Изобретение относится к металлургии цветных металлов, в частности к электролитическому получению алюминия, к конструкции анодного кожуха алюминиевого электролизера с верхним токоподводом и самообжигающимся анодом.
Известен анодный кожух алюминиевого электролизера с верхним токоподводом, включающий короб прямоугольной формы, снабженный несколькими горизонтальными поясами жесткости, соединенными между собой большим числом вертикальных ребер, и связанный в верхней части поперечными балками, служащими для подвески анода при перетяжке анодной ошиновки (Справочник металлурга по цветным металлам. Производство алюминия.-М.: Металлургия, 1971, с. 177-179).
Недостатком данного анодного кожуха является его деформация вследствие термической деформации нижних поясов жесткости из-за неравномерного распределения температуры в различных их частях, а также вследствие разной величины деформации различных поясов жесткости кожуха, что приводит к снижению срока службы такого анодного кожуха. Наличие же только верхнего пояса жесткости и поперечных балок, связывающих короб в верхней его части при отсутствии нижних поясов, недостаточно для обеспечения необходимой жесткости и прочности анодного кожуха. Наличие поперечных балок, связывающих короб в верхней его части, не исключает поперечную деформацию верхнего пояса жесткости и продольных стенок короба, заключенных между этими поперечными балками. Деформация поясов жесткости и стенок короба кожуха вызывает напряжения в аноде и способствует образованию в нем трещин, что повышает его реакционную способность и отрицательно сказывается на его качестве. При этом возможны протеки пека и жидкой анодной массы вследствие возникновения неплотностей между внутренней поверхностью стенок короба и угольным телом анода. Кроме того, при использовании поперечных балок для временной подвески анода при выполнении операции перетяжки анодной ошиновки возможна их деформация, которая в свою очередь передается стенкам короба кожуха, что снижает срок службы анодного кожуха, а также способствует образованию трещин в аноде, что снижает его качество. Деформация стенок короба может также привести к заклиниванию анода при выполнении указанной операции.
Наиболее близким является анодный кожух алюминиевого электролизера с верхним токоподводом, включающий короб с продольными и торцевыми стенками, выполненными в плане волнистыми в виде синусоиды, и горизонтальными элементами жесткости, выполненными в виде продольных балок, расположенных снаружи короба вдоль его стенок (Патент Российской Федерации N 2016141, C 25 C 3/06, опубл. 15.07.94).
Выполнение стенок короба в плане волнистыми и наличие продольных балок снаружи короба вдоль его стенок действительно позволяет говорить об уменьшении величины продольно-поперечных деформаций.
Однако величина этих продольно-поперечных деформаций может быть различной в различных участках короба как по его высоте, так и по длине, а это может привести, во-первых, к возникновению напряжений в аноде, способствующих его растрескиванию, и, во-вторых, к возникновению неплотностей между внутренней поверхностью стенок короба и угольным телом анодом, что повышает реакционную способность анода вследствие увеличения площади контакта угольного анода с газовой фазой, повышает вероятность выгорания боковой поверхности анода и образования "шеек", и приводит к протекам пека и жидкой анодной массы при подъеме анодного кожуха, снижая тем самым качество анода.
Выполнение стенок волнистыми увеличивает боковую поверхность анода, что также повышает вероятность окисления и выгорания отдельных участков его боковой поверхности, а это, во-первых, как уже было отмечено, снижает качества анода и, во-вторых, требует дополнительных трудозатрат по обслуживанию анода для восстановления нормального режима его работы.
Различная величина продольно-поперечных деформаций в различных участках короба как по его высоте, так и по длине может также привести к заклиниванию анода, а следовательно, к нарушению нормального режима его работы и к значительным дополнительным трудозатратам по обслуживанию такого анода.
