Изобретение относится к металлургии цветных металлов, в частности к электролитическому получению алюминия, к конструкции катодного кожуха алюминиевого электролизера.
Катодный кожух является одним из элементов алюминиевого электролизера и применяется для защиты заключенной внутри него футеровки от разрушающего действия возникающих в процессе работы алюминиевого электролизера усилий. В связи с этим он должен обладать необходимой прочностью, от которой в большей степени зависит срок службы электролизера. При этом конструкция кожуха должна обеспечивать выполнение работ при капитальном ремонте с наименьшей трудоемкостью и в минимальные сроки. Различают два вида катодных кожухов алюминиевых электролизеров: кожухи рамного типа без днища и кожухи контрфорсного или шпангоутного типа с металлическим днищем. Кожухи рамного типа без днища обязательно требуют наличия цоколя для своей установки. В связи с этим алюминиевые электролизеры с кожухами этого типа размещаются только в одноэтажных корпусах. Однако такие корпуса имеют существенный недостаток, заключающийся в недостаточной естественной вентиляции рабочего пространства, что связано с необходимостью нагнетать свежий воздух в рабочую зону высокопроизводительными вентиляторами по специальным каналам, на сооружение и эксплуатацию которых требуются значительные затраты. В последнее время наибольшее распространение получили катодные кожухи с металлическим днищем. Электролизеры с таким типом кожухов устанавливаются в двухэтажных корпусах, в которых происходит эффективная естественная вентиляция рабочей зоны, что создает не только надлежащие условия труда, но и обеспечивает интенсивный отвод тепла от конструктивных элементов элекролизеров, что улучшает условия их работы. Отводу тепла в некоторой степени способствует также днище кожуха. Это особенно важное значение имеет для электролизеров большой мощности. Применение кожухов с металлическим днищем целесообразно для электролизеров такой длины, при которой проектирование кожухов рамного типа затруднительно. Кожух же с днищем может быть практически любой длины.
Известен катодный кожух алюминиевого электролизера, включающий днище, продольные и торцевые стенки, футерованные огнеупорным материалом, и установленные по продольным сторонам вертикальные контрфорсные балки, при этом продольные и торцевые стенки выполнены откидными, прикрепленными шарнирно к днищу и жестко соединенные между собой (авт. св. СССР N 362063, кл. C 22 D 3/02, C 22 D 3/12, опубл. 13.12.72).
Недостатком данного катодного кожуха является малый срок службы. Возникающие в процессе эксплуатации кожуха термические напряжения и напряжения от расширения футеровки в результате ее пропитки солями приводят к деформации стенок кожуха и к нарушению целостности кожуха в наиболее слабых его местах, а именно, в местах шарнирного соединения стенок к днищу и в местах соединения стенок между собой, что приводит к снижению срока службы кожуха.
Наиболее близким является катодный кожух алюминиевого электролизера, включающий футеруемую внутри металлическую ванну с продольными стенками с окнами вывода катодных стержней, торцевыми стенками и днищем, установленную внутри жесткого каркаса, образованного обеспечивающими жесткость поперечными цельносварными рамами (шпангоутами), установленными на опорной раме и жестко к ней прилепленными, элементами связи, размещенными между поперечными рамами каркаса и жестко с ними соединенными, причем верхние их края закреплены на уровне каркаса, а нижние на расстоянии от верха каркаса, не превышающем 1/3 1/5 высоты стенок кожуха, поясами жесткости торцевых стенок, жестко соединенными с крайними поперечными рамами, а также снабженного элементами, выполненными в виде металлических накладок, расположенными ниже уровня окон для вывода катодных стержней и соединенными со стенками кожуха (авт. св. СССР N 1705413, кл. C 25 C 3/08, опубл. 15.01.92).
