Изобретение относится к области горячей прокатки полос и может быть использовано на металлургических предприятиях, имеющих в своем составе широкополосный стан горячей прокатки с устройствами межклетевого охлаждения полосы и отводящим рольгангом, снабженным секциями душирующего устройства.
Известен способ горячей прокатки полос из низколегированной стали, включающий горячую прокатку полос на стане и их охлаждение перед смоткой на отводящем рольганге путем душирования секциями. При этом способе душирование осуществляют равноотстоящими одна от другой секциями. Это улучшает качество полос из низколегированной стали 09Г2 и 09Г2Д (см. журнал "Сталь", 1992, N 2, с. 70-72).
Недостаток известного способа в том, что он не обеспечивает повышенную плоскостность полос. Кроме того, его использование ограничено сталями марок 09Г2 и 09Г2Д.
Известен также способ охлаждения горячекатаной полосы перед смоткой в рулон, включающий горячую прокатку полос при температуре конца прокатки 880oC, ускоренное охлаждение до температуры Ar3, последующее охлаждение на воздухе до температуры Ar1, повторное ускоренное охлаждение и окончательное охлаждение на воздухе до температуры смотки (см. а.с. СССР N 1509415, кл. C 21 D 9/48, опубл. 23.09.89 и БИ N 35). Известное техническое решение обеспечивает повышенную ударную вязкость горячекатаных полос.
Недостаток известного способа в том, что он не обеспечивает повышенную плоскостность полос из низколегированных сталей и приводит к неравномерности микроструктуры по толщине и ширине полосы.
Наиболее близким по технической сущности к заявляемому объекту является выбранный в качестве прототипа способ горячей прокатки полос, преимущественно из низколегированных сталей, включающий прокатку полос на широкополосовом стане с межклетевым охлаждением полос в чистовой группе клетей и последующее охлаждение секциями душирующего устройства на отводящем рольганге с температурным режимом прокатки в зависимости от углеродного эквивалента стали (см. а.с. СССР N 1507824, кл. C 21 D 9/02, опубл. 15.09.89 и БИ N 34). Известное техническое решение повышает равномерность механических свойств полос из низколегированных сталей.
Недостаток известного способа в том, что оно не обеспечивает однородность микроструктуры полосы и требуемую ее плоскостность. Прокатка по режимам, рассчитанным по приведенной в известном решении формуле, приводит к неплоскостности полос, особенно на их концевых участках, и к неравномерной микроструктуре на этих же участках полос. Особенно это заметно при прокатке полос из низколегированных сталей типа 17ГС.