Следует также отметить, что использование продольных балок такого анодного кожуха для установки переносного устройства для временной подвески анода при выполнении операции перетяжки анодной ошиновки приводит к их деформации, которая в свою очередь передается стенкам короба кожуха, что приводит как к возможному заклиниванию анода при выполнении указанной операции обслуживания анода, так и к снижению срока службы кожуха, а также к возможному образованию трещин в аноде.
В основу изобретения положена задача разработать конструкцию анодного кожуха алюминиевого электролизера с верхним токоподводом и самообжигающимся анодом, которая обладала бы необходимой и достаточной жесткостью и прочностью, особенно в зоне несформировавшейся части анода, обеспечивая тем самым необходимые условия формирования самообжигающегося анода, что позволит увеличить срок службы анодного кожуха и повысить качество анода.
Достижение вышеуказанного технического результата обеспечивается тем, что в анодном кожухе алюминиевого электролизера с верхним токоподводом и самообжигающимся анодом, включающем короб с продольными и торцевыми стенками и элементами жесткости, элементы жесткости выполнены в виде расположенного в верхней части короба силового каркаса, образованного замкнутой расположенной по периметру короба жесткой силовой рамой коробчатого сечения и по крайней мере одним поперечным силовым элементом, жестко соединенным с силовой рамой, при этом высота силовой рамы составляет 0,35 - 0,6, а ширина -0,1-0,3 высоты стенок короба.
Поперечный силовой элемент может быть выполнен П-образной формы.
В качестве внутренних стенок силовой рамы могут быть использованы стенки короба.
Выполнение элементов жесткости в виде расположенного в верхней части короба силового каркаса, образованного замкнутой расположенной по периметру короба жесткой силовой рамой коробчатого сечения и по крайней мере одним поперечным силовым элементом, жестко соединенным с силовой рамой, обеспечивает необходимую и достаточную жесткость и прочность анодного кожуха, повышая тем самым срок службы анодного кожуха и создавая при этом необходимые условия формирования самообжигающегося анода. При этом особенно важно обеспечение необходимой прочности и жесткости анодного кожуха в его верхней части, так как именно в этой части начинается и в дальнейшем протекает формирование самообжигающего анода.
Выполнение силового каркаса в виде замкнутой жесткой силовой рамы коробчатого сечения и по крайней мере одного жестко с ней соединенного поперечного силового элемента обеспечивает необходимую и достаточную его жесткость и прочность. Это достигается, во-первых, за счет замкнутости силовой рамы и ее коробчатого сечения, что исключает ее продольно-поперечную деформацию как по длине, так и по высоте рамы, а, во-вторых, за счет наличия по крайней мере одного поперечного силового элемента и жесткого его соединения с силовой рамой, что наряду с замкнутой жесткой силовой рамой исключает поперечную деформацию каркаса.
Размещение такого жесткого силового каркаса в верхней части короба анодного кожуха исключает продольно-поперечную деформацию стенок короба, что создает необходимые условия формирования плотной периферийной части анода, препятствует растрескиванию анода и обеспечивает плотное прилегание анода к внутренней поверхности стенок короба, в результате чего уменьшается площадь контакта угольного анода с газовой фазой и устраняются протеки пека и жидкой анодной массы. Это обеспечивает повышение качества анода и увеличение срока службы анодного кожуха.
Размеры силовой рамы выбраны исходя из условий обеспечения необходимой и достаточной жесткости и прочности силового каркаса и обеспечения необходимых условий формирования анода.
При высоте силовой рамы менее 0,35 и ее ширине менее 0,1 высоты стенок короба не обеспечивается необходимая жесткость и прочность силового каркаса, а следовательно, и анодного кожуха, что приводит к деформации его стенок, ухудшению условий формирования анода, появлению трещин в аноде, а следовательно, к снижению срока службы анодного кожуха и качества анода.
