Изобретение относится к строительству и может быть использовано для изготовления нового типа неразрезных многопролетных железобетонных балок со знакопеременным преднапряжением вдоль арматурных стержней из высокопрочной стали.
Известны железобетонные неразрезные многопролетные балки, армированные каркасами из невысокопрочной стали класса A-III или ниже (см. Байков В.Н. и Сигалов Э.Е. Железобетонные конструкции. Общий курс. - М.: Стройиздат, 1991. - С. 292-312) и способы их изготовления. В таких балках, изготавливаемых общепринятыми методами, из-за отсутствия преднапряжения возможно использование арматуры класса не выше A-III, что приводит к перерасходу арматурной стали и к образованию и развитию трещин значительной ширины.
Известны также железобетонные балки с предварительно растянутой арматурой при отсутствии предварительно сжатой и способы их изготовления (см. Строительные конструкции. Учебник под ред. Овечкина А.М. и Маиляна Р.Л. - М.: Стройиздат, 1974. - С. 119 - 125). Однако известные способы их изготовления не позволяют ограничить участок арматуры, где преднапряжение целесообразно. Приходится заводить предварительно растянутую арматуру в неразрезных многопролетных балках в сжатую зону, что ухудшает условия работы последней.
Наиболее близким является способ изготовления железобетонных балок, при котором предварительно растянутая арматура располагается у грани, растянутой от внешней нагрузки, а предварительно сжатая - у противоположной грани (см. патент РФ N 2120527, 1998, E 04 G 21/12). Этот способ рассчитан на изготовление однопролетных балок, где вся нижняя грань от внешней нагрузки растягивается, а верхняя сжимается.
Однако он не может создавать знакопеременное напряжение, что важно при изготовлении многопролетных неразрезных балок, в которых как вдоль нижней грани, так и вдоль верхней знаки напряжений чередуются.
Отметим, что предварительное сжатие высокопрочной арматуры сжатой зоны балок позволяет увеличить предельные напряжения в сжатой арматуре на величину предварительного сжатия σSPC, т.е. довести их до значений Rsc+ σSPC , что ведет к существенному снижению расхода стали. Предварительное растяжение арматуры растянутой зоны, как известно, осуществляется для значительного повышения трещиностойкости балок.
Целью изобретения являлось создание такого способа изготовления железобетонных балок, при котором была бы возможность вдоль высокопрочных арматурных стержней менять знак преднапряжения в соответствии со знакопеременной эпюрой изгибающих моментов от внешней нагрузки.
Сущность изобретения заключается в том, что способ изготовления предварительно напряженной железобетонной балки, включающий установку в форму арматурного каркаса, закрепление его в форме, преднапряжение продольной арматуры, заполнение формы бетонной смесью и отпуск напряжения арматуры после набора бетоном прочности, дополнительно при бетонировании балки участки арматурных стержней, которые следует подвергнуть предварительному растяжению или сжатию, оставляются обнаженными и после набора бетоном достаточной прочности с помощью навинченных на арматурные стержни муфт осуществляется предварительное сжатие арматуры на сжимаемых от внешней нагрузки участках арматуры и предварительное растяжение - на растянутых, при этом в зоне действия предварительно сжимающего напряжения в арматуре, имеющей сцепление с бетоном, последний не подвергается предварительному растяжению.