Основная задача, решаемая предлагаемым изобретением - обеспечение качества и однородности микроструктуры полосы при одновременном повышении ее плоскостности.
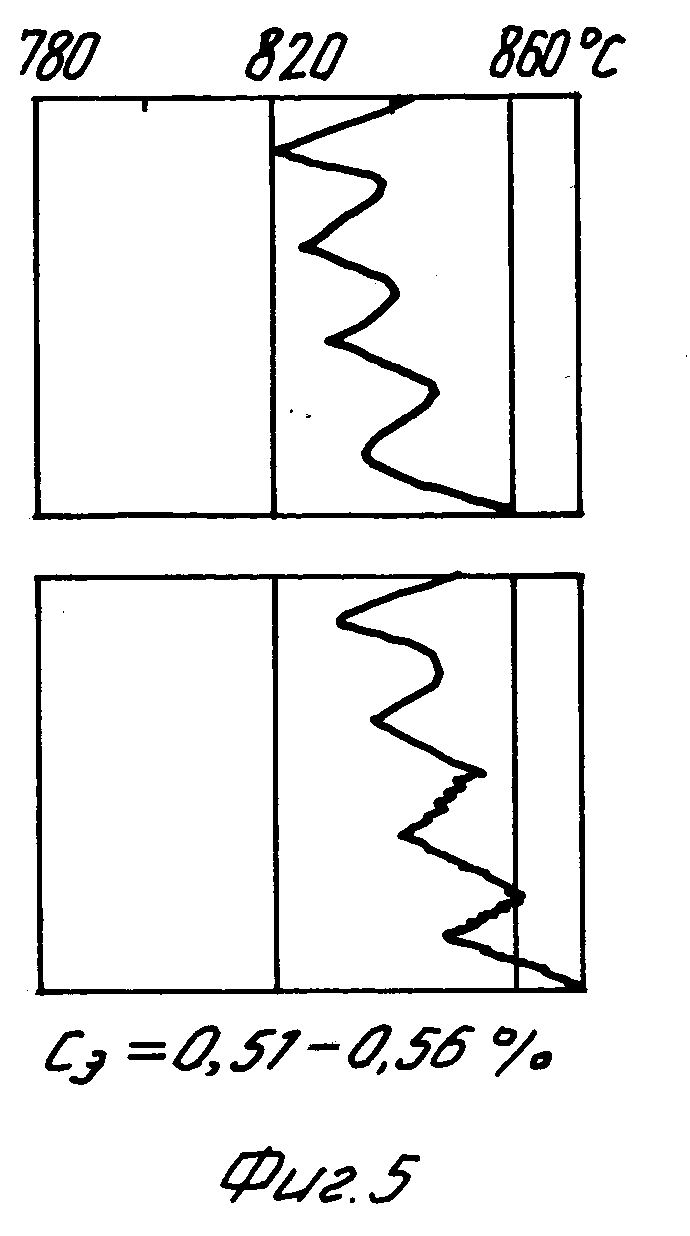
Для решения этой задачи в способе горячей прокатки полос, преимущественно из низколегированных сталей, включающем прокатку полос на широкополосовом стане с межклетевым охлаждением в чистовой группе клетей и последующее охлаждение секциями душирующего устройства на отводящем рольганге с температурным режимом прокатки в зависимости от углеродного эквивалента стали, температуру конца прокатки устанавливают при углеродном эквиваленте 0,39-0,45% в пределах 780-830oC, 0,46-0,50% в пределах 800-850oC и 0,51-0,56% в пределах 820-870oC, при этом углеродный эквивалент определяют по следующей зависимости:
Cэ = C + Si/3 + Mn/9
где C, Si и Mn - содержание углерода, кремния и марганца в %,
а температуру смотки по длине полосы обеспечивают на переднем и заднем концах в пределах 550-570oC, а середины - в пределах 500-520oC с плавным изменением температуры от концов полосы к ее середине.
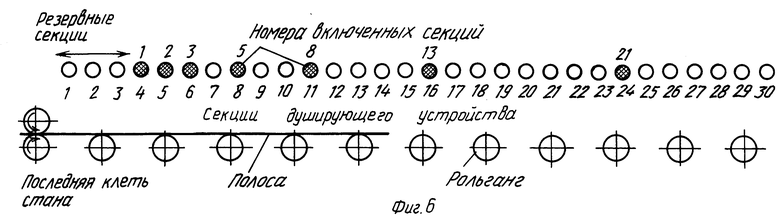
Кроме того, секции душирующего устройства включают по ходу полосы в последовательности, определяемой рядом Фибоначчи: 1, 2, 3, 5, 8, 13, 21...,
где цифрами обозначены первая и последующие включенные секции.
Известны способы горячей прокатки полос, включающие прокатку полос на широкополосовом стане с охлаждением в межклетевых промежутках чистовой группы стана и секциями душирующего устройства на отводящем рольганге по известным температурным режимам и известным последовательностям включения секций душирующего устройства.
Однако новые признаки, заключающиеся в установлении температуры конца прокатки в зависимости от углеродного эквивалента, по новым экспериментальным соотношениям при условии расчета углеродного эквивалента по новой эмпирической формуле, а также поддержания температуры смотки на переднем и заднем концах полосы в пределах 550-570oC при ее плавном уменьшении к середине полосы до 500-520oC придают способу новое свойство - создание условий, обеспечивающих получение полос из низколегированных сталей с величиной зерна феррита в пределах 10-11 баллов при разнобальности не более двух смежных баллов при одновременном снижении отклонения полос от плоскостности.
