Изобретение относится к строительству и может быть использовано для изготовления железобетонных балок с предварительно сжатой высокопрочной стержневой арматурой, расположенной в сжатой зоне балок, и с предварительно растянутой арматурой в растянутой зоне балок.
Предварительное сжатие арматуры, расположенной в сжатой зоне балок, позволяет повысить предельное сжимающее напряжение в указанной арматуре на величину предварительного сжатия. В этом случае к расчетному сопротивлению арматуры сжатию RSC ≤ 400 МПа прибавляются предварительно сжимающие напряжения σspc, что приводит к повышению расчетного сопротивления до значения Rspc + σspc. Это позволит уменьшить расход сжатой арматуры в 2 раза (при σspc = 400 МПа).
Предварительное растяжение арматуры растянутой зоны позволяет значительно увеличить трещиностойкость балок, что открывает возможность применять высокопрочную сталь и повышать технико-экономические показатели конструкций.
Известны способы изготовления железобетонных элементов с предварительно сжатой арматурой (см. авт.св. 853047), в которых отсутствует предварительно растянутая арматура. Известны также способы изготовления железобетонных элементов с предварительно растянутой арматурой (см. Строительные конструкции. Учебник под ред. Овечкина А.М. и Маиляна Р.Л. - М.: Стройиздат, 1974, - с. 119-125), в которых отсутствует предварительно сжатая арматура.
Наиболее близким является способ изготовления железобетонных элементов, работающих на сжатие (авт.св. СССР N 962545, 1982), включающий установку в форму арматуры, укрепление ее к стенкам посредством петель, напряжение путем сжатия и заполнение формы бетонной смесью, а после набора бетоном прочности растяжение его путем отпуска сжатой арматуры.
