Область техники
Изобретение относится к области металлургии и может быть использовано преимущественно в листопрокатных технологиях.
Уровень техники
Степень неравномерности вдоль раствора валков прокатного стана скорости течения металла в направлении движения полосы, прокатываемой под натяжением, непосредственно влияет на плоскостность полосы. Уменьшение указанной неравномерности позволяет получать полосу с высокой плоскостностью.
Одним из принятых параметров, характеризующих плоскостность полосы, является поперечное (по ширине полосы) распределение относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством. При прокатке полосы металла без натяжения поперечное распределение относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, эквивалентно неравномерности вдоль раствора валков прокатного стана скорости течения металла в направлении движения полосы. Неравномерность вдоль раствора валков прокатного стана скорости течения металла в направлении движения полосы определяется как
где х - поперечная координата на полосе;
V(x) - скорость течения металла в точке с координатой х в направлении движения полосы;
хmin - поперечная координата точки на полосе с минимальной скоростью течения металла в направлении движения полосы;
V(xmin) - скорость течения металла в точке с координатой хmin в направлении движения полосы.
Неравномерность вдоль раствора валков прокатного стана скорости течения металла в направлении движения полосы может быть непосредственно использована для регулирования профиля раствора валков с целью достижения высокой плоскостности.
Известен способ определения плоскостности движущейся полосы металла, основанный на измерении поперечного распределения относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, приведенный в описании измерителя плоскостности для горячей прокатки (Flatness Gauge for Hot Strip Mills, фирма Mitsubishi Electric, Япония, проспект SEG 317-A/ROD, 1985 г.). Этот способ основан на измерении поперечного распределения относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, при котором с большой частотой повторения производится измерение высоты поверхности указанных участков относительно плоскости, касательной к опорным элементам, по которым перемещается полоса, а также измерение скорости движения полосы, с последующим вычислением длин ленточных продольных участков полосы, выделяемых измерительным устройством, и соответственно относительных удлинений указанных участков из условия:

где Lm - длина m-го ленточного продольного участка полосы, выделяемого измерительным устройством (m=1,2,3...);
N - число измерений, участвующих в усреднении;
hm,i - высота поверхности полосы относительно плоскости, касательной к опорным элементам, по которым перемещается полоса, в i-ом измерении (i=1, 2, 3...);
hm,i+1 - высота поверхности полосы относительно плоскости, касательной к опорным элементам, по которым перемещается полоса, в i+1-ом измерении (i=1, 2, 3...);
Vi - средняя скорость движения полосы в интервале времени ti+1-ti;
ti - момент i-го измерения;
ti+1 - момент i+1-го измерения;
βm - относительное удлинение m-го ленточного продольного участка полосы, выделяемого измерительным устройством (m=1, 2, 3...);
Lmin - длина наиболее короткого ленточного продольного участка полосы, выделяемого измерительным устройством.
В приведенном выше условии разность моментов i+1-го и i-го измерений является величиной известной и определяемой техническими характеристиками устройства. Скорость движения полосы в процессе прокатки является величиной практически постоянной, однако знание ее с хорошей точностью необходимо для вычисления относительных удлинений в соответствии с указанным способом.
В рассматриваемом устройстве используются несколько лазерных источников света и телевизионных регистраторов (для каждого ленточного продольного участка своя пара), обеспечивающих измерение высоты с помощью метода оптической триангуляции. При этом предполагается, что в момент ti+1 высота участка полосы, измеренная в момент ti, не изменилась.
Однако при движении полосы по рольгангу последняя испытывает вибрации, что вносит из-за невыполнения указанного выше предположения значительные погрешности в измерения разности высот и соответственно относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством. Для уменьшения влияния этого фактора требуются дополнительные специальные меры, например, измерение скорости вертикального перемещения полосы из-за вибрации или использование методов фильтрации, что резко уменьшает быстродействие измерительной системы и снижает эффективность ее применения. Кроме того, необходимость измерения скорости движения полосы требует применения соответствующих устройств и вносит свою ошибку в погрешность измерений относительных удлинений ленточных продольных участков полосы.
Наиболее близким к предлагаемому изобретению является способ определения плоскостности движущейся полосы материала, приведенный в описании изобретения по патенту RU 2119643 С1, кл. G 01 B 7/34, 11/24, 21/20, 1997 г. Этот способ основан на измерении поперечного распределения относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, при котором с большой частотой повторения производится измерение продольных углов наклона поверхности указанных участков относительно плоскости, касательной к опорным элементам, по которым перемещается полоса, с последующим вычислением относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, из условия:


где  - удлинение m-го ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса (m=1, 2, 3...);
- удлинение m-го ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса (m=1, 2, 3...);
N - число измерений, участвующих в усреднении;
γm,i - измеренный угол (в радианах) для m-го ленточного продольного участка полосы, выделяемого измерительным устройством, в i-ом измерении (i=1, 2, 3...);
γm,i+1 - измеренный угол (в радианах) для m-го ленточного продольного участка полосы, выделяемого измерительным устройством, в i+1-ом измерении;
βm - относительное удлинение m-го ленточного продольного участка полосы, выделяемого измерительным устройством;
 - удлинение наиболее короткого ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса.