При такой конструкции катодного кожуха затруднено выполнение монтажных работ, касающихся установки подовых секций, что приводит к повышению трудозатрат и увеличению времени проведения капитального ремонта. При установке подовых секций возможно повреждение теплоизоляционной кладке и укладываемой под подовые блоки подушки, что снижает качество монтажа, в значительной степени определяющее срок службы. Конструкция катодного кожуха затрудняет также установку укрепленных подовых секций, использование которых позволяет уменьшить количество швов подины, являющихся одним из слабых ее мест. Толщина стенок и днища металлической ванны, необходимая для обеспечения прочности при транспортировке ванны вместе с отработанной футеровкой грузоподъемным устройством, и наличие силового каркаса повышают металлоемкость кожуха. При этом необходимо отметить невозможность повторного использования металлической ванны. Кроме того, при извлечении металлической ванны из силового каркаса возможно ее заклинивание вследствии деформации стенок или других подобных причин, что может привести к отрыву силового каркаса от строительных конструкций из-за его меньшего по сравнению с весом ванны с заключенной внутри ее отработанной футеровкой, что в дальнейшем потребует проведения соответствующих ремонтных работ, увеличивая тем самым продолжительность проведения капитального ремонта и затраты труда на монтаж кожуха. Кроме того, наличие силового каркаса ограничивает возможность расширения элементов кожуха, что приводит к пластической деформации катодного кожуха в результате действия возникающих в процессе эксплуатации кожуха термических напряжений и напряжений от расширения футеровки в результате ее пропитки солями, что отрицательно сказывается на сроке службы. Пластическая деформация кожуха возможна также из-за жесткого соединения поперечных рам (шпангоутов) между собой верхними и нижними элементами связи и соединения продольных стенок кожуха с нижними элементами и неравномерного распределения температуры в различных частях указанных элементов, что также снижает срок службы.
В основу изобретения положена задача разработать конструкцию катодного кожуха алюминиевого электролизера, которая обладала бы возможностью свободного расширения, переводя тем самым рабочие деформации кожуха в область упругой деформации, сохраняя прочность кожуха и равномерность обжатия футеровки электролизера, при этом обеспечивала бы улучшение и упрощение условий выполнения монтажных работ, повышение их качества, выполнение их в минимальные сроки, что позволит повысить срок службы, уменьшить трудоемкость работ при капитальном ремонте и сократить продолжительность капитального ремонта.
Достижение вышеуказанного технического результата обеспечивается тем, что в катодном кожухе алюминиевого электролизера, включающем шпангоуты, соединенные друг с другом элементами связи; футеруемый внутри короб с продольными стенками, с окнами для вывода катодных стержней, торцевыми стенками и днищем и соединенные с крайними шпангоутами пояса жесткости торцевых стенок, шпангоуты, стенки короба и пояса жесткости торцевых стенок выполнены разъемными с расположением места разъема в пределах высоты окон для вывода катодных стержней, торцевые стенки соединены с поясами жесткости, а в качестве соединяющих шпангоуты элементов связи использованы продольные стенки с днищем, при этом в местах разъема шпангоутов установлены элементы, обеспечивающие жесткое соединение их верхних и нижних частей.
Между шпангоутами в местах размещения окон для вывода катодных стержней могут быть размещены дополнительные элементы жесткости, соединенные с продольными стенками.
Верхние и нижние части шпангоутов могут быть соединены при помощи фланцевого соединения.
Дополнительные элементы жесткости могут быть соединены с шпангоутами или с элементами, обеспечивающими жесткое соединение их верхних и нижних частей, образуя вместе с поясами жесткости торцевых стенок замкнутый, расположенный по периметру короба пояс.
Выполнение шпангоутов, стенок и поясов жесткости торцевых стенок разъемными с расположением места разъема в пределах высоты окон для вывода катодных стержней, соединение торцевых стенок с поясами жесткости и использование в качестве соединяющих шпангоуты элементов связи продольных стенок и днища улучшает и упрощает условия выполнения монтажных работ, повышает их качество и обеспечивает их выполнение в минимально возможные сроки, в сочетании с возможностью свободного расширения кожуха при сохранении необходимой прочности кожуха и равномерности обжатия футеровки, что позволяет повысить срок службы, уменьшить трудоемкость при капитальном ремонте и сократить продолжительность проведения капитального ремонта.
При такой конструкции кожуха исключается операция по заводке катодных стержней подовых секций в прорезанные в продольных стенках окна, в процессе которой возможно повреждение теплоизоляционной кладки и укладываемой под подовые блоки подушки. Выполнение элементов кожуха разъемными с образованием нижней и съемной верхней частей кожуха позволяет производить установку подовых секций на выполненную в нижней части кожуха теплоизоляционную кладку и уложенную сверху подушку при неустановленной съемной верхней его части, что позволяет выполнять эту работу качественно, с соблюдением всех необходимых при этом условий и требований, с наименьшими затратами труда и в минимальные сроки, исключая при этом указанные ранее возможные повреждения, что положительно сказывается на качестве монтажных работ и, соответственно, на сроке службы. При этом возможно использование укрупненных подовых секций, применение которых уменьшает количество швов подины и способствует этим повышению срока службы. Выполнение разъема в местах размещения окон для вывода катодных стержней значительно облегчает установку подовых секций согласно проектному положению, так как в этом случае положение подовых секций ориентируется по местам размещения окон для вывода катодных стержней.