Однако этот способ трудоемкий, металлоемкий, содержит много операций, т. е. требует временных затрат.
Сущность изобретения заключается в том, что способ изготовления предварительно напряженных железобетонных изделий, включающий установку в форму арматурного каркаса, закрепление его формы бетонной смесью и отпуск напряжения арматуры после набора бетоном прочности дополнительно предварительное сжатие арматуры сжатой зоны и предварительное растяжение арматуры растянутой зоны железобетонных балок осуществляется одновременно одним натяжным устройством путем поворота торцевой пластины силовой формы вокруг оси, расположением которой достигается любое требуемое соотношение усилий предварительного сжатия и растяжения.
Использование предлагаемого изобретения позволяет создавать железобетонные изделия, в которых арматура сжатой зоны подвергается предварительному сжатию, а растянутой зоны - предварительному растяжению с помощью только одного натяжного устройства. При этом предварительное сжатие и растяжение осуществляются одновременно, что упрощает технологию и сокращает время изготовления преднапряженных железобетонных изделий.
Сущность изобретения поясняется чертежами, где на
фиг. 1 - изображен вид сбоку силовой формы в исходном состоянии;
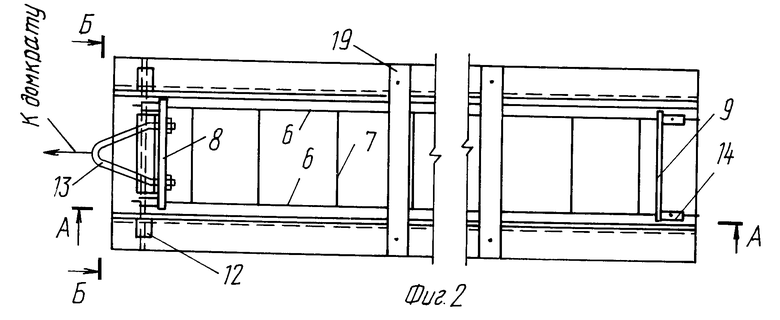
фиг. 2 - вид сверху силовой формы с установленным арматурным каркасом;
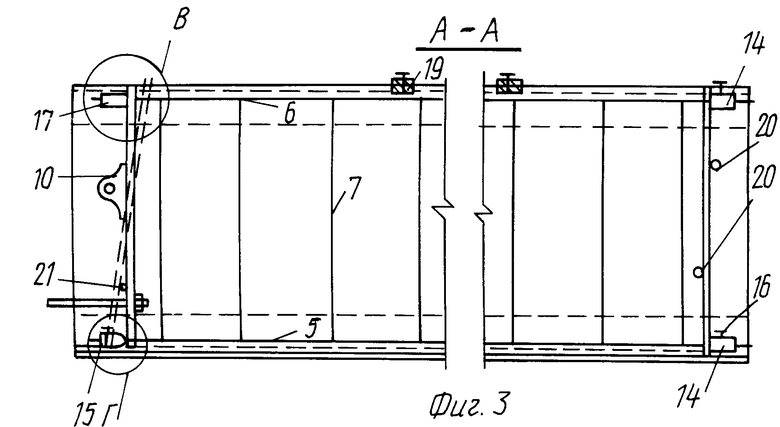
фиг. 3 - продольный разрез А-А на фиг. 1;
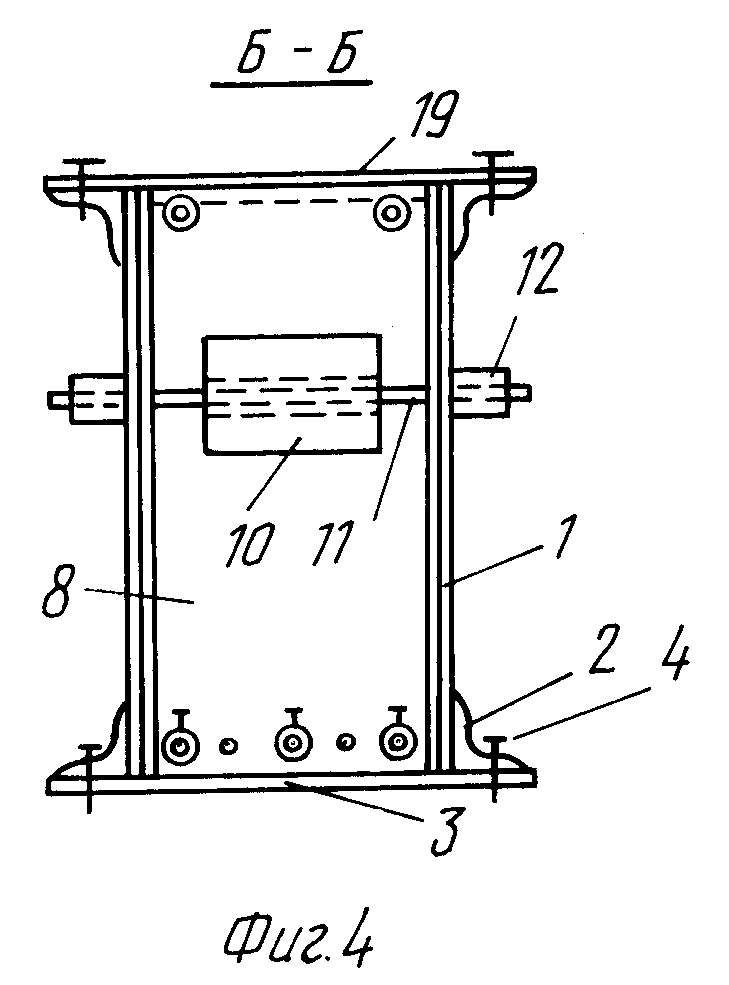
фиг. 4 - вид с торца по Б-Б на фиг. 2;
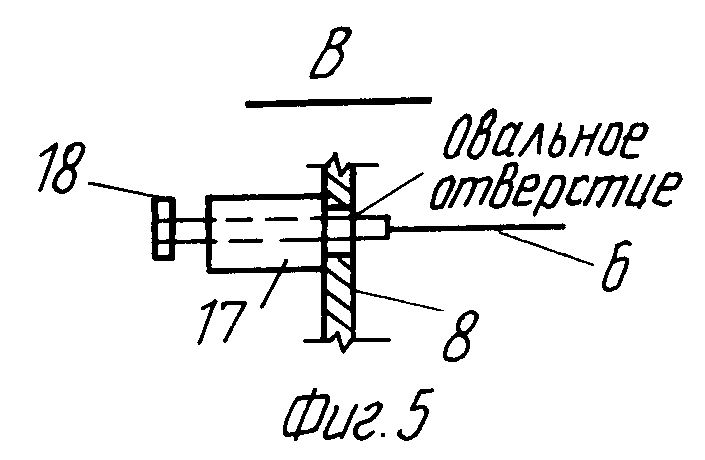
фиг. 5 - узел В на фиг. 3;
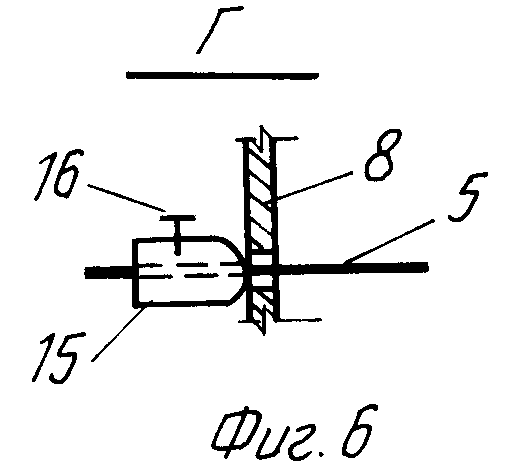
фиг. 6 - узел Г на фиг. 3.