Дополнительное новое свойство способу придает включение душирующих устройств в последовательности, определяемой рядом Фибоначчи, что позволяет довести разнобальность в пределах полосы, включая концевые участки, до одного балла.
Предложенное решение получено в результате многочисленных экспериментов, позволивших выявить заявленные неочевидные закономерности, что придают новому техническому решению изобретательский уровень.
Все эксперименты проводились на действующем широкополосовом стане горячей прокатки, предложенные режимы контролировали и обеспечивали имеющимися на стане приборами и устройствами, что подтверждает техническую осуществимость предложенного решения.
Пример осуществления способа.
На широкополосовом полунепрерывном стане 2500 горячей прокатки производят полосы из низколегированной стали 17ГС размером 8х1700 мм.
Оборудование стана включает черновую группу из четырех клетей, промежуточный рольганг, чистовой окалиноломатель с гидросбивом окалины, чистовую непрерывную группу из семи клетей с устройствами межклетевого охлаждения полос, отводящий рольганг с охлаждающими секциями душирующего устройства. Душирующее устройство состоит из 30 равномерно распределенных по длине рольганга секций для двухстороннего (сверху и снизу) охлаждения полосы. Конструкция душирующего устройства обеспечивает любую последовательность включения секций. В конце рольганга размещены моталки для смотки полос в рулоны. Температуру поверхности полосы измеряют фотоэлектрическими пирометрами на выходе из последней клети стана и за последней секцией душирующего устройства с записью диаграмма на самописцах.
Регулирование температурных режимов горячей прокатки осуществляли путем изменения выходной скорости прокатки, отсечки воды на переднем конце полосы на чистовом гидросбиве, а также отсечки воды на переднем и заднем концах в межклетевых промежутках чистовой группы. Кроме того, регулирование температуры смотки по длине полосы осуществляли включением секций душирующего устройства в различной последовательности с выдержкой времени после выхода переднего конца полосы из последней клети стана.
Углеродный эквивалент прокатываемых полос определяли по ковшевому химическому составу стали, указанному в сопроводительных документах плавки.
Для контроля микроструктуры по длине, ширине и толщине полосы в процессе ее резки на листы на агрегате поперечной резки отбирали 7 проб на одинаковых расстояниях по длине полосы, включая концы, середину и промежуточные участки. С каждой пробы вырезали пластины для исследований. При этом по ширине полосы вырезали пять пластин. Каждую пластину разрезали на образцы для исследования механических свойств и микроструктуры. При этом микроструктуру исследовали по всей толщине полосы.