Увеличение высоты силовой рамы более 0,6, а ее ширины более 0,3 высоты стенок короба приводит к необоснованному увеличению металлоемкости силового каркаса, а следовательно, и анодного кожуха. Кроме того, при увеличении высоты силовой рамы более 0,6 высоты короба нижняя часть силовой рамы попадает в зону высоких температур, что приводит к термической деформации силовой рамы вследствие неравномерного распределения температуры в различных ее частях и, следовательно, к деформации стенок короба, что снижает срок службы кожуха, ухудшает условия формирования анода, приводит к появлению трещин в аноде, а также затрудняет обслуживание анода.
Силовая рама коробчатого сечения помимо обеспечения необходимой жесткости и прочности силового каркаса служит еще в качестве тепловой изоляции верхней части анода, что сокращает рассеивание тепловой энергии в окружающую среду, способствует более эффективному нагреву верхнего периферийного коксопекового слоя анода и равномерному распределению пека по зонам анода. Это улучшает качество анода, снижает количество протеков пека и жидкой анодной массы в электролит и улучшает условия обслуживания такого анода.
Следует также отметить, что выполнение элементов жесткости в виде жесткого силового каркаса, обеспечивающего отсутствие прогибов стенок короба кожуха, вызванных его деформацией, а также использование силовой рамы силового каркаса для установки переносного устройства для временной подвески анода способствует успешному выполнению операции перетяжки анодной ошиновки, а также исключает появление трещин, повышая тем самым качество анода.