- удлинение наиболее короткого ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса.
В рассматриваемом устройстве обеспечивается более высокая точность измерения относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, в условиях вибрации полосы.
Измеряемое в рассматриваемом устройстве распределение относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, эквивалентно неравномерности вдоль раствора валков прокатного стана скорости течения металла в направлении движения полосы, прокатываемой без натяжения, и может быть непосредственно использовано для регулирования профиля раствора валков с целью достижения высокой плоскостности при прокатке полосы без натяжения.
Однако при движении полосы металла под воздействием усилия, растягивающего полосу вдоль оси движения, получаемое рассматриваемым способом распределение относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, искажается приложенным усилием и уже не может быть непосредственно использовано для регулирования раствора валков с целью получения полосы с высокой плоскостностью.
Такая ситуация, в частности, возникает при прокатке полос металла на станах горячей прокатки, когда полоса захватывается моталкой и, начиная с этого момента, прокатывается под воздействием растягивающего усилия, обусловленного моталкой. Это растягивающее усилие, с одной стороны, уменьшает неравномерность вдоль раствора валков прокатного стана скорости течения металла в направлении движения полосы и таким образом улучшает условия формирования плоскостности полосы, а, с другой стороны, растягивая образующиеся волны коробления металла, искажает распределение относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, таким образом, что оно перестает быть эквивалентным распределению неравномерности вдоль раствора валков прокатного стана скорости течения металла в направлении движения полосы и не может быть непосредственно использовано для регулирования профиля раствора валков с целью достижения высокой плоскостности полосы, прокатываемой под натяжением.
Раскрытие изобретения
Технический результат заявляемого способа заключается в приведении распределения относительных удлинений ленточных продольных участков прокатываемой под натяжением полосы, выделяемых измерительным устройством, к распределению неравномерности вдоль раствора валков прокатного стана скорости течения металла в направлении движения полосы, необходимому в качестве исходной величины для управления профилем раствора валков с целью получения полосы с высокой плоскостностью.
Для достижения технического результата в предлагаемом способе, основанном на измерении поперечного распределения относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, ленточные продольные участки полосы выбирают прилежащими друг к другу без зазоров и перекрытий, покрывая всю ширину полосы, измеряют с большой частотой повторения продольные углы наклона поверхности указанных участков относительно плоскости, касательной к опорным элементам, по которым перемещается полоса, измеряют усилие натяжения полосы, а распределение неравномерности вдоль раствора валков прокатного стана скорости течения металла в направлении движения полосы, движущейся под натяжением, вычисляют из условия:

где  - удлинение m-ого ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса (m=1, 2, 3...);
- удлинение m-ого ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса (m=1, 2, 3...);
N - число измерений, участвующих в усреднении;
γm,i - измеренный угол (в радианах) для m-го ленточного продольного участка полосы, выделяемого измерительным устройством, в i-ом измерении (i=1, 2, 3...);
βvm - относительное превышение скорости течения металла в направлении движения полосы в m-ом ленточном продольном участке полосы, выделяемом измерительным устройством, над скоростью течения металла в одном из ленточных продольных участков полосы, выделяемых измерительным устройством, с минимальной скоростью течения металла;
 - удлинение наиболее короткого ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса;
- удлинение наиболее короткого ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса;
F - измеряемое усилие натяжения полосы в килограммах;
h - толщина полосы в миллиметрах;
Е - модуль упругости металла при температуре прокатки в килограммах на квадратный миллиметр;
bk - ширина k-го ленточного продольного участка полосы, выделяемого измерительным устройством в миллиметрах;
 - удлинение k-ого ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса.
- удлинение k-ого ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса.
Выбор ленточных продольных участков полосы, выделяемых измерительным устройством, прилежащими друг к другу без зазоров и перекрытий, покрывая всю ширину полосы, вместе с измерением усилия натяжения полосы позволяет вычислить распределение натяжения по ленточным продольным участкам полосы, выделяемым измерительным устройством, что, в свою очередь, позволяет привести распределение относительных удлинений ленточных продольных участков прокатываемой под натяжением полосы к распределению неравномерности вдоль раствора валков прокатного стана скорости течения металла в направлении движения полосы.