Сущность изобретения поясняется чертежами, где на
фиг. 1 - изображена схема армирования балки, расположения оголенных участков арматуры и натяжных муфт;
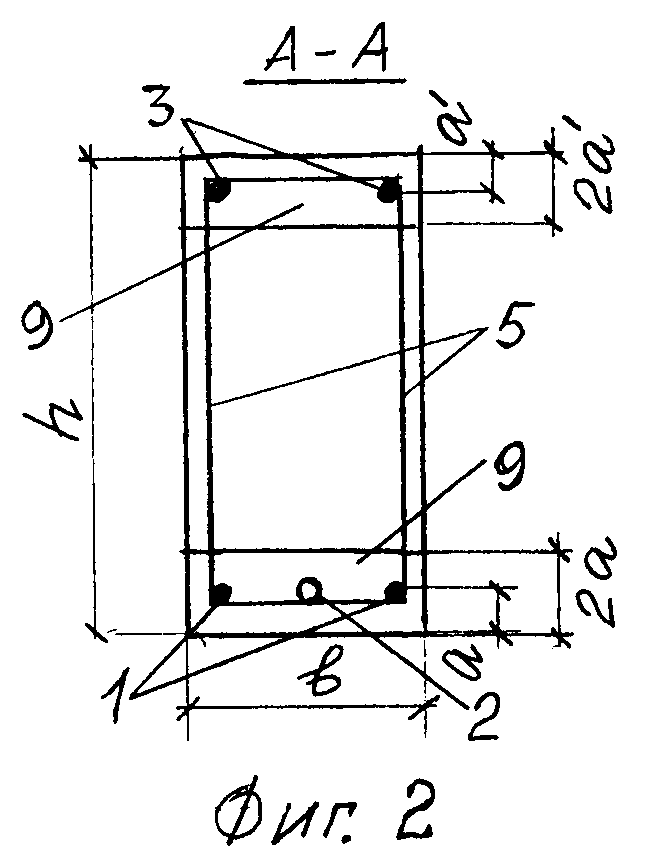
фиг. 2 - поперечный разрез А-А на фиг. 1;
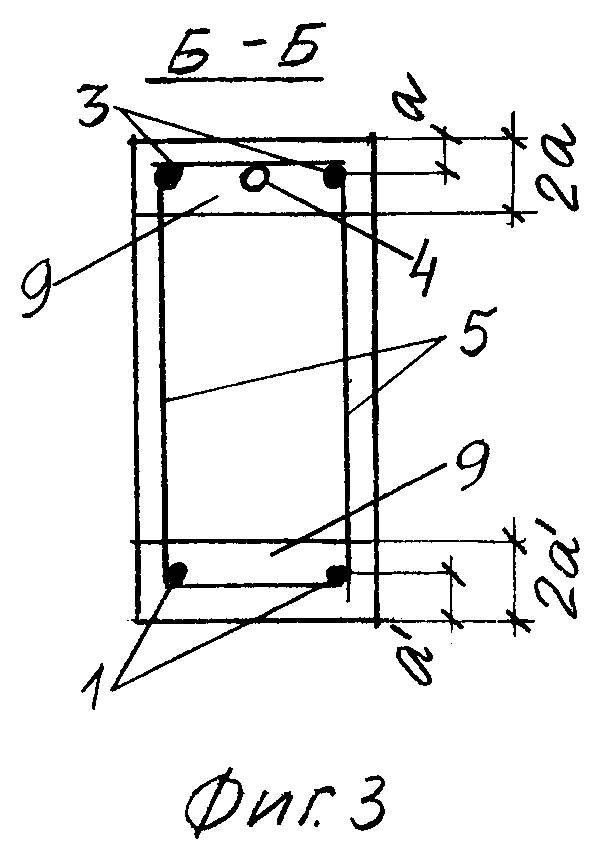
фиг. 3 - поперечный разрез Б-Б на фиг. 1;
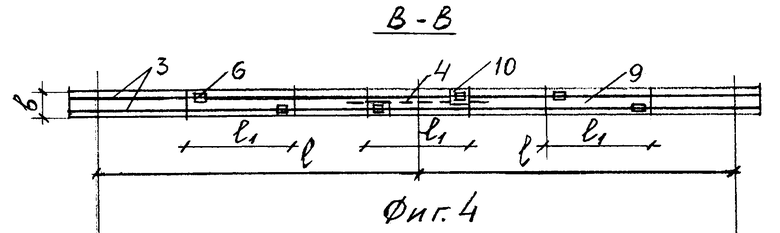
фиг. 4 - вид В-В (поперечная арматура условно не показана) на фиг. 1;
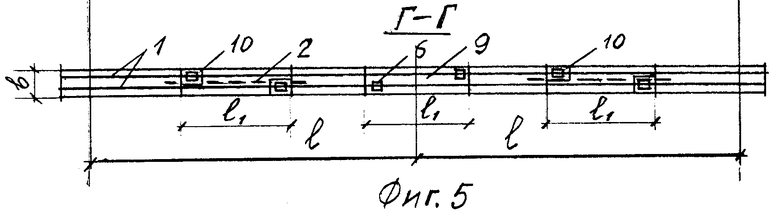
фиг. 5 - вид Г-Г (поперечная арматура условно не показана) на фиг. 1;
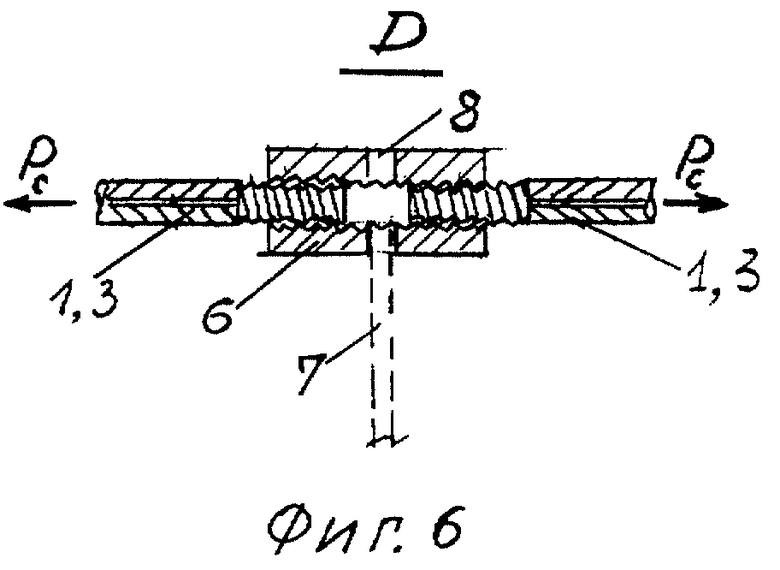
фиг. 6 - узел Д на фиг. 1;
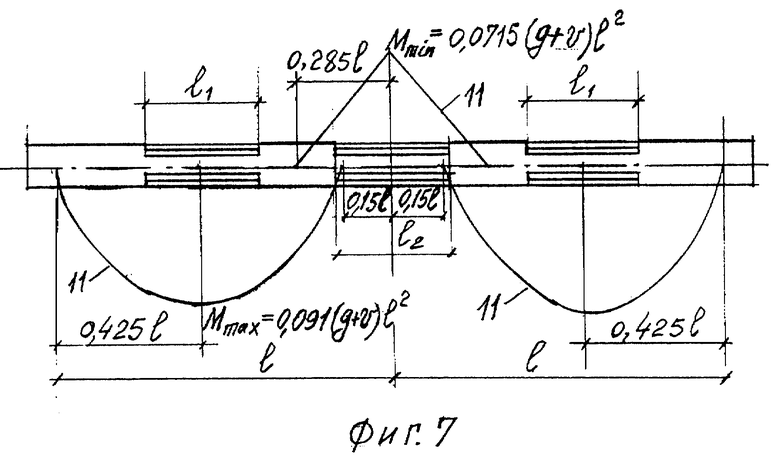
фиг. 7 - объемлющая эпюра изгибающих моментов балки, загруженной постоянной (g) и временной (v) равномерно распределенной нагрузкой.