Использование в качестве элементов связи, соединяющих шпангоуты, продольных стенок и днища, обеспечивает возможность выполнения кожуха разъемным с образованием нижней и верхней его частей, при этом верхняя часть кожуха выполнена съемной и образована верхними частями продольных стенок короба, связывающими между собой верхние части шпангоутов, верхними частями торцевых стенок и верхними частями поясов жесткости торцевых стенок, соединенных с ними частями крайних шпангоутов, а нижняя часть кожуха образована соответственно нижними частями продольных стенок и днищем, связывающими между собой нижние части шпангоутов, нижними частями торцевых стенок и нижними частями поясов жесткости торцевых стенок, соединенных с ними частями крайних шпангоутов. При этом использование продольных стенок и днища в качестве соединяющих шпангоуты элементов связи обеспечивает возможность свободного расширения кожуха в продольном направлении, переводя его рабочие деформации в область упругих и сохраняя при этом необходимую прочность кожуха и равномерность обжатия футеровки. Установка при этом в местах разъем шпангоутов элементов, обеспечивающих жесткое соединение их верхних и нижних частей, восстанавливает целостность и прочность шпангоутов при соединении нижней и верхней частей кожуха, обеспечивая этим необходимую поперечную прочность кожуха и равномерность обжатия футеровки.
Размещение между шпангоутами в местах размещения окон для вывода катодных стержней дополнительных элементов жесткости, соединенных с продольными стенками придает кожуху в случае необходимости дополнительную прочность и обеспечивает работу верхних и нижних частей продольных стенок в качестве элементов связи шпангоутов. При этом возможно образование замкнутого, расположенного по периметру короба пояса, образованного дополнительными элементами жесткости вместе с поясами жесткости торцевых стенок и элементами, обеспечивающими жесткое соединение верхних и нижних частей шпангоутов.
Фланцевое соединение верхних и нижних частей шпангоутов обеспечивает восстановление целостности и прочности шпангоутов при простоте выполнения такого соединения.
Выполнение конструктивных элементов кожуха разъемными упрощает и облегчает также условия демонтажа отработанной футеровки. После отсоединения и снятия верхней части кожуха значительно облегчается удаление и разрушение отработанной футеровки и удаление остатков фтористых солей и алюминия, что также сказывается на снижении трудоемкости работ при капитальном ремонте и сокращении его сроков.
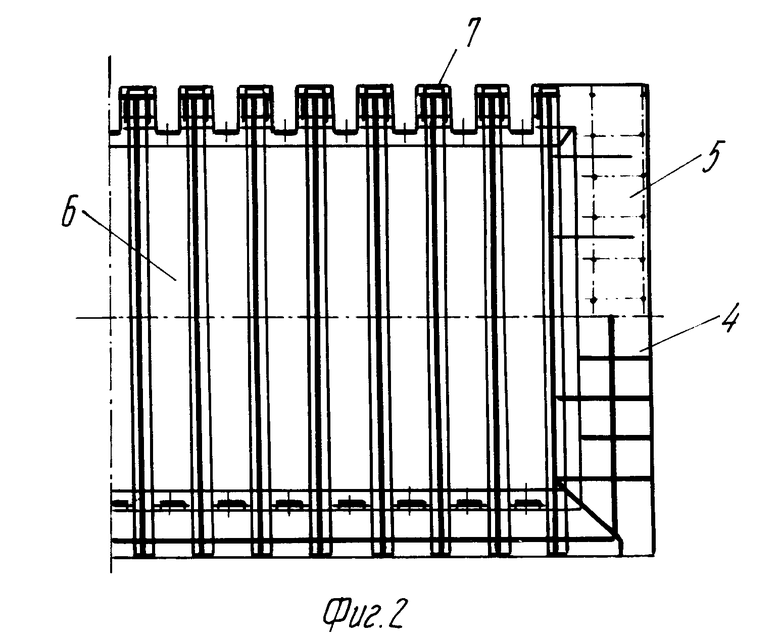
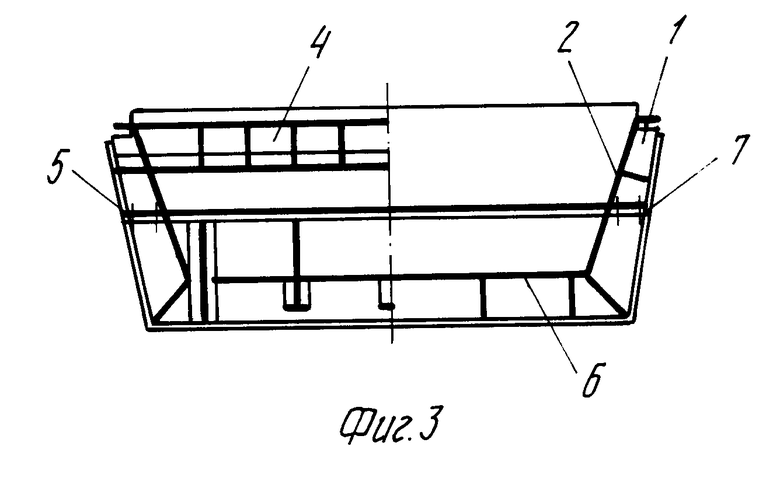
На фиг.1 изображен катодный кожух алюминиевого электролизера, вид сбоку; на фиг.2 то же, вид в плане; на фиг.3 то же, вид с торца.