Осуществление изобретения
Способ определения неравномерности вдоль раствора валков прокатного стана скорости течения металла в направлении движения полосы, прокатываемой под натяжением, основанный на измерении поперечного распределения относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, на выборе ленточных продольных участков полосы прилежащими друг к другу без зазоров и перекрытий, покрывая всю ширину полосы, а также на измерении натяжения, рассмотрим на одном из возможных вариантов.
Над поверхностью движущейся полосы металла располагают устройство, измеряющее распределение относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, выбираемых прилежащими друг к другу без зазоров и перекрытий, покрывая всю ширину полосы. На достаточно длинном фрагменте полосы (далее будем называть его порцией полосы) в каждом из ленточных продольных участков полосы, выделяемых измерительным устройством, с большой частотой измеряют угол γm,i, образованный линиями пересечения плоскости, касательной к поверхности полосы в точке измерения, и плоскости, касательной к опорным элементам, по которым перемещается полоса, с плоскостью, проходящей через точку измерения и расположенной вдоль направления перемещения полосы перпендикулярно к плоскости, касательной к опорным элементам, по которым перемещается полоса. Длина порции полосы определяется из условия, что за порцию под измерительным устройством должно проходить не менее 2,5 длин волн коробления полосы.
Одновременно в процессе прокатки указанной порции полосы измеряют усилие натяжения моталки, регистрируя для этой цели с некоторой частотой, например, величину тока электродвигателя моталки и преобразуя ее во вращающий момент, а затем с учетом текущего диаметра рулона, в который сматывается полоса, в мгновенное усилие натяжения полосы. Совокупность мгновенных усилий натяжения полосы для порции полосы усредняют, получая среднее натяжение для порции полосы.
Затем вычисляют удлинение каждого ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса, по формуле:
где - удлинение m-го ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса (m=1, 2, 3...);
N - число измерений, участвующих в усреднении;
γm,i - измеренный угол (в радианах) для m-го ленточного продольного участка полосы, выделяемого измерительным устройством, в 1-ом измерении (i=1, 2, 3...).
Из совокупности измеренных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, относительно проекций указанных участков на плоскость, касательную к опорным элементам, по которым перемещается полоса, выбирают наименьшее, далее обозначаемое  , соответствующее наиболее короткому ленточному продольному участку полосы, выделяемому измерительным устройством.
, соответствующее наиболее короткому ленточному продольному участку полосы, выделяемому измерительным устройством.
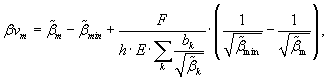
Затем определяют относительные превышения скорости течения металла в направлении движения полосы в ленточных продольных участках полосы, выделяемых измерительным устройством, над скоростью течения металла в одном из ленточных продольных участков полосы, выделяемых измерительным устройством, с минимальной скоростью течения металла, из условия:
где βvm - относительное превышение скорости течения металла в направлении движения полосы в m-ом ленточном продольном участке полосы, выделяемом измерительным устройством, над скоростью течения металла в одном из ленточных продольных участков полосы, выделяемых измерительным устройством, с минимальной скоростью течения металла;
- удлинение m-го ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса (m=1, 2, 3...);
- удлинение наиболее короткого ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса;
F - измеряемое усилие натяжения полосы в килограммах, полученное в результате усреднения всех измерений в пределах порции полосы;
h - толщина полосы в миллиметрах;
Е - модуль упругости металла при температуре прокатки в килограммах на квадратный миллиметр;
bk - ширина k-го ленточного продольного участка полосы, выделяемого измерительным устройством в миллиметрах;
 - удлинение k-ого ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса.
- удлинение k-ого ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса.
Полученные при данном способе относительные превышения скорости течения металла в направлении движения полосы в ленточных продольных участках полосы, выделяемых измерительным устройством, над скоростью течения металла в одном из ленточных продольных участков полосы, выделяемых измерительным устройством, с минимальной скоростью течения металла, могут быть непосредственно использованы для регулирования профиля раствора валков прокатного стана с целью получения следующей порции полосы с высокой плоскостностью.