Кроме того, выполнение элементов жесткости в виде жесткого силового каркаса позволяет также устранить деформацию кожуха, вызванную усилиями, возникающими при выполнении такой операции обслуживания анода, как частый подъем анодного кожуха на небольшую высоту относительно угольного тела анода. Необходимость частого выполнения этой операции вызвана опасностью возможного "припекания" угольного тела анода к внутренней поверхности кожуха. При этом вследствие отсутствия деформации стенок кожуха исключаются протеки пека и жидкой анодной массы.
Выполнение поперечных силовых элементов П-образной формы придает силовому каркасу, а следовательно, и анодному кожуху, в случае необходимости дополнительную жесткость и прочность, устраняя поперечную деформацию как по его длине, так и по высоте. Необходимость использования П-образных поперечных силовых элементов может возникнуть при использовании данной конструкции анодного кожуха на электролизерах большой мощности с широкими анодами. Кроме того, использование П-образных силовых элементов упрощает конструктивное выполнение узла жесткого их соединения с силовой рамой и повышает его надежность.
Использование в качестве внутренних стенок силовой рамы стенок короба позволяет снизить металлоемкость анодного кожуха.
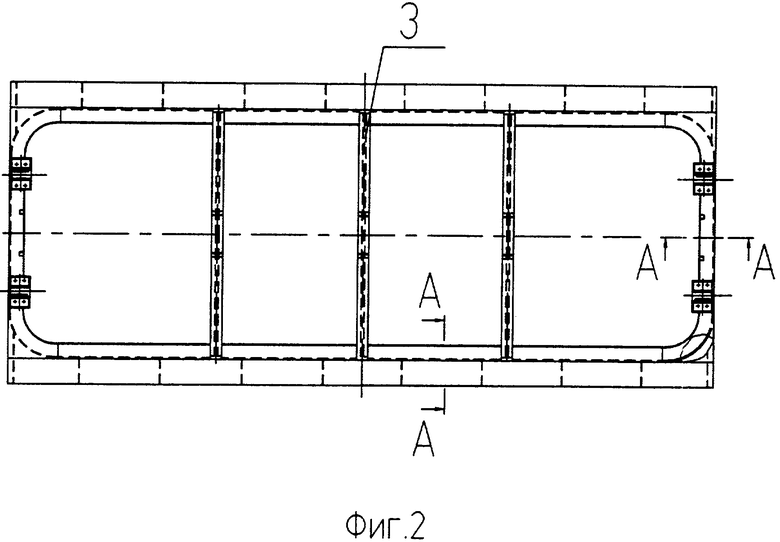
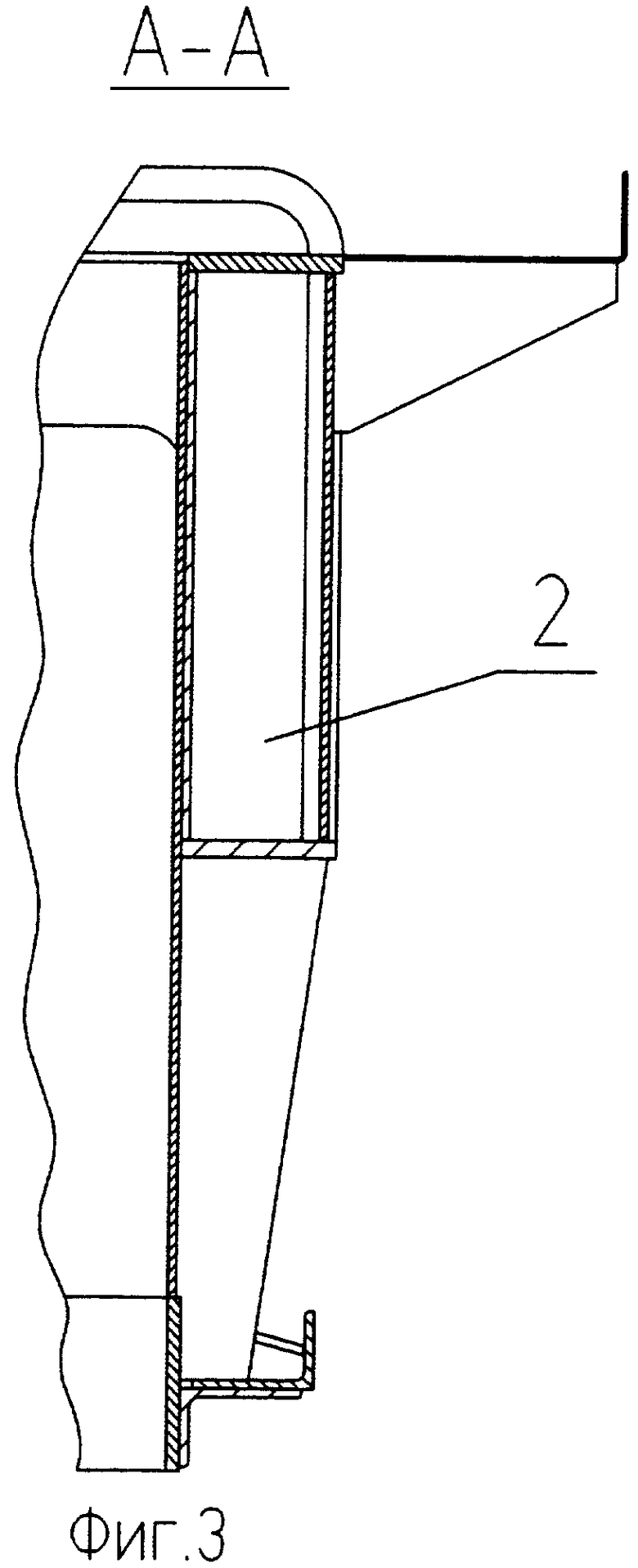
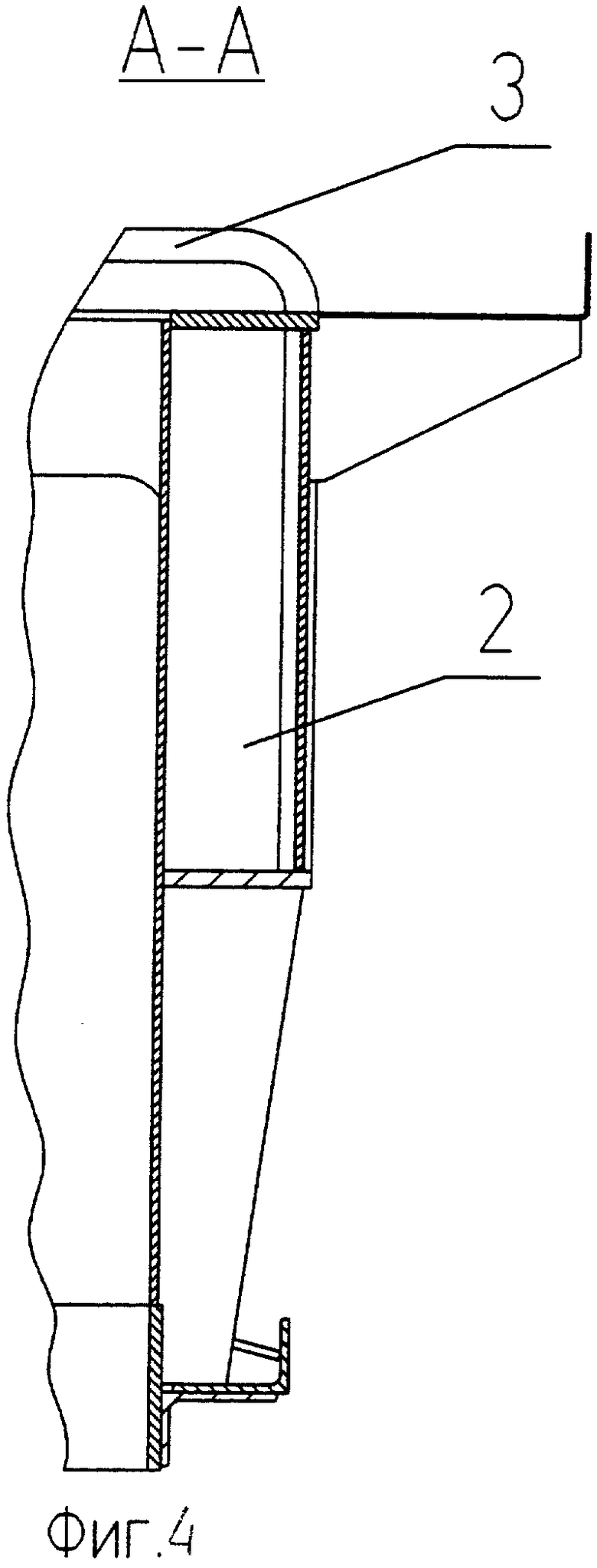
Сущность предлагаемого изобретения поясняется следующими чертежами. На фиг.1 изображен анодный кожух алюминиевого электролизера, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг.3 - разрез А-А на фиг.2; на фиг.4 - то же в случае использования стенок короба в качестве внутренних стенок силовой рамы.