Катодный кожух алюминиевого электролизера включает шпангоуты 1, продольные стенки 2 с окнами 3 для вывода катодных стержней, торцевые стенки 4 с поясами жесткости 5, соединенными с крайними шпангоутами 1, и днище 6. Стенки кожуха 2,4 и днище 6 футеруются внутри огнеупорными и теплоизоляционными материалами (не показаны). В местах разъема шпангоутов 1 установлены элементы 7, обеспечивающие жесткое соединение их верхних и нижних частей.
Между шпангоутами 1 в местах размещения окон 3 для вывода катодных стержней могут быть дополнительно установлены элементы 8 жесткости, жестко соединенные с продольными стенками 2.
Монтаж и демонтаж катодного кожуха алюминиевого электролизера и его футеровки осуществляется следующим образом.
При изготовлении кожуха толщину его продольных стенок и днища кожуха определяют, исходя из условий обеспечения прочности кожуха и перевода его рабочих деформаций в область упругих. Толщина продольных стенок и днища кожуха составляет 0,025-0,06 шага установки шпангоутов, а отношение высоты сечения шпангоутов к толщине продольных стенок и днища составляет 15-30.
Стенки катодного кожуха могут иметь как вертикальное, так и наклонное расположение. При наклонном расположении угол их наклона к вертикальной плоскости составляет до 30o. При этом оптимальным углом наклона является угол, равный 20o.
Стенки и днище кожуха изготавливают из листовой стали, толщиной 20 мм. Соединение стенок и днища со шпангоутами осуществляют при помощи сварки. Шаг установки шпангоутов составляет 590 мм. Количество шпангоутов составляет 16 при габаритной длине катодного кожуха 10000 мм. Высота сечения горизонтальной части шпангоутов составляет 400 мм, что составляет 20 толщин соединяющих шпангоуты элементов. При этом толщина стенок и днища составляет 0,034 шага установки шпангоутов по длине катодного кожуха. Торцевые стенки соединяют с их поясами жесткости при помощи сварки.
Разъем шпангоутов, стенок и поясов жесткости торцевых стенок может быть выполнен в любом месте в пределах высоты окон для вывода катодных стержней. Однако для облегчения установки подовых секций согласно проектному положению разъем желательно выполнять в верхнем уровне высоты окон для катодных стержней.
В качестве элементов, устанавливаемых в местах разъема шпангоутов и обеспечивающих жесткое соединение их верхних и нижних частей, могут быть использованы, например металлические накладки различной формы, при этом они могут иметь как вертикальное расположение, так и горизонтальное. Верхние и нижние части шпангоутов могут быть соединены при помощи фланцевого соединения, при этом указанными элементами являются фланцы этого соединения. Соединение указанных элементов с соответствующими частями шпангоутов и друг с другом может быть осуществлено, например при помощи сварки, болтового или клинового соединения.
В местах размещения окон для вывода катодных стержней возможно размещение дополнительных элементов, соединенных с продольными стенками при помощи сварки. Эти элементы могут быть соединены с шпангоутами или с элементами, обеспечивающими жесткое соединение их верхних и нижних частей, в частности с фланцами. При этом возможно объединение поясов жесткости торцевых стенок, соединенных с крайними шпангоутами, элементов, соединяющих верхние и нижние части шпангоутов, и дополнительных элементов в единый замкнутый, расположенный по периметру кожуха пояс.
