Изобретение относится к бытовым средствам для удаления волос с поверхности кожи человека - бритья и, в частности, может быть использовано в устройствах для бритья и при изготовлении лезвий бритвы.
Наиболее близким по технической сущности и достигаемому результату к описываемому устройству для бритья является известное устройство, которое содержит держатель и прикрепленный к нему режущий элемент (лезвие), имеющий по меньшей мере одно отверстие с кольцевой заостренной кромкой, образованной участками поверхностей, расположенными под углом друг к другу, внешний из которых определяет плоскость бритья [1].
Недостатком известного устройства для бритья является недостаточное качество бритья.
Техническим результатом, на решение которого направлено описываемое устройство, является улучшение качества бритья за счет изменения геометрии режущей кромки.
Для достижения указанного результата в описываемом устройстве для бритья, содержащем держатель, прикрепленный к нему режущий элемент (лезвие), имеющий по меньшей мере одно отверстие с кольцевой заостренной кромкой, образованной участками поверхностей, внешний из которых определяет плоскость бритья, согласно изобретению, заостренная кромка отверстия образована основными участками поверхностей, расположенными под углом друг к другу менее 30o, и дополнительными участками, являющимися продолжением основных, образующими при своем пересечении острие и расположенными под углом друг к другу менее 30o. При этом дополнительные участки смещены в одном направлении от основных участков под одним углом в диапазоне 135 - 170o так, что острие выступает на 0,01 - 0,1 мм, в частности менее чем на 0,04 мм, а биссектриса угла, образованного дополнительными участками, расположена под углом 15 - 35o к плоскости бритья. Отверстие в лезвии выполнено с шириной размером менее 6 мм, а острие выполнено выступающим над плоскостью бритья менее чем на 0,04 мм. Кроме того, дополнительные участки поверхностей, образующих заостренную кромку, имеют размер в радиальном направлении менее 0,3 мм, а основные участки, образующие заостренную кромку отверстия, имеют размер в радиальном направлении, по меньшей мере вдвое больше размера дополнительных участков в этом же направлении.
Кроме того, лезвие представляет собой элемент из металлической фольги толщиной менее 0,3 мм, в элементе есть множество отверстий - по меньшей мере десять отверстий круглой формы, с кольцевой заостренной кромкой, образующей острие, которое выступает над плоскостью бритья на 0,01 - 0,1 мм.
Наиболее близким по технической сущности и достигаемому результату к описываемому способу изготовления лезвия бритвы является известный способ изготовления лезвия, при котором из листового материала изготавливают лезвие с по меньшей мере одним отверстием и производят заострение кромки отверстия до образования кольцевой режущей кромки с острием [2].
Для достижения указанного технического результата в описываемом способе изготовления лезвия бритвы, при котором из листового материала изготавливают лезвие с по меньшей мере одним отверстием и производят заострение кромки отверстия до образования кольцевой режущей кромки с острием, согласно описываемому изобретению, после заострения кромки осуществляют механическое смещение кольцевой кромки, непосредственно прилегающей к острию, до выступания последнего в диапазоне 0,01 - 0,1 мм с образованием угла бритья в диапазоне 15 -35o. При этом отверстие в лезвии выполняют с шириной размером менее 6 мм, а механическое смещение предусмотренных дополнительных участков поверхности, образующих участок заостренной кромки около острия лезвия, осуществляют в одном направлении от предусмотренных основных участков, являющихся продолжением дополнительных участков заостренной кромки на угол в диапазоне 135- 175o. Дополнительные участки кольцевой заостренной кромки выполняют размером в радиальном направлении менее 0,3 мм, а основные участки заостренной кромки выполняют размером в радиальном направлении, по меньшей мере, вдвое больше размера дополнительных участков в том же направлении.
Кроме того, режущий элемент выполняют в виде металлической ленты с множеством отверстий в ней по меньшей мере десять отверстий круглой конфигурации с режущими кромками, кромки отверстий заостряют для образования ряда кольцевых режущих кромок. При этом применяют штамповочное устройство для придания постоянного изгиба участка каждой кольцевой кромки, непосредственно прилегающего к острию каждой кольцевой заостренной кромки, для получения дополнительных граней, которые определяют угол бритья по отношению к плоскости металлической ленты порядка 25o и выступания около 0,03 мм. При этом лезвие из металлической фольги выполняют толщиной 0,3 мм, а каждое отверстие выполняют шириной менее 0,6 мм.
