия.
Изготовлена и испытана установочная партия с положительными результатами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ ВНУТРЕННЕЙ ПОВЕРХНОСТИ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ | 1996 |
|
RU2117811C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНЦЕВЫХ МАНЖЕТ ДЛЯ ЗАЩИТНО-КРЕПЯЩЕГО СЛОЯ РАКЕТНОГО ДВИГАТЕЛЯ РЕАКТИВНОГО СНАРЯДА | 1996 |
|
RU2089391C1 |
| ЗАРЯД РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2002 |
|
RU2216641C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ КОРПУСОВ РАКЕТНЫХ ДВИГАТЕЛЕЙ | 2001 |
|
RU2185895C1 |
| ЗАРЯД РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2004 |
|
RU2263812C1 |
| ЗАРЯД РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2003 |
|
RU2262612C2 |
| ЗАРЯД РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2000 |
|
RU2166660C1 |
| КЛЕЕВОЙ СОСТАВ | 2008 |
|
RU2372369C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ | 2012 |
|
RU2492340C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ | 2009 |
|
RU2415289C1 |

Способ соединения концевых манжет с внутренней поверхностью корпуса ракетного двигателя предназначен для реактивных систем залпового огня, работающих на смесевом твердом топливе, заключается в нагреве корпуса, нанесении и распределении состава на основе низкомолекулярного каучука по внутренней поверхности корпуса путем его вращения, нанесении клеевого состава на манжеты и установке их в корпусе с предварительным и полным отверждением этого клеевого состава под манжетами. В качестве материала для защитно-крепящего слоя, клеевого слоя и манжет применяют единый материал на основе полидивинилэпоксиуретанового каучука с наполнителями и отвердителями. Нанесение состава и отверждение клеевого слоя производят в две стадии. Сначала наносят композицию на корпус в местах расположения манжет и на манжеты, затем устанавливают их в корпусе и термообрабатывают при температуре 120 - 135oC в течение 2 - 2,5 ч. После этого наносят композицию на внутреннюю поверхность корпуса между манжетами с последующим ее отверждением при температуре 120 - 135oC в течение 3 - 8 ч. Такое осуществление способа повышает надежность функционирования ракетного двигателя во всех условиях эксплуатации, сокращает длительность технологического цикла и расширяет производственные возможности изготовления изделия. 4 ил.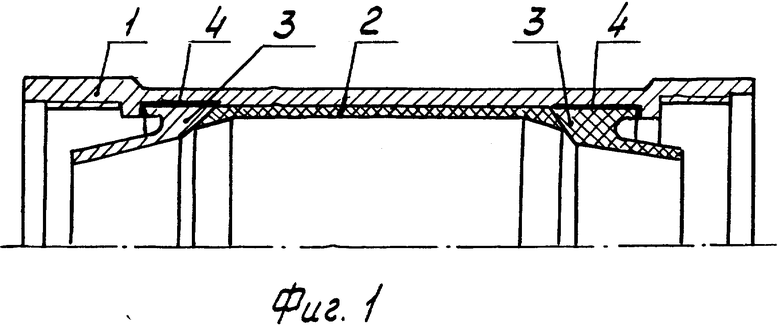
Способ соединения концевых уплотнительных манжет с внутренней поверхностью корпуса ракетного двигателя, основанный на нанесении и распределении композиции защитно-крепящего слоя на основе низкомолекулярного каучука на внутренней поверхности корпуса, нанесении клеевого слоя на манжеты и установки их в корпус с предварительным и полным отверждением этого клеевого состава под манжетами, отличающийся тем, что дополнительно нагревают корпус, нанесение и распределение композиции защитно-крепящего слоя на внутренней поверхности корпуса осуществляют путем вращения корпуса, в качестве материала защитно-крепящего слоя, манжет и клеевого слоя применяют единый материал на основе полидивинилэпоксиуретанового каучука с наполнителями и отвердителями, а нанесение защитно-крепящего слоя и отверждение клеевого слоя под манжетами производят в две стадии - сначала наносят композицию на корпус в местах расположения манжет и на манжеты, затем устанавливают их в корпусе и термообрабатывают при температуре 120 - 135oС в течение 2 - 2,5 ч, после чего внутренний торце перекрывают композицией с одновременным нанесением композиции на цилиндрическую поверхность корпуса и отверждают при температуре 120 - 135oС в течение 3 - 8 ч.
| FR, 2593238 A1, 24.07.87 | |||
| RU, 94015420 A1, 20.12.95 | |||
| RU, 9403449 A1, 27.08.90 | |||
| FR, 2552494 A1, 29.03.85 | |||
| FR, 2557638 A1, 05.07.85 | |||
| FR, 2567198 A1, 10.01.86 | |||
| EP, 0181982 A1, 28.05.86 | |||
| US, 4936525 А, 26.06.90. |

