Изобретение относится к областям металлургии, производства материалов и может быть использовано преимущественно в листопрокатных технологиях.
Одним из принятых параметров, характеризующих плоскостность полосы материала, является поперечное (по ширине полосы) распределение относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством.
Известен способ определения плоскостности движущейся полосы материала, основанный на измерении поперечного распределения относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, при котором производится измерение растягивающих напряжений в указанных участках с помощью различных контактных датчиков (заявка Японии N 56-51563, кл. МПК G 01 B 7/34, G 01 L 5/10, G 01 B 7/00, опубл. 1981; заявка Японии N 54-10872, кл. МПК G 01 B 7/34, опубл. 1979). По растягивающим напряжениям можно вычислить относительные удлинения ленточных продольных участков полосы, выделяемых измерительным устройством. Главным недостатком указанного способа является контактный метод измерения, что, в ряде случаев, особенно при горячей прокатке стальной полосы, встречает значительные технические трудности.
Наиболее близким к предлагаемому изобретению является способ определения плоскостности движущейся полосы материала, приведенный в описании измерителя плоскостности для горячей прокатки (Flatness Gauge for Hot Strip Mills, фирма Mitsubishi Electric, Япония, проспект SEG 317-A / ROD, 1985). Этот способ основан на измерении поперечного распределения относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, при котором, с большой частотой повторения, производится измерение высоты поверхности указанных участков относительно плоскости, касательной к опорным элементам, по которым перемещается полоса, а также измерение скорости движения полосы, с последующим вычислением длин ленточных продольных участков полосы, выделяемых измерительным устройством, и соответственно, относительных удлинений указанных участков, из условия:
где
Lm - длина m-го ленточного продольного участка полосы, выделяемого измерительным устройством, (m=1,2,3...);
N - число измерений, участвующих в усреднении;
hm,i - высота поверхности полосы относительно плоскости, касательной к опорным элементам, по которым перемещается полоса, в i-ом измерении, (i= 1,2,3...);
hm,i+1 - высота поверхности полосы относительно плоскости, касательной к опорным элементам, по которым перемещается полоса, в i+1-ом измерении, (i= 1,2,3...);
Vi - средняя скорость движения полосы в интервале времени ti+1-ti;
ti - момент i-го измерения;
ti+1 - момент i+1-го измерения;
βm - - относительное удлинение m-го ленточного продольного участка полосы, выделяемого измерительным устройством, (m=1,2,3...);
Lmin - длина наиболее короткого ленточного продольного участка полосы, выделяемого измерительным устройством.
В приведенном выше условии разность моментов (i+1)-го и i-го измерений является величиной, известной и определяемой техническими характеристиками устройства. Скорость движения полосы в процессе прокатки является величиной практически постоянной, однако, знание ее с хорошей точностью необходимо для вычисления относительных удлинений в соответствии с указанным способом.
В рассматриваемом устройстве используются несколько лазерных источников света и телевизионных регистраторов (для каждого ленточного продольного участка своя пара), обеспечивающих измерение высоты с помощью метода оптической триангуляции. При этом предполагается, что в момент ti+1 высота участка полосы, измеренная в момент ti, не изменилась.
Однако, при движении полосы по рольгангу последняя испытывает вибрации, что вносит, из-за невыполнения указанного выше предположения, значительные погрешности в измерения разности высот и, соответственно, относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством. Для уменьшения влияния этого фактора требуются дополнительные специальные меры, например, измерение скорости вертикального перемещения полосы из-за вибрации или использование методов фильтрации, что резко уменьшает быстродействие измерительной системы и снижает эффективность ее применения. Кроме того, необходимость измерения скорости движения полосы требует применения соответствующих устройств и вносит свою ошибку в погрешность измерений относительных удлинений ленточных продольных участков полосы.
Технический результат заявляемого способа заключается в повышении точности измерения относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, в условиях сильной вибрации полосы.
Для достижения технического результата в предлагаемом способе, основанном на измерении поперечного распределения относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, измеряют угол, образованный линиями пересечения плоскости, касательной к поверхности полосы в точке измерения, и плоскости, касательной к опорным элементам, по которым перемещается полоса, с плоскостью, проходящей через точку измерения и расположенной вдоль направления перемещения полосы перпендикулярно к плоскости, касательной к опорным элементам, по которым перемещается полоса, а относительные удлинения ленточных продольных участков полосы, выделяемых измерительным устройством, вычисляют из условия:
где удлинение m-го ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса, (m=1,2,3...);
удлинение m-го ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса, (m=1,2,3...);
N - число измерений, участвующих в усреднении;
γm,i - искомый угол (в радианах) для m-го ленточного продольного участка полосы, выделяемого измерительным устройством, в i-ом измерении, (i=1,2,3... );
γm,i+1 - искомый угол (в радианах) для m-го ленточного продольного участка полосы, выделяемого измерительным устройством, в i+1-ом измерении;
βm - относительное удлинение m-го ленточного продольного участка полосы, выделяемого измерительным устройством; удлинение наиболее короткого ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса.