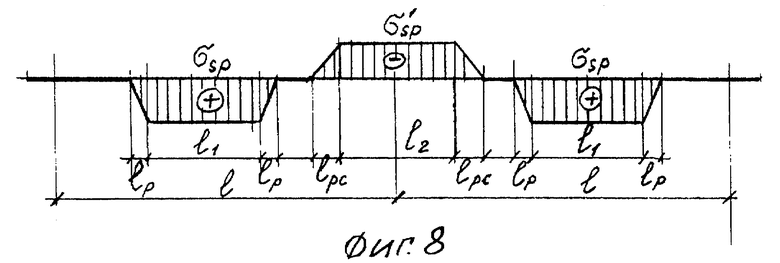
фиг. 8 - эпюра преднапряжений в нижней арматуре;
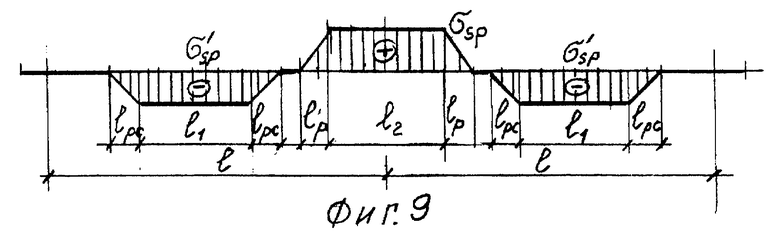
фиг. 9 - эпюра преднапряжений в верхней арматуре.
Предложенный способ изготовления железобетонной неразрезной многопролетной балки с знакопеременным преднапряжением вдоль арматурных стержней поясним на примере двухпролетной балки, загруженной равномерно распределенной постоянной (g) и временной (v) нагрузкой.
Арматурный каркас состоит из продольных высокопрочных стержней 1 и 3 (фиг. 1), подвергаемых знакопеременному преднапряжению, а также укороченных ненапрягаемых стержней 2 и 4, устанавливаемых дополнительно на наиболее напряженных участках балки в пролетах и над промежуточными опорами.