Плоскостность порезанных из полосы листов замеряли на контрольной плите по стандартной методике.
Для полос из стали марки 17ГС, используемых для производства газопроводных труб высокого давления повышенное качество обеспечивается при величине зерна феррита 10-11 балла, разнобальности не более двух смежных баллов и отклонении от плоскостности полос не более 8 мм на один погонный метр длины.
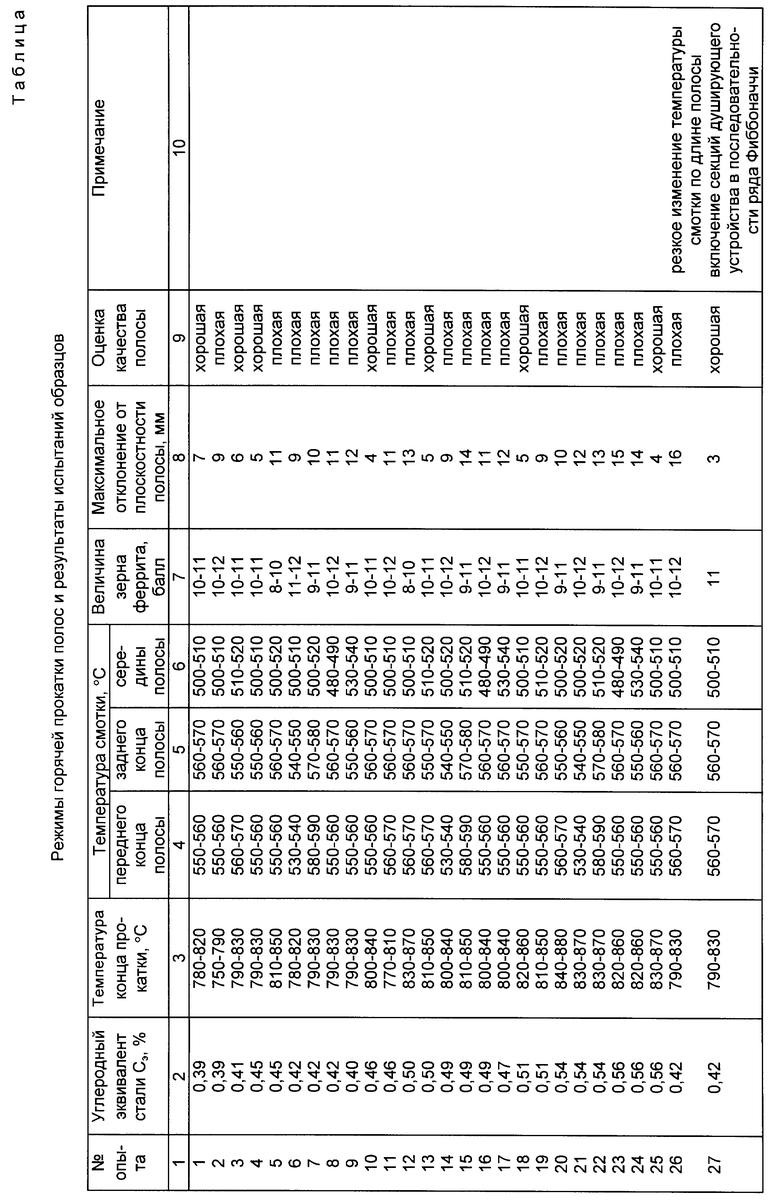
Режимы горячей прокатки полос и результаты испытаний образцов представлены в таблице.
Анализ таблицы показывает, что соблюдение рекомендуемых в техническом решении режимов обеспечивает получение полос с величиной зерна феррита в пределах 10-11 баллов при отклонении от плоскостности не более 7 мм (см. опыты, 1, 3, 4, 10, 13, 18, 25). Такая микроструктура обеспечивает высокую прочность полос из низколегированной стали 17ГС (временное сопротивление разрыву σB 56-60 кгс/мм2) при повышенной пластичности (относительное удлинение δ5 25-30%).
Отклонение от предложенных режимов по температуре конца прокатки в пределах одной полосы приводит к ухудшению микроструктуры и плоскостности полос. Снижение температуры конца прокатки в пределах всей полосы (опыты 2, 11, 19), снижение температуры смотки концов полос (опыты 6, 14, 21) и середины (опыты 8, 16, 23) приводит к разнобальности зерна в пределах трех смежных баллов, появлению участков чрезмерно мелкого зерна 12 балла и увеличивает максимальное отклонение от плоскостности полос до 15 мм. Образующаяся при этом микроструктура вызывает резкое снижение пластичности (уменьшение δ5 до 16%).
Увеличение температуры конца прокатки (опыты 5, 12, 20), температуры смотки концов полос (опыты 7, 15, 22) и середины полос (опыты 9, 17, 24) приводит к образованию зерна 8-11 баллов при разнобальности в пределах одной полосы до трех смежных баллов, что снижает прочность полос ( σB до 50 кгс/мм2). Кроме того, ухудшается плоскостность листов. При этом максимальное отклонение от плоскостности полосы достигает 14 мм.
При соблюдении предложенных режимов и при условии включения секций душирующего устройства в последовательности, определяемой рядом Фибоначчи (1, 2, 3, 5, 8, 13, 21 ..., где каждое последующее число равно сумме двух предыдущих), получают практически однородное зерно 11 балла при отклонении от плоскостности листа до 3 мм, что еще более повышает качество листа (опыт 27).