удлинение наиболее короткого ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса.
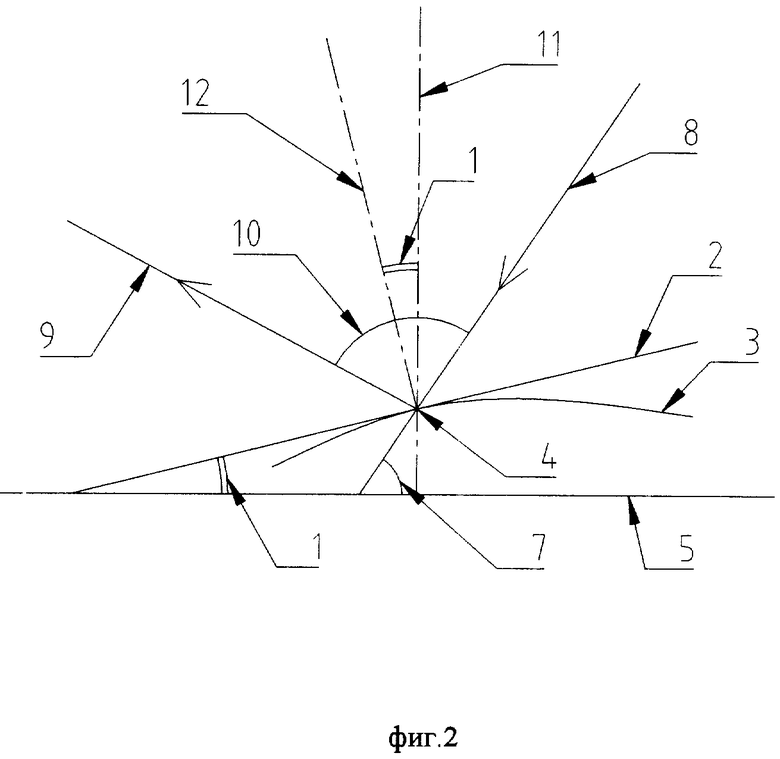
На фиг. 1 приведена графическая иллюстрация нахождения искомого угла; на фиг. 2 - геометрия измерения искомого угла для отдельной пары излучатель-детектор, и, соответственно, отдельного ленточного продольного участка полосы, выделяемого измерительным устройством,
где
1 - искомый угол;
2 - плоскость, касательная к поверхности полосы в точке измерения;
3 - поверхность движущейся полосы материала;
4 - точка измерения;
5 - плоскость, касательная к опорным элементам, по которым перемещается полоса;
6 - плоскость, проходящая через точку измерения и расположенная вдоль направления перемещения полосы перпендикулярно к плоскости, касательной к опорным элементам, по которым перемещается полоса;
7 - угол наклона светового луча лазерного излучателя относительно плоскости, касательной к опорным элементам, по которым перемещается полоса;
8 - падающий луч;
9 - отраженный от полосы луч;
10 - угол между падающим и отраженным лучами;
11 - нормаль к плоскости, касательной к опорным элементам, по которым перемещается полоса;
12 - нормаль к плоскости, касательной к поверхности полосы в точке измерения.
Способ определения плоскостности движущейся полосы материала, основанный на измерении поперечного распределения относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, рассмотрим на одном из возможных вариантов измерения искомых углов.
Над поверхностью 3 (фиг. 1) движущейся полосы материала под некоторыми углами к плоскости 5, касательной к опорным элементам, по которым перемещается полоса, располагают несколько лазерных излучателей и соответствующих им позиционно-чувствительных детекторов.
Измерения искомых углов 1 производят с большой частотой повторения. Искомый угол 1 образован линиями пересечения плоскостей 2 и 5 с плоскостью 6.