Продольные арматурные стержни объединяются в пространственный каркас с помощью замкнутых хомутов 5 (фиг. 2 и 3).
Продольные стержни 1 и 3, подвергаемые преднапряжению, снабжаются натяжными муфтами 6 (фиг. 6), вращение которых при создании преднапряжений осуществляется вручную поворотом съемного рычага 7, вставляемого в отверстие 8 муфты.
После установки арматурного каркаса в форму балка бетонируется, при этом на участках 9 (фиг. 1-5) арматура с натяжными муфтами остается обнаженной.
По достижении бетоном достаточной прочности муфты 6 закручиваются, создавая предварительное сжатие на одних участках арматуры и предварительное растяжение на других. При этом контроль усилий преднапряжения может осуществляться по числу оборотов муфты и с помощью деформометров, устанавливаемых на арматурных стержнях. Отметим, что при предварительном сжатии арматурных стержней 1 и 3 их устойчивость обеспечивается привязкой вязальной проволокой к замкнутым хомутам 5 в местах перегиба.
После создания требуемого преднапряжения арматуры участки 9 бетонируются, оставляя открытыми лишь окна 10 около муфт на предварительно растянутых арматурных стержнях (фиг. 4 и 5). По достижении набетонкой необходимой прочности путем обратного вращения муфт 6 производится передача преднапряжений с предварительно растянутой арматуры на бетон, что ведет к обжатию бетона и повышению трещиностойкости балки. Затем окна 10 заполняются бетоном.
В отличие от этого участки 9 с предварительно сжатой арматурой после создания предварительного сжатия арматурных стержней бетонируются сразу полностью. Таким образом, до приложения внешней нагрузки к балке на этих участках в арматуре действуют предварительные сжимающие напряжения  а в бетоне растягивающие напряжения и трещины не возникают, что является одним из существенных достоинств предложенного способа изготовления балок. Во всех известных способах изготовления железобетонных элементов с предварительно сжатой арматурой без нарушения сцепления арматуры с бетоном при передаче преднапряжений с арматуры на бетон в нем возникают растягивающие напряжения и образуются начальные технологические трещины, ухудшающие технические характеристики конструкций (см. авт. св. СССР NN 853047, 962545, 964087, 1231181, 1617119).
а в бетоне растягивающие напряжения и трещины не возникают, что является одним из существенных достоинств предложенного способа изготовления балок. Во всех известных способах изготовления железобетонных элементов с предварительно сжатой арматурой без нарушения сцепления арматуры с бетоном при передаче преднапряжений с арматуры на бетон в нем возникают растягивающие напряжения и образуются начальные технологические трещины, ухудшающие технические характеристики конструкций (см. авт. св. СССР NN 853047, 962545, 964087, 1231181, 1617119).
В результате выполнения указанных операций вдоль верхней и нижней продольной арматуры неразрезной многопролетной железобетонной балки устанавливаются знакопеременные преднапряжения в соответствии с объемлющей эпюрой изгибающих моментов от внешней нагрузки.
На фиг 7 показаны: объемлющая эпюра изгибающих моментов 11; участки l1 и l2 с полным преднапряжением арматуры 
На фиг. 8 и 9 представлены знакопеременные эпюры преднапряжений соответственно вдоль нижней и верхней арматуры, состоящие из участков с полным преднапряжением и переменным на длинах зон передачи преднапряжений с арматуры на бетон, равных
Способ осуществляется следующим образом
Арматурный каркас, состоящий из продольных высокопрочных стержней 1, 3, укороченных ненапрягаемых стержней 2, 4 и поперечных замкнутых хомутов 5, устанавливается в форму-опалубку, после чего последняя заполняется бетоном. При этом участки арматуры 9, подвергаемые преднапряжению, снабжаются натяжными муфтами 6 и остаются обнаженными. При достижении бетоном достаточной прочности с помощью муфт 6 создается предварительное сжатие арматуры на одних участках и предварительное растяжение на других. После этого обнаженные участки арматуры 9 бетонируются. При этом оставляются открытыми окна 10 около натяжных муфт на предварительно растянутых арматурных стержнях. По достижении набетонкой необходимой прочности путем обратного вращения муфт 6 производится передача преднапряжений с предварительно растянутой арматуры на бетон, что ведет к его обжатию.