Изобретение касается также устройства для изготовления лезвия бритвы, имеющего отверстия с кольцевой заостренной кромкой.
Описываемое устройство для изготовления лезвия согласно изобретению содержит множество пуансонов, при этом каждый пуансон имеет выступающий штифт, имеющий форму, идентичную конфигурации кольцевой заостренной кромки каждого от отверстий в лезвии и несколько больший размер, чем размер кольцевой заостренной кромки, матрицу с формирующими поверхностями, имеющими каждая конфигурацию, соответствующую форме кольцевой заостренной кромки каждого из отверстий лезвия, и несколько больший размер, чем каждый из пуансонов, а также средство для размещения лезвия бритвы между пуансонами и матрицей и средство для обеспечения движения пуансонов и матрицы во встречном направлении для осуществления холодной обработки каждого участка кольцевой кромки каждого из отверстий лезвия, непосредственно примыкающего к острию каждого участка кромки, путем механического смещения каждого острия до его выступания в диапазоне 0,01 - 0,1 мм с образованием угла бритья в диапазоне 15 - 35o. Выступающие штифты выполнены из закаленного металла и имеют сферическую верхнюю поверхность.
Отверстия лезвия имеют ширину менее 6 мм, а механическое смещение кольцевой кромки обеспечивает смещение дополнительных участков в одном направлении на угол в диапазоне 135 - 175o по отношению к основным участкам.
Кроме того, лезвие бритвы представляет собой ленту из металлической фольги с множеством отверстий, а устройство дополнительно включает плиту, взаимодействующую с пуансоном и имеющую множество отверстий, соответствующих отверстиям в ленте из металлической фольги. Причем пуансон имеет множество элементов, расположенных в отверстиях в нажимной плите, а устройство предназначено одновременно для придания постоянного изгиба части каждого участка кольцевой кромки, непосредственно примыкающей к каждой кольцевой заостренной кромке, и для образования дополнительных кромок, определяющих угол бритья по отношению к плоскости металлической ленты, порядка 25o и выступания порядка 0,03 мм. Каждый пуансон имеет верхнюю и нижнюю сферические поверхности радиусом менее 6 мм, радиус которой совпадает с центром радиуса верхней поверхности.