Из рассмотрения геометрии измерения (фиг. 2) следует, что в сечении плоскости 6 искомый угол 1 равен углу, образованному нормалью 11 к плоскости 5, касательной к опорным элементам, по которым перемещается полоса, и нормалью 12 к плоскости 2, касательной к поверхности полосы в точке измерения 4, и связанному с углами 7 и 10 зависимостью:
где
γm,i - искомый угол 1 для m-го ленточного продольного участка полосы, выделяемого измерительным устройством, в i-ом измерении, (i=1,2,3...);
θm,i - угол 10 между падающим и отраженным лучами;
α - угол 7 наклона светового луча лазерного излучателя относительно плоскости, касательной к опорным элементам, по которым перемещается полоса.
Следовательно, зная угол α, и измеряя угол θm,i между падающим и отраженным лучами 8 и 9, соответственно, с помощью позиционно-чувствительного детектора, можно определить, тем самым, и угол γm,i . При следующем измерении таким же образом определяют угол γm,i+1 , и так далее. После набора достаточного количества измерений, выполненных с большой частотой повторения, производят вычисление удлинения  m-го ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса, в соответствии с приведенным выше условием:
m-го ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса, в соответствии с приведенным выше условием:
Из совокупности измеренных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, относительно проекций указанных участков на плоскость 5, касательную к опорным элементам, по которым перемещается полоса, выбирают наименьшее  соответствующее наиболее короткому ленточному продольному участку полосы, выделяемому измерительным устройством. Затем определяют относительное удлинение βm каждого из m указанных участков из условия:
соответствующее наиболее короткому ленточному продольному участку полосы, выделяемому измерительным устройством. Затем определяют относительное удлинение βm каждого из m указанных участков из условия:
получая, тем самым, поперечное распределение относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством. По поперечному распределению относительных удлинений указанных участков, сравнивая, например, их максимальные и минимальные значения, судят о плоскостности полосы.
При данном способе вертикальные параллельные перемещения полосы, связанные с вибрацией, не влияют на измеряемый параметр - угол, что и позволяет обеспечить более высокую точность измерения относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, по сравнению с прототипом.
Кроме того, нет необходимости в измерении скорости движения полосы, поскольку скорость не входит в выражение для вычисления относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, а само поперечное распределение относительных удлинений соотносится с определенным временным интервалом, в течение которого были выполнены измерения, поскольку результат вычисления является количественной характеристикой технологического процесса прокатки, развивающегося в текущем времени.
В тех случаях, когда измерения служат для оценки качества полосы, необходимо, чтобы скорость движения полосы была приблизительно постоянной и известной. В этом случае соотнесение результатов измерения с конкретными участками полосы можно выполнить с достаточной точностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОСКОСТНОСТИ ДВИЖУЩЕГОСЯ ЛИСТА МАТЕРИАЛА | 2006 |
|
RU2311613C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НЕРАВНОМЕРНОСТИ ВДОЛЬ РАСТВОРА ВАЛКОВ ПРОКАТНОГО СТАНА СКОРОСТИ ТЕЧЕНИЯ МЕТАЛЛА В НАПРАВЛЕНИИ ДВИЖЕНИЯ ПОЛОСЫ, ПРОКАТЫВАЕМОЙ ПОД НАТЯЖЕНИЕМ | 2006 |
|
RU2320434C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НЕРАВНОМЕРНОСТИ ВДОЛЬ РАСТВОРА ВАЛКОВ ПРОКАТНОГО СТАНА СКОРОСТИ ТЕЧЕНИЯ МЕТАЛЛА В НАПРАВЛЕНИИ ДВИЖЕНИЯ ПОЛОСЫ, ПРОКАТЫВАЕМОЙ ПОД НАТЯЖЕНИЕМ | 2004 |
|
RU2259245C1 |
| СПОСОБ ИЗМЕРЕНИЯ РАСХОДА ГАЗА В ТРУБОПРОВОДАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2583167C1 |
| СПОСОБ ИЗМЕРЕНИЯ РАСХОДА ГАЗА В ТРУБОПРОВОДАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2313068C2 |
| СПОСОБ ИЗМЕРЕНИЯ ПЛАНШЕТНОСТИ ЛИСТОВОГО МАТЕРИАЛА | 2002 |
|
RU2230291C2 |
| Способ и система оценки неоднородностей в ограждающих конструкциях | 2023 |
|
RU2807009C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДАЛЬНОСТИ ДО ИСТОЧНИКА РАДИОИЗЛУЧЕНИЯ | 2015 |
|
RU2580933C1 |
| Способ выделения участков равного параллакса на снимках стереопары и устройство для его осуществления | 1976 |
|
SU655899A1 |
| Способ обнаружения и оценивания характеристик широкополосных сигналов и устройство для его реализации | 2023 |
|
RU2814220C1 |
Способ определения плоскостности движущейся полосы материала относится к областям металлургии, производства материалов и может быть использовано преимущественно в листопрокатных технологиях. Способ определения плоскостности движущейся полосы материала основан на измерении угла, образованного линиями пересечения плоскости, касательной к поверхности полосы в точке измерения, и плоскости, касательной к опорным элементам, по которым перемещается полоса, с плоскостью, проходящей через точку измерения и расположенной вдоль направления перемещения полосы перпендикулярно к плоскости, касательной к опорным элементам, по которым перемещается полоса, причем относительные удлинения ленточных продольных участков полосы, выделяемых измерительным устройством, вычисляют из условия:
где  удлинение m-го ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса (m = 1, 2, 3, ...);
удлинение m-го ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса (m = 1, 2, 3, ...);
N - число измерений, участвующих в усреднении;
γm,i - искомый угол (в радианах) для m-го ленточного продольного участка полосы, выделяемого измерительным устройством, в i-ом измерении, (i = 1, 2, 3);
γm,i+1 - искомый угол (в радианах) для m-го ленточного продольного участка полосы, выделяемого измерительным устройством, в i + 1-ом измерении;
βm - относительное удлинение m-го ленточного продольного участка полосы, выделяемого измерительным устройством; удлинение наиболее короткого ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса.