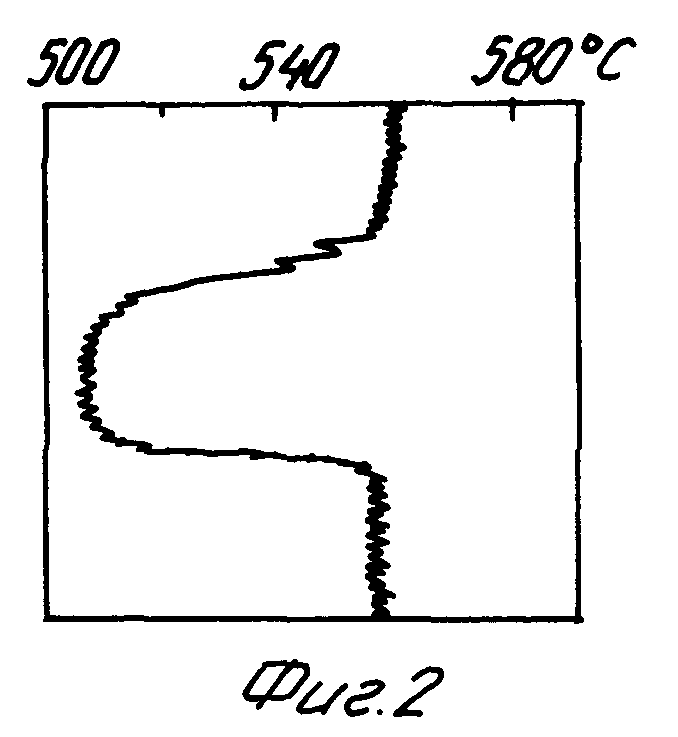
Во всех рассмотренных опытах обеспечивали плавное изменение температуры смотки от концов полосы к ее середине (см. пример диаграммы записи температуры смотки полосы - фиг. 1).
При резком изменении температуры смотки по длине полосы от ее концов к середине (см. фиг. 2) появляется большая разнобальность (до трех смежных баллов) и увеличивается отклонение от плоскостности до 16 мм (опыт 26).
Горячая прокатка полос размером 8х1700 мм из стали марки 17ГС по способу-прототипу показала, что при этом разнобальность зерна по всему объему полосы составляет до четырех смежных баллов при величине зерна 9-12 баллов, а максимальное отклонение от плоскостности до 18 мм. Это снижает качество полосы и не удовлетворяет требованиям, предъявляемым к полосам для изготовления газопроводных труб для высокого давления.
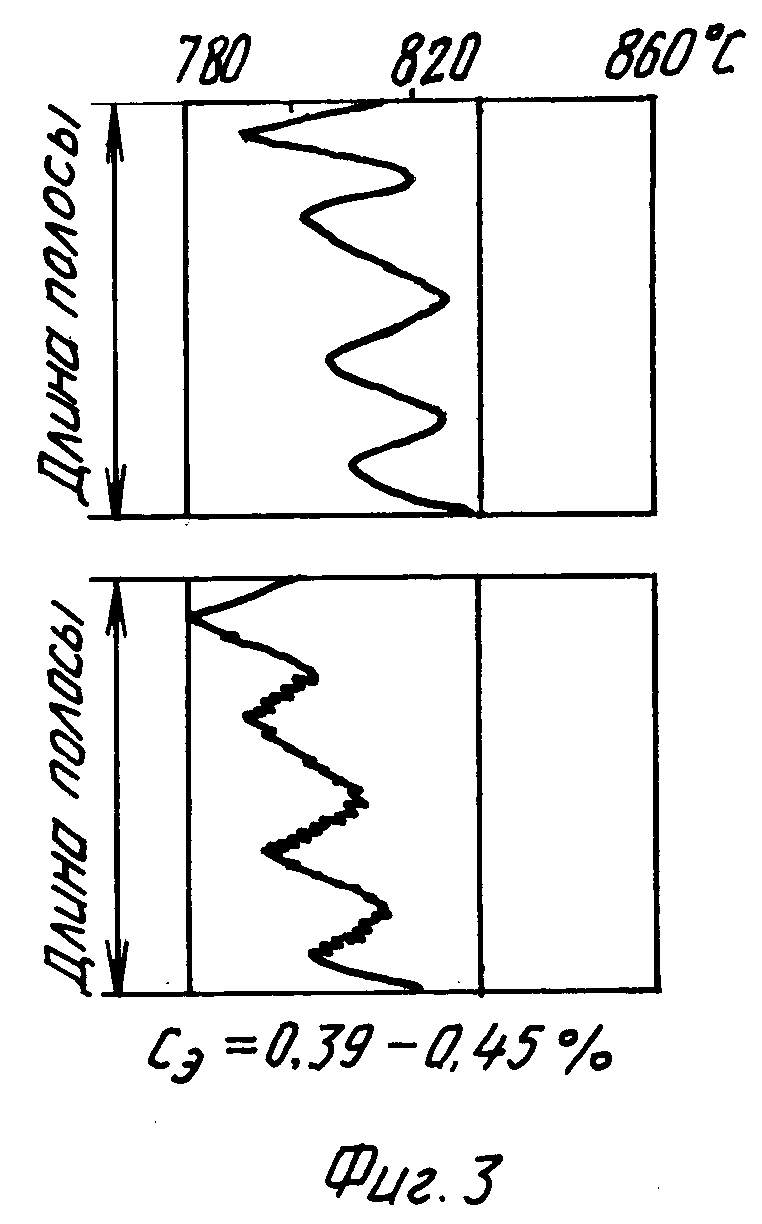
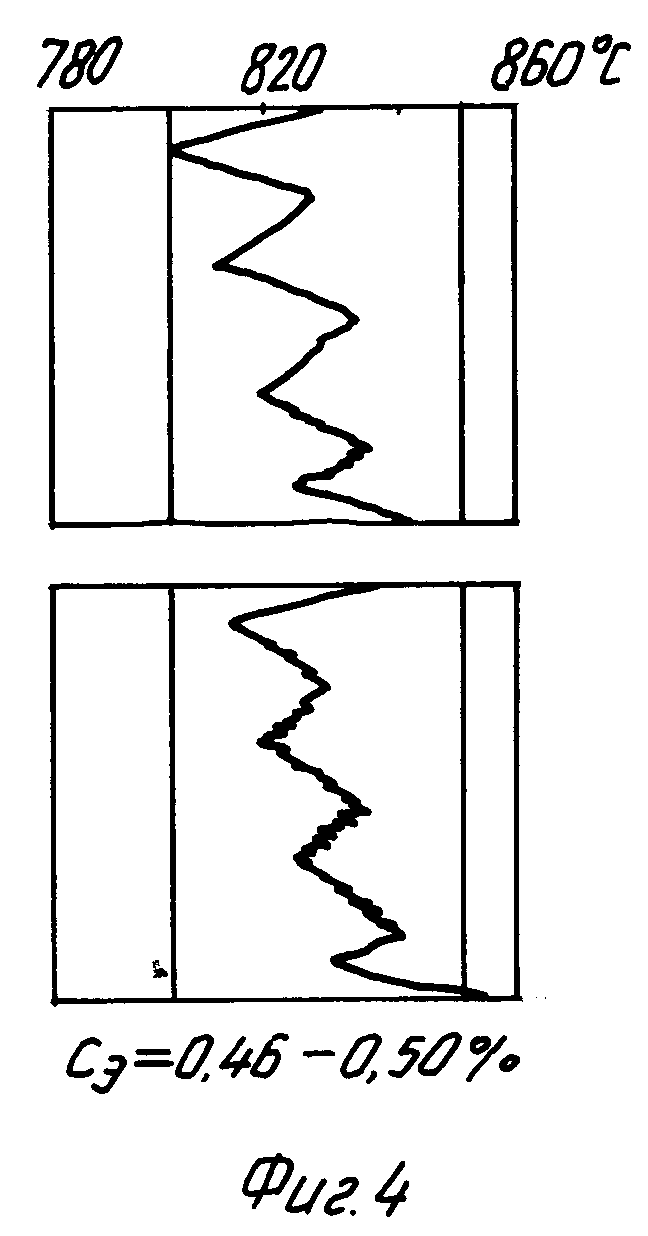
Предлагаемые в настоящем техническом решении режимы горячей прокатки полос обеспечивали путем включения подачи воды на полосу в чистовом гидросбиве перед чистовой группой клетей стана на расстоянии 0,6-0,8 м от переднего конца полосы. Кроме того, подачу воды на полосу в межклетевых промежутках чистовой группы стана осуществляли путем включения воды на расстоянии 0.9-1,1 межклетевого расстояния от переднего конца полосы и выключения на таком же расстоянии от заднего конца полосы. Причем после выхода полосы из последней клети стана с задержкой времени 8-10 с включают дополнительно к ранее включенным секциям три первые по ходу прокатки заранее зарезервированные секции душирующего устройства. Скорость прокатки на выходе из последней клети стана в зависимости от требуемого температурного режима устанавливали в диапазоне 210-250 м/мин. В связи с тем, что температура конца прокатки в пределах одной полосы можно обеспечить с градиентом не менее 40oC, требуемые граничные режимы температуры конца прокатки устанавливают в зависимости от углеродного эквивалента в пределах 50oC (см. диаграммы температуры конца прокатки на фиг. 3, 4 и 5).