Стальная форма-опалубка состоит из двух вертикальных листов 1 (боковых стенок), приваренных к их продольным кромкам уголков 2 и горизонтального съемного листа (днища) 3, присоединенного к нижним уголкам болтами 4. После установки в форму пространственного арматурного каркаса, состоящего из продольных стержней 5, 6 и поперечных замкнутых хомутов 7, к которым стержни 5 и 6 привязаны вязальной проволокой, на концы этих стержней нанизывают торцевые пластины 8 и 9, имеющие отверстия для пропуска стержней 5 и 6. Торцевая поворотная пластина 8 имеет прилив 10 с цилиндрическим отверстием, через который пропускается стержень 11, закрепляемый на боковых стенках форм втулками 12. К этой пластине прикрепляется скоба 13, через которую передается растягивающее усилие домкрата. Нижние продольные арматурные стержни 5 фиксируются с помощью втулок 14 и 15, надеваемых на их концы в упор к торцевым пластинам 8 и 9, после чего арматурные стержни заанкериваются с помощью винтов 16. Анкерная втулка 15 имеет сферический торец для уменьшения сопротивления при повороте пластины 8. С этой же целью отверстие в плите 8 имеет овальную форму. Верхние продольные арматурные стержни 6 в торцевой плите 9 фиксируются с помощью анкерных втулок 14, а около подвижной плиты 8 - с помощью болтов 18, закручиваемых во втулки 17 до упора в торцы стержней 6. Это позволяет получать одинаковые предварительные сжатия стержней 6 даже при их различной начальной длине.
Для обеспечения устойчивости пространственного арматурного каркаса при предварительном напряжении на верхние уголки 2 формы-опалубки с заданным шагом устанавливаются планки-ограничители 19. Неподвижность торцевой пластины 9 обеспечивается двумя стержнями, пропускаемыми через отверстия 20 в боковых стенках формы.
После создания предварительного сжатия арматуры 6 и предварительного растяжения арматуры 5, осуществляемых усилием, приложенным к поворотной торцевой плите 8, положение последней фиксируется стальным стержнем, пропускаемым через отверстия 21 в боковых стенках формы. Расположение этих отверстий по высоте боковых стенок определяется в зависимости от соотношения усилия сжатия в арматуре 6 и усилия растяжения в арматуре 5, от которого зависит угол поворота торцевой плиты 8.
Последовательность технологических операций при изготовлении преднапряженных элементов по предложенному способу принимается следующей.
В форму-опалубку со снятыми торцевыми 8, 9 и планками 19 устанавливается пространственный арматурный каркас. Затем на концах арматурных стержней каркаса закрепляются торцевые пластины 8 и 9, устанавливаются пластины 19 и фиксируется положение торцевой пластины 9 стальными стержнями, пропускаемыми через отверстия 20. Далее через скобу 13 передается усилие от домкрата, вызывающее поворот торцевой пластины 8, в результате которого верхние арматурные стержни 6 подвергаются сжатию, а нижние 5 - растяжению. Положение торцевой пластины 8 в повернутом состоянии фиксируется с помощью стального стержня, пропускаемого через отверстия 21. После этого домкрат отсоединяется от скобы 13 и производится бетонирование элемента.