Предложенный способ изготовления преднапряженных многопролетных неразрезных железобетонных балок позволяет создавать вдоль высокопрочной арматуры знакопеременные преднапряжения в соответствии с эпюрой изгибающих моментов от внешней нагрузки. Это обеспечивает использование высокопрочной арматуры с максимальным эффектом, экономию стали и повышение технико-экономических показателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1996 |
|
RU2120527C1 |
| Железобетонная колонна | 1980 |
|
SU964087A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАРКАСА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ БАЛОК | 2016 |
|
RU2638193C1 |
| АРМАТУРНЫЙ КАРКАС ДЛЯ МНОГОПРОЛЕТНЫХ ЖЕЛЕЗОБЕТОННЫХ БАЛОК | 2016 |
|
RU2637668C1 |
| АРМОКАМЕННАЯ ФУНДАМЕНТНАЯ БАЛКА | 2009 |
|
RU2398934C1 |
| СПОСОБ УСИЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ БАЛОК | 2004 |
|
RU2270903C1 |
| ТРЕХШАРНИРНАЯ ЖЕЛЕЗОБЕТОННАЯ РАМА | 1994 |
|
RU2130105C1 |
| УЗЛОВОЕ СОПРЯЖЕНИЕ КОЛОННЫ С МОНОЛИТНЫМ ПЕРЕКРЫТИЕМ | 2012 |
|
RU2547035C2 |
| СОСТАВНАЯ АРМИРОВАННАЯ БАЛКА | 2022 |
|
RU2785301C1 |
| СПОСОБ НАТЯЖЕНИЯ АРМАТУРЫ ЭЛЕКТРОТЕРМИЧЕСКИМ МЕТОДОМ | 2020 |
|
RU2770963C2 |
Изобретение относится к строительству и может быть использовано для изготовления нового типа неразрезных многопролетных железобетонных балок со знакопеременным преднапряжением вдоль арматурных стержней из высокопрочной стали. Технический результат - создание способа изготовления железобетонных балок, при котором имеется возможность вдоль высокопрочных арматурных стержней менять знак преднапряжения в соответствии со знакопеременной эпюрой изгибающих моментов от внешней нагрузки. Способ изготовления предварительно напряженной железобетонной балки включает установку в форму арматурного каркаса, закрепление его в форме, преднапряжение продольной арматуры, заполнение формы бетонной смесью и отпуск напряжения арматуры после набора бетоном прочности, дополнительно при бетонировании балки участки арматурных стержней, которые следует подвергнуть предварительному растяжению или сжатию, оставляются обнаженными и после набора бетоном достаточной прочности с помощью навинченных на арматурные стержни муфт осуществляется предварительное сжатие арматуры на сжимаемых от внешней нагрузки участках арматуры и предварительное растяжение - на растянутых, при этом в зоне действия предварительно сжимающего напряжения в арматуре, имеющей сцепление с бетоном, последний не подвергается предварительному растяжению. 9 ил.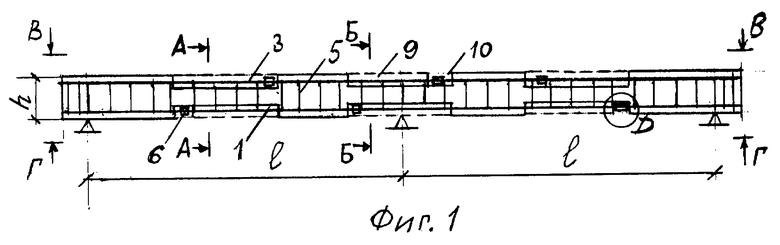
Способ изготовления предварительно напряженной железобетонной балки, включающий установку в форму арматурного каркаса, закрепление его в форме, преднапряжение продольной арматуры, заполнение формы бетонной смесью и отпуск напряжения арматуры после набора бетоном прочности, отличающийся тем, что при бетонировании балки участки арматурных стержней, которые следует подвергнуть предварительному растяжению или сжатию, оставляются обнаженными и после набора бетоном достаточной прочности с помощью навинченных на арматурные стержни муфт осуществляется предварительное сжатие арматуры на сжимаемых от внешней нагрузки участках арматуры и предварительное растяжение - на растянутых, при этом в зоне действия предварительного сжимающего напряжения в арматуре, имеющей сцепление с бетоном, последний не подвергается предварительному растяжению.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1996 |
|
RU2120527C1 |
| RU 2056490 C1, 20.03.1996 | |||
| US 3638371 A, 01.02.1972 | |||
| Способ изготовления железобетонных элементов работающих на сжатие | 1977 |
|
SU962545A1 |
| РЕШЕТЧАТАЯ КОНСТРУКЦИЯ | 2011 |
|
RU2475605C1 |