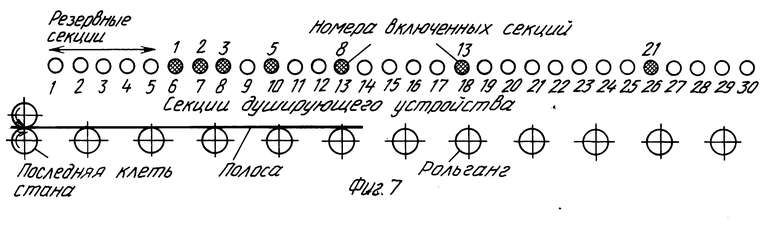
Лучшие результаты по качеству полосы получили при включении основных секций душирующего устройства (исключая три первые резервные секции) в последовательности, определяемой рядом Фибоначчи: первая включенная секция основной группы секций душирующего устройства, затем вторая, третья, пятая, восьмая и т. д. , причем в зависимости от требуемого температурного режима горячей прокатки первая включенная секция может отстоять на разном расстоянии от последней клети чистовой группы, то есть может быть четвертой, пятой, шестой, восьмой, одиннадцатой и т.д. номером секций душирующего устройства стана. Два варианта включения секций душирующего устройства приведены на фиг. 6 и 7.
Предложенный способ горячей прокатки полос обеспечивает получение однородной микроструктуры с требуемой величиной зерна феррита в объеме всей полосы при одновременном повышении ее плоскостности. Это является основным условием высокого качества полос из низколегированных сталей типа 17ГС, предназначенных для изготовления, например газопроводных труб, работающих под большим давлением. Разнобальность зерна феррита и отклонение величины зерна от требуемого является основной причиной низкого качества полос ответственного назначения наряду с повышенным отклонением полос от плоскостности. Помимо повышения качества полос предложенный способ позволяет уменьшить расход металла за счет уменьшения некондиционных листов при их получении из полос на агрегатах поперечной резки и повышает производительность этих агрегатов резки за счет сокращения их простоев, вызываемых трудностями резки полос и пакетирования листов с повышенной неплоскостностью.
Технико-экономическое преимущество заявляемого способа перед способом-прототипом заключается в обеспечении повышенных требований к качеству полос из низколегированных сталей, предназначенных для производства изделий ответственного назначения (газопроводных труб высокого давления, котлов и т.д.).
По данным АО "Магнитогорский металлургический комбинат" использование предлагаемого изобретения на широкополосовом стане 2500 горячей прокатки позволило освоить высококачественную продукцию - листовую сталь марки 17ГС размером 8х1629х11700 мм из полос размером 8х1700 мм для производства газопроводных труб диаметром 530 мм, рассчитанных на давление 55 атмосфер.