Установка катодного кожуха в корпусе осуществляется со свободным опиранием его на продольные строительные опоры. При этом сначала устанавливается нижняя часть кожуха. После чего внутри нижней части кожуха осуществляют кладку теплоизоляционной футеровки и укладку угольной подушки, а затем устанавливают подовые секции. Подовые секции устанавливают с применением шаблона, фиксирующего их проектное положение. Для облегчения установки подовых секций согласно проектному положению разъем выполняют на верхнем уровне высоты окон для пропуска катодных стержней. После футеровки нижней части кожуха устанавливается его верхняя съемная часть и осуществляется их соединение. При этом для соединения верхних и нижних частей шпангоутов используется фланцевое болтовое соединение. Толщина фланцев составляет 30 мм. Соединение верхних и нижних частей поясов жесткости торцевых стенок осуществляется также при помощи болтового соединения. В местах размещения окон для вывода катодных стержней размещают дополнительные элементы, соединенные с продольными стенками сваркой. Толщина этих элементов также составляет 30 мм. При этом пояса жесткости торцевых стенок, соединенные с крайними шпангоутами, фланцами, соединяющие верхние и нижние части шпангоутов, и дополнительные элементы объединены в единый замкнутый пояс, расположенный по периметру кожуха на верхнем уровне высоты для вывода катодных стержней. После установки верхней части кожуха и соединения ее с нижней частью осуществляется футеровка боковых стенок. Завершает футеровку кожуха набойка подины, т.е. заполнение всех швов между подовыми секциями.
При демонтаже кожуха и его футеровке верхняя его часть отсоединяется от нижней и очищается от бортовой футеровки. После чего известными способами осуществляется удаление демонтированной бортовой футеровки, остатков фтористых солей и алюминия, а затем разрушение и удаление футеровки нижней части кожуха. Части кожуха проверяются на возможность их дальнейшей эксплуатации. В случае необходимости производят их ремонт либо в корпусе на специально отведенных для этого местах, либо в цехе капитального ремонта.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2113550C1 |
| КАТОДНЫЙ КОЖУХ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2006 |
|
RU2326187C2 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2308547C1 |
| АНОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ И САМООБЖИГАЮЩИМСЯ АНОДОМ | 1995 |
|
RU2083726C1 |
| АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР | 2003 |
|
RU2256009C2 |
| АНОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ И САМООБЖИГАЮЩИМСЯ АНОДОМ | 1997 |
|
RU2118408C1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2051204C1 |
| УПЛОТНЕНИЕ ВЫВОДА КАТОДНЫХ СТЕРЖНЕЙ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2108414C1 |
| КАТОДНЫЙ КОЖУХ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2006 |
|
RU2324009C2 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2320781C1 |
Изобретение относится к металлургии цветных металлов, в частности к электролитическому получению алюминия, к конструкции катодного кожуха алюминиевого электролизера. Техническим результатом является повышение срока службы, уменьшение трудоемкости работ при капитальном ремонте и сокращение продолжительности капитального ремонта. Достижение технического результата обеспечивается тем, что в катодном кожухе алюминиевого электролизера, включающем шпангоуты, соединенные друг с другом элементами связи, футеруемый внутри короб с продольными стенками с окнами для вывода катодных стержней, торцевыми стенками и днищем и соединенные с крайними шпангоутами пояса жесткости торцевых стенок выполнены разъемными с расположением места разъема в пределах высоты окон для вывода катодных стрежней, торцевые стенки соединены с поясами жесткости, а в качестве соединяющих шпангоуты элементов связи использованы продольные стенки и днище, при этом в местах разъема шпангоутов установлены элементы, обеспечивающие жесткое соединение их верхних и нижних частей. 3 з.п. ф-лы, 3 ил.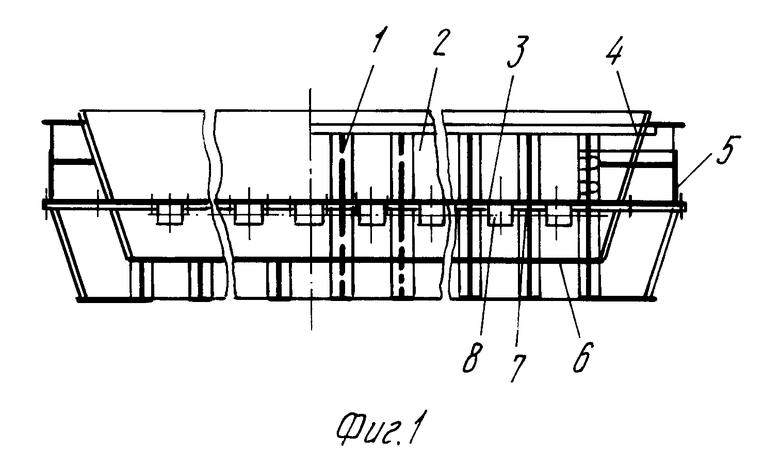
| Катодное устройство алюминиевого электролизера и способ его ремонта | 1989 |
|
SU1705413A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |