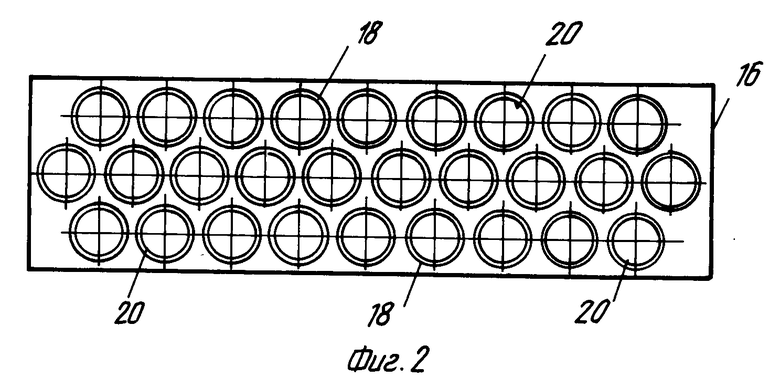
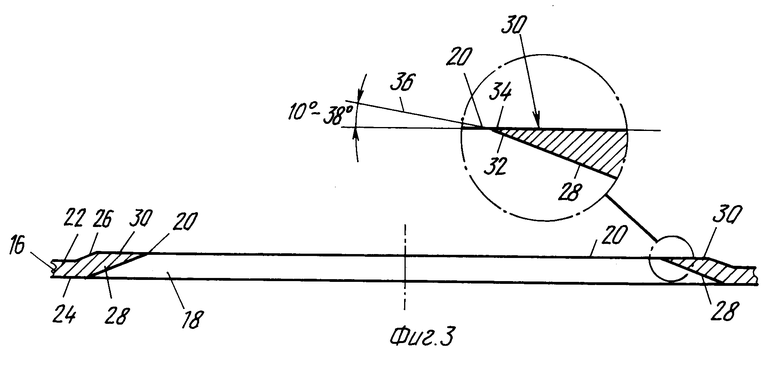
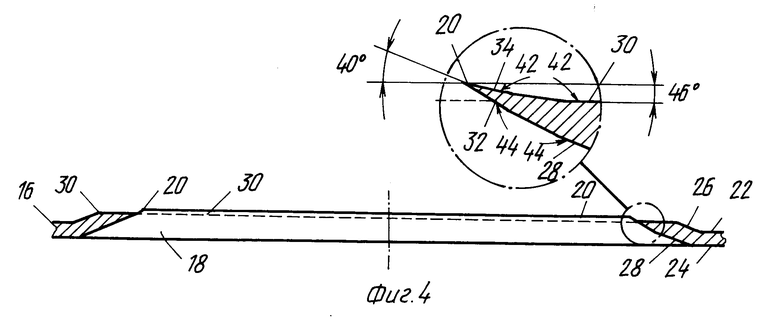
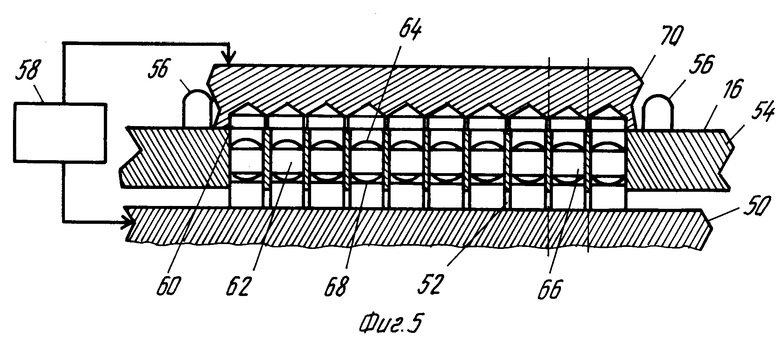
На фиг. 1 показан вид в перспективе устройства для бритья в соответствии с изобретением; на фиг. 2 - вид в плане элемента из фольги, используемого в устройстве для бритья, показанном на фиг. 1; на фиг. 3 - вид в разрезе в увеличенном масштабе отверстия в элементе из фольги, показанном на фиг. 2, после предварительной обработки; на фиг. 3а - увеличенный вид участка, показанного на фиг. 3; на фиг. 4 - вид в разрезе в увеличенном масштабе (подобно фиг. 3) отверстия в элементе из фольги, показанном на фиг. 2 после дополнительной обработки; на фиг. 4А - вид в увеличенном масштабе (подобно фиг. 3А) участка, показанного на фиг. 4, иллюстрирующий конструкцию и конфигурацию конечной кромки заостренного отверстия в элементе из фольги, показанном на фиг. 2; на фиг. 5 - вид в разрезе устройства из пуансона и матрицы, используемого при штамповке лезвия бритвы (см. фиг. 2 и 4); на фиг. 6 - вид в горизонтальной проекции узла нажимной плиты для переворачивания кромки при штамповке лезвия бритвы (см. фиг. 2 и 4); на фиг. 7 - вид в разрезе в увеличенном масштабе части одной ступени устройства из пуансона и матрицы, показанного на фиг. 5.
Устройство для бритья 10, показанное на фиг. 1, включает в себя держатель 12, прикрепленный к части 14 колпачка. Часть 14 колпачка несет ленту из металлической фольги 16, которая имеет ряд отверстий 18 и элемент 19 для предварительной обработки кожи, который проходит вокруг.
Устройство для бритья 10 имеет высоту около 6,5 см, длину около 5,7 см и ширину 2,4 см.
Лента 16 из металлической фольги, показанная на фиг. 2, изготовлена из стальной полосы толщиной 0,1 мм и имеет длину около 4,3 см и ширину около 1,2 см. В ленте 16 из фольги выполнен ряд из 28 отверстий 18, расположенных в три ряда, на расстоянии примерно 4 мм между центрами отверстий. Каждое отверстие 18 имеет диаметр около 3 мм, а кольцевая кромка 20 заострена до лезвия бритвы, как это показано на фиг. 3. В других вариантах осуществления изобретения круглые отверстия расположены в различных порядках и имеют диаметр в диапазоне от 2 до 3,5 мм, а кольцевые кромки нескольких отверстий одинаково обработаны описанным ниже способом.
Как показано на фиг. 3 и 4, лента 16 имеет верхнюю поверхность 22 и нижнюю поверхность 24. Каждое отверстие 18 окружено кольцевыми участками 26, 28, которые наклонены под углом около 20o к поверхностям 22 и 24 соответственно, и образованы посредством механического смещения и чеканки. Затем верхние наклонные участки 26 подвергаются шлифованию и полированию для образования граней 30, которые проходят параллельно и смещены примерно на 0,03 мм от поверхности 22, причем они имеют радиальную длину около 0,3 мм каждая. Грани 30 проходят параллельно плоскости ленты 16 и определяют плоскость бритья.
Дополнительные виды в увеличенном масштабе представлены на фиг. 3А и 4А. Как показано на этих фигурах, края 20 каждого отверстия 18 в лезвие образованы поверхностями 32 и 34, расположенными под углом около 20o по отношению друг к другу и являющимися продолжениями поверхностей 28 и 30 соответственно. После предварительной обработки, как показано на фиг. 3 и 3А, половина угла между поверхностями 32 и 34, как показано линией 36, имеет такую величину, что линия 36 наклонена под углом 38 около 10o к плоскости бритья, определенной поверхностью 30. Затем лента 16 из фольги подвергается дополнительной холодной обработке и гибке участка, непосредственно смежного с острием для смещения кромки вверх так, чтобы наклон линии 36 половины угла между поверхностями 32 и 34 увеличивался до угла 40, примерно равного 25o по отношению к плоскости ленты 16 для бритья. При этих условиях угол 42 между поверхностями 30 и 34 составляет около 165o, а угол 44 между поверхностями 26 и 32 - примерно 195o. Поверхности 32 и 34 граней имеют каждая длину примерно 0,1 мм, а острие 20 смещено (выступает 46) примерно на 0,03 мм над поверхностью 30 грани.