По достижении бетоном требуемой прочности преднапряжения передаются с арматуры на бетон. Для этого извлекаются стальные стержни из отверстия 20 и откручиваются винты 16 на анкерных втулках 14 около торцевой пластины 9, которая после этого снимается. Затем извлекается стальной стержень из отверстия 21, откручиваются винты 16 на втулке 15 и извлекается стержень 11 из втулок 12 и прилива 10. После этого снимается торцевая пластина 8 и производится дальнейшая распалубка железобетонного изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОЙ ЖЕЛЕЗОБЕТОННОЙ БАЛКИ | 1999 |
|
RU2170312C1 |
| МНОГОЭТАЖНОЕ ЗДАНИЕ | 1992 |
|
RU2037617C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ БЕТОННЫХ ТРУБ И ТРУБЧАТЫХ КОНСТРУКЦИЙ | 1994 |
|
RU2089389C1 |
| Железобетонная колонна | 1980 |
|
SU964087A1 |
| УСИЛЕННАЯ БАЛКА ЖЕЛЕЗОБЕТОННОГО ПРОЛЕТНОГО СТРОЕНИЯ | 1996 |
|
RU2117120C1 |
| СОЕДИНЕНИЕ ПОЛИГОНАЛЬНЫХ ПАНЕЛЕЙ ПОКРЫТИЯ | 1994 |
|
RU2082857C1 |
| УЗЕЛ СОЕДИНЕНИЯ СТЕРЖНЕЙ ГЕОДЕЗИЧЕСКОГО КУПОЛА | 1992 |
|
RU2034964C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОНА | 1992 |
|
RU2062773C1 |
| Способ изготовления железобетонных элементов работающих на сжатие | 1977 |
|
SU962545A1 |
| СТЫКОВОЕ СОЕДИНЕНИЕ ПАНЕЛЕЙ | 1995 |
|
RU2112844C1 |
Изобретение относится к строительству и может быть использовано для изготовления железобетонных балок с предварительно сжатой высокопрочной стержневой арматурой, расположенной в сжатой зоне балок, и с предварительно растянутой арматурой в растянутой зоне балок. Способ изготовления включает установку в форму арматурного каркаса, закрепление его в форме, напряжение продольной арматуры, заполнение формы бетонной смесью и отпуск напряжения арматуры после набора бетоном прочности. При этом предварительное сжатие арматуры сжатой зоны и предварительное растяжение арматуры растянутой зоны железобетонных балок осуществляется одновременно одним натяжным устройством путем поворота торцевой пластины силовой формы вокруг оси, расположением которой достигается любое требуемое соотношение усилий предварительного сжатия и растяжения. В результате использования изобретения снижается трудоемкость, металлоемкость и количество технологических операций при изготовлении железобетонных изделий. 6 ил.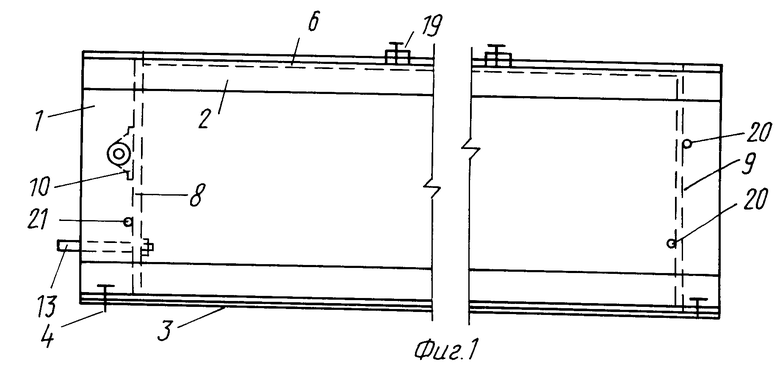
Способ изготовления предварительно напряженных железобетонных изделий, включающий установку в форму арматурного каркаса, закрепление его в форме, напряжение продольной арматуры, заполнение формы бетонной смесью и отпуск напряжения арматуры после набора бетоном прочности, отличающийся тем, что предварительное сжатие арматуры сжатой зоны и предварительное растяжение арматуры растянутой зоны железобетонных балок осуществляется одновременно одним натяжным устройством путем поворота торцевой пластины силовой формы вокруг оси, расположением которой достигается любое требуемое соотношение усилий предварительного сжатия и растяжения.
| SU, 962545 A, 30.09.82. |