Анодный кожух алюминиевого электролизера включает короб 1 прямоугольной формы и расположенный в верхней его части силовой каркас, образованный замкнутой силовой рамой 2 и поперечными силовыми элементами 3.
Промышленная применимость анодного кожуха алюминиевого электролизера подтверждается нижеприведенным примером практического осуществления.
Анодный кожух алюминиевого электролизера с верхним токоподводом и самообжигающимся анодом изготавливается в виде короба прямоугольной формы с продольными и торцевыми стенками из листовой стали, толщиной 10 мм. Высота стенок короба составляет 1410 мм. В верхней части короба расположен силовой каркас, образованный силовой рамой и жестко с ней соединенными поперечными силовыми элементами. Силовая рама изготавливается также как и стенки короба из листовой стали, толщиной 10 мм, и имеет коробчатое сечение. Высота силовой рамы составляет 700 мм, а ширина - 170 мм, что составляет 0,5 и 0,12 высоты стенок короба соответственно. Силовая рама размещается по периметру короба и соединяется с ним сваркой. В качестве внутренних стенок силовой рамы могут быть использованы стенки короба кожуха. Поперечные силовые элементы изготавливаются из стального листа толщиной 40 мм, образующего тавровое сечение. Поперечные силовые элементы могут быть выполнены П-образной формы. Количество и размеры поперечных элементов определяется в зависимости от мощности электролизера, так, например, на алюминиевых электролизерах типа С-8Б на силу тока 156 кА устанавливают три поперечных силовых элемента на расстоянии 1808 мм друг от друга. Соединение поперечных элементов с силовой рамой осуществляется сваркой.