В ценах 1-го квартала 1993 года прибыль составит 8910 рублей на одной тонне листовой стали 17ГС. Экономический эффект от внедрения предлагаемого изобретения при ожидаемом годовом производстве листа из стали 17ГС 120000 тонн составит 8910 руб • 120000 т = 1069 млн. руб/год.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 1993 |
|
RU2037536C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ПОЛОС | 1993 |
|
RU2078834C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2008 |
|
RU2356658C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2007 |
|
RU2350413C1 |
| СПОСОБ ПРОИЗВОДСТВА ШИРОКИХ ГОРЯЧЕКАТАНЫХ ПОЛОС | 2007 |
|
RU2356657C2 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2008 |
|
RU2373003C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ТРУБНЫХ МАРОК СТАЛИ | 2008 |
|
RU2393933C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 1993 |
|
RU2067122C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2268793C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2007 |
|
RU2350411C2 |
Использование: обеспечение качества и однородности микроструктуры полосы при одновременном повышении ее плоскостности при горячей прокатке полос. Изобретение может быть использовано на металлургических предприятиях, имеющих в своем составе широкополосовой стан горячей прокатки. Сущность изобретения: способ горячей прокатки полос из низколегированных сталей включает прокатку полос на широкополосовом стане с межклетевым охлаждением в чистовой группе клетей и последующее охлаждение секциями душирующего устройства на отводящем рольганге с температурным режимом прокатки в зависимости от углеродного эквивалента стали, при этом температуру конца прокатки устанавливают при углеродном эквиваленте 0,39 - 0,45% в пределах 780 - 830oC; 0,46 - 0,50% в пределах 800 - 850oC и 0,51 - 0,56% в пределах 820 - 870oC, при этом углеродный эквивалент определяют по следующей зависимости
Cэ = C + Si/3 + Mn/9,
где C, Si и Mn - содержание углерода, кремния и марганца в %,
а температуру смотки по длине полосы обеспечивают на переднем и заднем концах в пределах 550 - 570oC, а середины в пределах 500 - 520oC с плавным изменением температуры от концов полосы к ее середине. Кроме того, секции душирующего устройства включают по ходу полосы в последовательности, определяемой рядом Фибоначчи: 1, 2, 3, 5, 8, 13, 21 ..., где цифрами обозначены первая и последующие включенные секции. 1 з.п., 1 табл., 7 ил.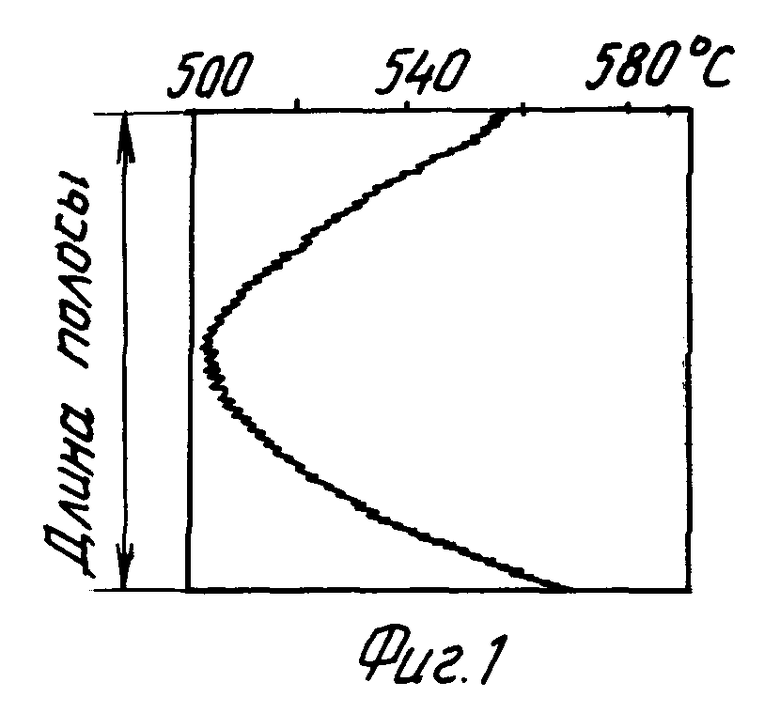
Cэ = C + Si/3 + Mn/9,
где C, Si, Mn - содержание углерода, кремния и марганца, %.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU авторское свидетельство, 1509415, C 21 D 9/48, 1989 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU авторское свидетельство, 1507824, C 21 D 9/02, 1989, | |||