Повторяя вышеуказанную последовательность операций для последующих порций полосы вплоть до ее окончания, можно добиться получения полосы с высокой плоскостностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ НЕРАВНОМЕРНОСТИ ВДОЛЬ РАСТВОРА ВАЛКОВ ПРОКАТНОГО СТАНА СКОРОСТИ ТЕЧЕНИЯ МЕТАЛЛА В НАПРАВЛЕНИИ ДВИЖЕНИЯ ПОЛОСЫ, ПРОКАТЫВАЕМОЙ ПОД НАТЯЖЕНИЕМ | 2006 |
|
RU2320434C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОСКОСТНОСТИ ДВИЖУЩЕГОСЯ ЛИСТА МАТЕРИАЛА | 2006 |
|
RU2311613C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОСКОСТНОСТИ ДВИЖУЩЕЙСЯ ПОЛОСЫ МАТЕРИАЛА | 1997 |
|
RU2119643C1 |
| СПОСОБ ИЗМЕРЕНИЯ РАСХОДА ГАЗА В ТРУБОПРОВОДАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2583167C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПЛАНШЕТНОСТИ | 2001 |
|
RU2263000C2 |
| Способ управления процессом холодной прокатки полосы на реверсивном стане | 1988 |
|
SU1576216A1 |
| Устройство для контроля плоскостности полосы при холодной прокатке | 1980 |
|
SU884766A1 |
| СПОСОБ ЛАЗЕРНОГО КОНТРОЛЯ ФОРМЫ ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 2002 |
|
RU2245514C2 |
| Устройство автоматического регулирования профиля прокатываемой полосы | 1974 |
|
SU880530A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС В ПРОЦЕССЕ ПРОКАТКИ | 2002 |
|
RU2211102C1 |
Изобретение относится к прокатному производству и может быть использовано в листопрокатных технологиях. Задача изобретения - улучшение плоскостности проката за счет повышения точности измерения неравномерности течения металла при прокатке. Способ основан на измерении распределения относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством. В соответствии с изобретением ленточные продольные участки полосы выбирают измерительным устройством прилежащими друг к другу без зазоров и перекрытий, покрывая всю ширину полосы, дополнительно измеряют усилие натяжения полосы. Относительные превышения скорости течения металла в направлении движения полосы в ленточных продольных участках полосы, выделяемых измерительным устройством, над скоростью течения металла в одном из ленточных продольных участков полосы, выделяемых измерительным устройством, с минимальной скоростью течения металла, вычисляют, руководствуясь математической зависимостью. Получаемые относительные превышения скорости течения металла в направлении движения полосы в ленточных продольных участках полосы, выделяемых измерительным устройством, над скоростью течения металла в одном из ленточных продольных участков полосы, выделяемых измерительным устройством, с минимальной скоростью течения металла, могут непосредственно использоваться для регулирования профиля раствора валков для получения полосы с высокой плоскостностью.
Способ определения неравномерности вдоль раствора валков прокатного стана скорости течения металла в направлении движения полосы, прокатываемой под натяжением, включающий измерение поперечного распределения относительных удлинений ленточных продольных участков полосы, выделяемых измерительным устройством, при котором измеряют угол, образованный линиями пересечения плоскости, касательной к поверхности полосы в точке измерения, и плоскости, касательной к опорным элементам, по которым перемещается полоса, с плоскостью, проходящей через точку измерения и расположенной вдоль направления перемещения полосы перпендикулярно к плоскости, касательной к опорным элементам, по которым перемещается полоса, отличающийся тем, что ленточные продольные участки полосы, выделяемые измерительным устройством, выбирают прилежащими друг к другу без зазоров и перекрытий, покрывая всю ширину полосы, измеряют величину усилия натяжения полосы металла, а относительные превышения скорости течения металла в направлении движения полосы в ленточных продольных участках полосы, выделяемых измерительным устройством, над скоростью течения металла в одном из ленточных продольных участков полосы, выделяемых измерительным устройством, с минимальной скоростью течения металла, вычисляют из условия
где  - удлинение m-го ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса (m=1, 2, 3...);
- удлинение m-го ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса (m=1, 2, 3...);
N - число измерений, участвующих в усреднении;
γm,i - измеренный угол (в радианах) для m-го ленточного продольного участка полосы, выделяемого измерительным устройством, в i-м измерении, (i=1, 2, 3...);
βvm - относительное превышение скорости течения металла в направлении движения полосы в m-м ленточном продольном участке полосы, выделяемом измерительным устройством, над скоростью течения металла в одном из ленточных продольных участков полосы, выделяемых измерительным устройством, с минимальной скоростью течения металла;
 - удлинение наиболее короткого ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса;
- удлинение наиболее короткого ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса;
F - измеряемое усилие натяжения полосы в килограммах;
h - толщина полосы в миллиметрах;
Е - модуль упругости металла при температуре прокатки в килограммах на квадратный миллиметр;
bk - ширина k-го ленточного продольного участка полосы, выделяемого измерительным устройством, в миллиметрах;
 - удлинение k-го ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса.
- удлинение k-го ленточного продольного участка полосы, выделяемого измерительным устройством, относительно проекции указанного участка на плоскость, касательную к опорным элементам, по которым перемещается полоса.
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОСКОСТНОСТИ ДВИЖУЩЕЙСЯ ПОЛОСЫ МАТЕРИАЛА | 1997 |
|
RU2119643C1 |