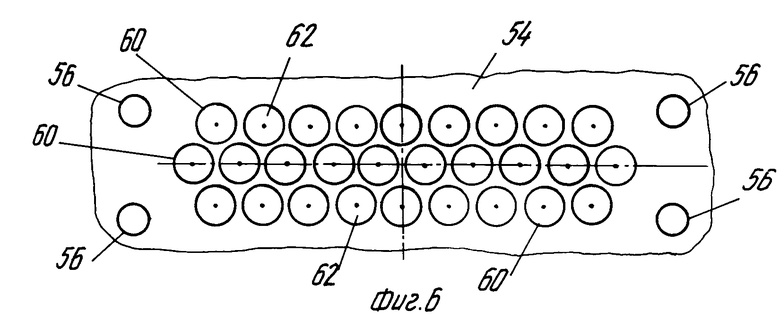
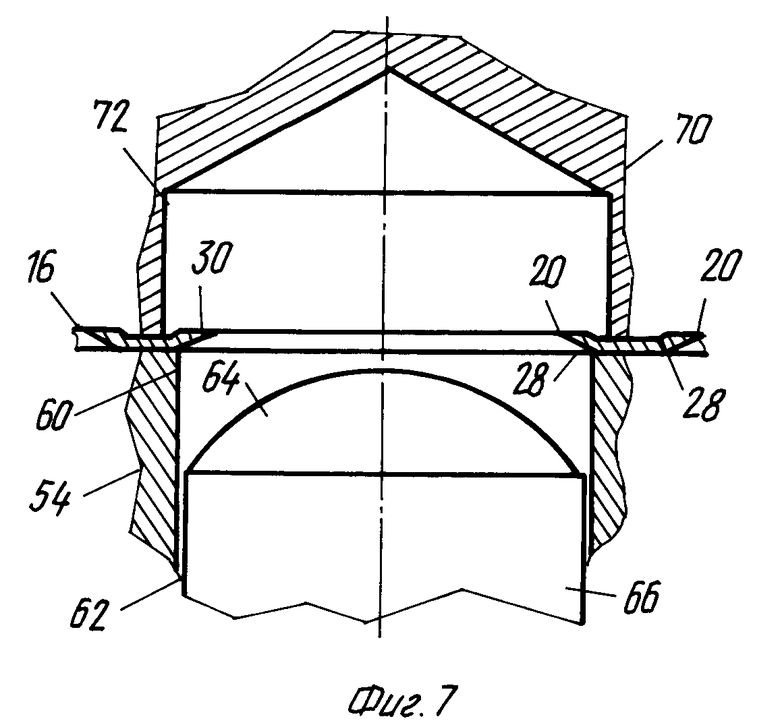
Геометрия кромки, показанная на фиг. 4 и 4А, образована с помощью устройства с пуансоном и матрицей, показанного на фиг. 5 - 7. Это устройство включает в себя плиту 50 пуансона, которая смонтирована в неподвижном положении и имеет ряд выступающих штифтов 52, соответствующих конфигурации отверстий 18 в ленте 16. Над плитой 50 пуансона расположена подпружиненная нажимная плита 54, которая имеет выступающие направляющие колонки 56, входящие в направляющие отверстия (не показаны) в ленте 16, чтобы эта лента 16 точно располагалась по отношению к направляющим каналам 60 диаметром около 3,7 мм в нажимной плите 54. В каналах 60 находятся подвижные элементы 62 пуансона из закаленной стали (диаметром 3,4 мм), каждый из которых имеет сферическую верхнюю поверхность 64 с радиусом примерно 2,4 мм, цилиндрический участок 66 корпуса диаметром около 3,4 мм и сферическую нижнюю поверхность 68, центр радиуса которой совпадает с центром радиуса верхней поверхности 64. Плита 70 матрицы имеет множество выточек 72 диаметром около 4,0 мм, расположение которых соответствует положению отверстий 18 в ленте 16 из фольги.
Во время работы лента 16 устанавливается на нажимной плите 54, сцементированной посредством направляющих колонок 56, а плита 70 матрицы перемещается вниз с помощью известного устройства 58, зажимая ленту 16, как показано на фиг. 5 и 7. Когда нажимная плита 54 перемещается вниз плитой 70 матрицы, поверхности 64 подвижных элементов 62 пуансона вступают в контакт с заостренными кромками 20 отверстий 18 под углом около 40o и отгибают вверх дополнительные грани 32 и 34, во время операции металлообработки, смещая кромки 20 равномерно вверх примерно на 0,03 мм, что обеспечивает равномерную конфигурацию кромки лезвия, показанную на фиг. 4 и 4А, выставление примерно на 0,03 мм и угол бритья около 25o.
Если это требуется, то на заострение кромки можно нанести металлическое и/или полимерное покрытие и обработанную ленту разместить в устройстве для бритья. В результате устройство для бритья имеет хорошие характеристики бритья и большой срок службы.