Короб кожуха может быть выполнен из двух соединенных между собой частей, верхней и нижней, при этом в качестве верхней части короба возможно использование силовой рамы. Это позволяет снизить время простоя на капитальном ремонте за счет быстрой смены вышедшей из строя нижней части короба. При этом нижняя и верхняя части короба могут быть соединены между собой сваркой или болтовым соединением. Сварное или болтовое соединение нижней и верхней частей короба кожуха обеспечивает возможность быстрой замены нижней части короба при повторном использовании его верхней части, что позволяет снизить время простоя на капитальном ремонте.
Наличие жесткого силового каркаса, расположенного в верхней части короба анодного кожуха и образованного замкнутой расположенной по периметру короба кожуха жесткой силовой рамой коробчатого сечения и поперечными силовыми элементами, жестко соединенными с силовой рамой, обеспечивает необходимую и достаточную жесткость и прочность анодного кожуха.
Отсутствие продольно-поперечных деформаций стенок анодного кожуха и особенно в верхней его части, в которой начинается и в дальнейшем протекает формирование самообжигающегося анода, создает необходимые условия формирования плотной периферийной части анода, препятствует растрескиванию анода и обеспечивает плотное прилегание анода к внутренней поверхности стенок кожуха, в результате чего уменьшается площадь контакта угольного анода с газовой фазой и устраняются протеки пека и жидкой анодной массы.
Обслуживание самообжигающегося анода, в частности, заключается в выполнение таких операций, как перетяжка анодной ошиновки и подъем анодного кожуха относительно угольного тела анода.
Операцию перетяжки анодной ошиновки осуществляют периодически по мере сближения ее с верхом анодного кожуха. При перетяжке анодной ошиновки анод временно подвешивается при помощи захватов за штыри нижнего горизонта к переносному устройству, устанавливаемому на жесткую силовую раму. Исключение деформации стенок короба кожуха благодаря наличию жесткого силового каркаса, а также использование его жесткой силовой рамы для установки переносного устройства для временной подвески анода способствует успешному выполнению этой операции, исключая при этом появление трещин в аноде.
Подъем анодного кожуха осуществляется по мере приближения его нижней кромки к расплаву. Операция подъема кожуха заключается в перемещении его относительно угольного тела анода. При этом желательно более частое выполнение этой операции на небольшую высоту во избежание возможного "припекания" угольного анода к внутренней поверхности кожуха. Предложенная конструкция анодного кожуха позволяет устранить деформацию его стенок, вызванную усилиями, возникающими при выполнении этой операции, а также обеспечивает плотное прилегание внутренней поверхности стенок кожуха к угольному аноду, что устраняет протеки пека и жидкой анодной массы при выполнении этой операции.
Промышленные испытания предложенной конструкции анодного кожуха позволили за счет улучшения качества анода достичь снижения расхода анода на 6 кг/т Al, уменьшив выход угольной пены на 30-40 кг/т Al, увеличив выход по току на 0,5% и срок службы на 2 года, по сравнению с существующей конструкцией анодного кожуха алюминиевого электролизера С8БМ.