удлинение наиболее короткого ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса.
Изобретение позволяет повысить точность измерения, в т.ч. в условиях сильной вибрации. 2 ил.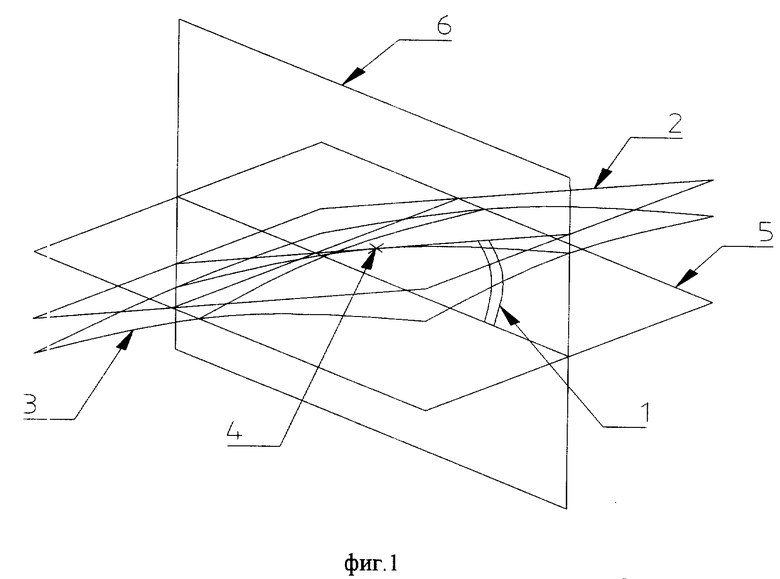
Способ определения плоскостности движущейся полосы материала, основанный на измерении поперечного распределения относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, отличающийся тем, что измеряют угол, образованный линиями пересечения плоскости, касательной к поверхности полосы в точке измерения, и плоскости, касательной к опорным элементам, по которым перемещается полоса, с плоскостью, проходящей через точку измерения и расположенной вдоль направления перемещения полосы перпендикулярно к плоскости, касательной к опорным элементам, по которым перемещается полоса, а относительные удлинения ленточных продольных участков полосы, выделяемых измерительным устройством, вычисляют из условия:

где  удлинение m-го ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса (m = 1, 2, 3 ...);
удлинение m-го ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса (m = 1, 2, 3 ...);
N - число измерений, участвующих в усреднении;
γm,i - искомый угол (в радианах) для m-го ленточного продольного участка полосы, выделяемого измерительным устройством, в i-ом измерении, (i = 1, 2, 3 ...);
γm,i+1 - искомый угол (в радианах) для m-го ленточного продольного участка полосы, выделяемого измерительным устройством, в (i + 1)-ом измерении;
βm - относительное удлинение m-го ленточного продольного участка полосы, выделяемого измерительным устройством; удлинение наиболее короткого ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса.
удлинение наиболее короткого ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Flatness Gauge fon hot Strip Mills | |||
| Фирма "Mitsubishi Electric" | |||
| Приспособление для обрезывания караваев теста | 1921 |
|
SU317A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| JP, 56-51563, 07.12.81 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| JP, 54-10872, 10.05.79. | |||