Хотя в данной заявке показаны и описаны конкретные примеры осуществления настоящего изобретения, однако в объеме изобретения возможны различные изменения и модификации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЗВИЯ БРИТВЫ, ЛЕЗВИЕ БРИТВЫ И УСТРОЙСТВО ДЛЯ БРИТЬЯ | 1992 |
|
RU2108234C1 |
| БЕЗОПАСНЫЕ БРИТВЫ | 1998 |
|
RU2182077C2 |
| БЕЗОПАСНАЯ БРИТВЕННАЯ СИСТЕМА (ВАРИАНТЫ), БРИТВЕННОЕ ЛЕЗВИЕ ДЛЯ БРИТВЕННОЙ СИСТЕМЫ, СПОСОБ ИЗГОТОВЛЕНИЯ БРИТВЕННОГО ЛЕЗВИЯ ДЛЯ БРИТВЕННОЙ СИСТЕМЫ | 1995 |
|
RU2152299C1 |
| БРИТВА С ОВАЛЬНОЙ РАМОЙ | 1996 |
|
RU2164861C2 |
| БЛОК ЛЕЗВИЙ БРИТВЫ (ВАРИАНТЫ) | 1997 |
|
RU2189308C2 |
| СПОСОБ ОБРАЗОВАНИЯ БРИТВЕННЫХ ЛЕЗВИЙ И БРИТВЕННОЕ ЛЕЗВИЕ | 1991 |
|
RU2108235C1 |
| СЪЕМНЫЙ БЛОК ЛЕЗВИЙ ДЛЯ БЕЗОПАСНОЙ БРИТВЫ | 1992 |
|
RU2182076C2 |
| УЗЕЛ ЛЕЗВИЯ БРИТВЫ | 1997 |
|
RU2169659C2 |
| НОЖЕВОЙ БЛОК ДЛЯ БЕЗОПАСНОЙ БРИТВЫ И ГОЛОВКА БРИТВЫ | 1991 |
|
RU2091211C1 |
| БЕЗОПАСНЫЕ БРИТВЫ | 1998 |
|
RU2181324C2 |
Устройство используется для бритья. Устройство для бритья содержит держатель, режущий элемент (лезвие), прикрепленный к держателю. Лезвие имеет отверстие, которое образует кольцевую заостренную кромку с основными участками поверхностей, расположенными под углом друг к другу менее 30o, и дополнительными участками, являющимися продолжением основных участков, образующими при пересечении острия и расположенными под углом друг к другу менее 30o. Дополнительные участки смещены в одном направлении от основных участков, каждый под углом менее 175o. Острие выступает на 0,01-0,1 мм, а биссектриса угла, образованного дополнительными участками,расположена под углом 15 - 35o к плоскости бритья. В изобретении обеспечивается улучшение качества бритья за счет изменения геометрии режущей кромки. 3 с. и 19 з.п.ф-лы, 7 ил.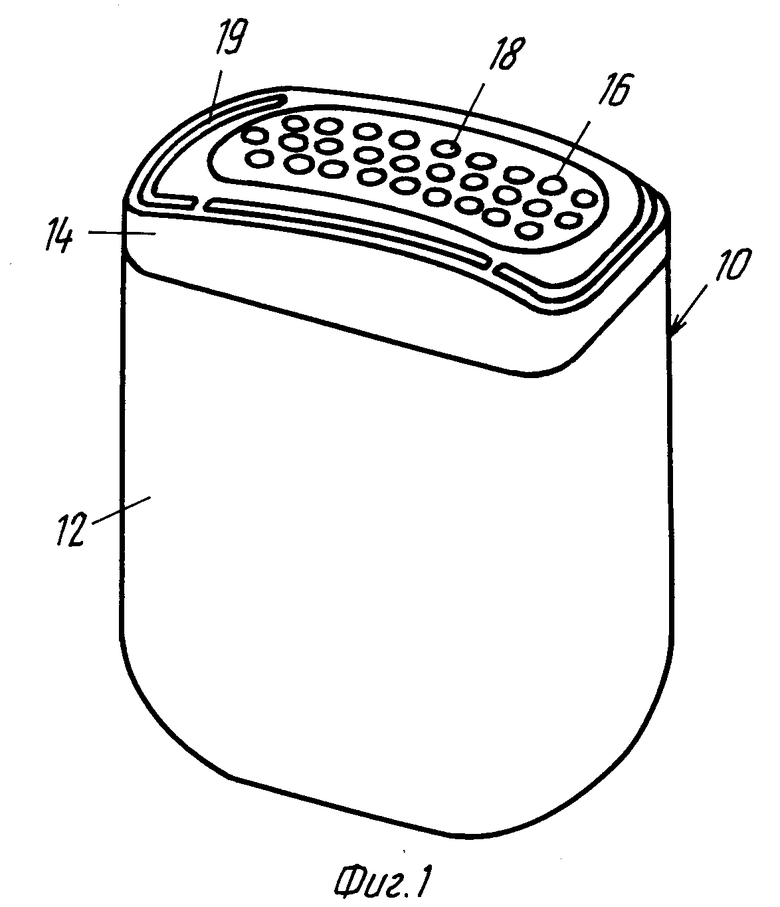
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US, патент, 2598711, кл.30-49, 1949 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент, 3702026, кл | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