Таким образом, предложенная конструкция анодного кожуха алюминиевого электролизера позволяет повысить качество анода и увеличить срок службы анодного кожуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| АНОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ И САМООБЖИГАЮЩИМСЯ АНОДОМ | 1995 |
|
RU2083726C1 |
| АНОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ И САМООБЖИГАЮЩИМСЯ АНОДОМ | 2004 |
|
RU2274681C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1992 |
|
RU2009274C1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2082831C1 |
| ЭЛЕКТРОЛИЗЕР С САМООБЖИГАЮЩИМСЯ АНОДОМ С ВЕРХНИМ ТОКОПОДВОДОМ | 1994 |
|
RU2090658C1 |
| СПОСОБ ЗАМЕНЫ ОШИНОВКИ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ ДЕЙСТВУЮЩЕЙ ЭЛЕКТРОЛИЗНОЙ СЕРИИ | 1997 |
|
RU2118409C1 |
| УСТРОЙСТВО ДЛЯ СЖИГАНИЯ АНОДНЫХ ГАЗОВ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2094537C1 |
| СПОСОБ ОБСЛУЖИВАНИЯ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С САМООБЖИГАЮЩИМСЯ АНОДОМ | 2012 |
|
RU2517623C1 |
| КОЖУХ АНОДНЫЙ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2003 |
|
RU2240382C2 |
| ЭЛЕКТРОЛИЗЕР С САМООБЖИГАЮЩИМСЯ АНОДОМ С БОКОВЫМ ТОКОПОДВОДОМ | 1997 |
|
RU2116386C1 |
Изобретение относится к металлургии цветных металлов, в частности к электролитическому получению алюминия, к конструкции анодного кожуха алюминиевого электролизера с верхним токоподводом и самообжигающимся анодом. В анодном кожухе алюминиевого электролизера с верхним токоподводом и самообжигающимся анодом, включающем короб с продольными и торцевыми стенками и элементами жесткости, элементы жесткости выполнены в виде расположенного в верхней части короба силового каркаса, образованного замкнутой расположенной по периметру короба жесткой силовой рамой коробчатого сечения и по крайней мере одним поперечным силовым элементом, жестко соединенным с силовой рамой, при этом высота силовой рамы составляет 0,35 - 0,6, а ширина - 0,1 - 0,3 высоты стенок короба. Техническим результатом является увеличение срока службы анодного кожуха и повышение качества анода. 2 з.п. ф-лы, 4 ил.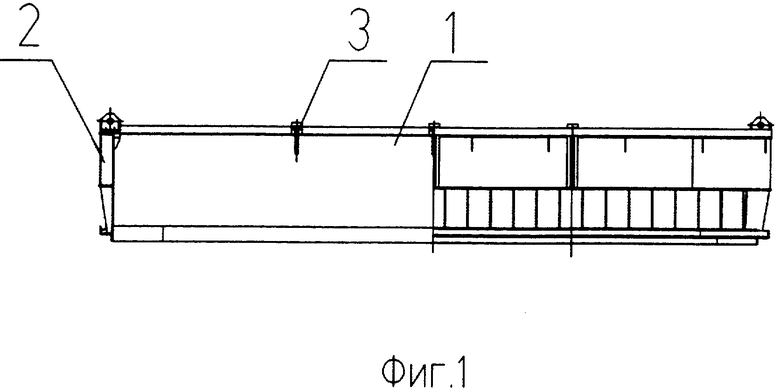
\ \\1 1. Анодный кожух алюминиевого электролизера с верхним токоподводом и самообжигающимся анодом, включающий короб с продольными и торцевыми стенками и элементами жесткости, отличающийся тем, что элементы жесткости выполнены в виде расположенного в верхней части короба силового каркаса, образованного замкнутой расположенной по периметру короба жесткой силовой рамой коробчатого сечения и по крайней мере одним поперечным силовым элементом, жестко соединенным с силовой рамой, при этом высота силовой рамы составляет 0,35 - 0,6, а ширина - 0,1 - 0,3 высоты стенок короба. \\\2 2. Кожух по п.1, отличающийся тем, что поперечный силовой элемент выполнен П-образным. \ \\2 3. Кожух по п.1, отличающийся тем, что в качестве внутренних стенок силовой рамы использованы стенки короба.
| Справочник металлурга по цветным металлам | |||
| Производство алюминия | |||
| - М.: Металлургия, 1971, с.177 - 179 | |||
| RU, патент, A, 20161141, C 23 C 3/06, 1974. |
