Изобретение относится к резервуаростроению и может быть использовано при сооружении вертикальных цилиндрических резервуаров методом рулонирования преимущественно для выполнения вертикальных монтажных стыков стенки.
Известен способ монтажа стенки резервуаров из рулонной заготовки, включающий предварительное изготовление из листов полотнища стенки резервуара с монтажным стыком ступенчатой конфигурации и разворачивание ее в вертикальном положении с последующим прижатием внахлест на величину припуска начальных и конечных крюков, последовательной обрезки припусков по каждому поясу и сваркой их, начиная от нижнего до верхнего пояса (авт. св. СССР N 1730407, кл. Е 04 Н 7/04, 1990).
Недостатками такого способа монтажа рулонных резервуаров являются чрезмерно большие сварочные деформации оболочки, а также высокая трудоемкость и продолжительность монтажа.
Известен также способ монтажа рулонных резервуаров со ступенчатыми (зубчатыми) стыками стенки (прототип предлагаемому), в котором для улучшения качества стенки используют в зоне монтажного стыка стойки из труб с опорными столиками, на которые закрепляют шаблоны по каждому поясу. (патент Эстонии N 00079, кл. ЕЕ 95 U 1996).
Недостатком такого способа монтажа является большая масса технологической оснастки, большая трудоемкость ее сборки и недостаточная точность оболочки стенки после демонтажа оснастки.
Целью изобретения является повышение качества рулонных резервуаров за счет повышения геометрической точности стенки в зоне монтажного стыка, а также снижение трудоемкости монтажных работ.
Указанная цель достигается закреплением перед сваркой стенки в зоне монтажных стыков на кондуктор с вертикальными стойками и горизонтальными ребрами. При этом все пояса собирают встык и закрепляют между собой, а затем стенку натягивают и закрепляют на кондуктор с наружным продольным прогибом и оснащенный вертикальными ребрами, вертикальные и горизонтальные ребра кондуктора располагают в непосредственной близости от вертикальных и горизонтальных участков ступенчатых стыков, причем с увеличением высоты и диаметра резервуара жесткость кондуктора увеличивают, а его прогиб определяют из расчета ожидаемых деформаций от сварки. Сварку монтажного стыка стенки ведут от средних поясов вверх и вниз изнутри и снаружи резервуара, причем сначала сваривают вертикальные участки стыка, а затем - горизонтальные.
Монтаж резервуаров по предлагаемому способу выполняют следующим образом.
После разворачивания стенки резервуара в вертикальном положении и обеспечения ее вертикальности собирают начальную и конечную кромки рулонного полотнища внахлестку и определяют фактическую величину технологического припуска в первом и последнем поясах. Технологические припуски удаляют с образованием разделок кромок под сварку и все пояса собирают встык, закрепляя их с помощью электроприхваток и сборочных приспособлений. На зону монтажного стыка по его оси устанавливают кондуктор, закрепляют его в зоне сопряжения стенки с днищем и крышей, а затем стенку натягивают струбцинами на кондуктор и закрепляют по всем остальным поясам, обеспечивая оси стыка расчетный наружный прогиб. Сварку монтажного стыка стенки ведут от средних поясов в разные стороны - вверх и вниз изнутри и снаружи резервуара. Сначала сваривают только вертикальные участки сварного стыка, а затем - горизонтальные. После сварки стыка кондуктор отделяют от стенки резервуара и она приобретает проектную форму.
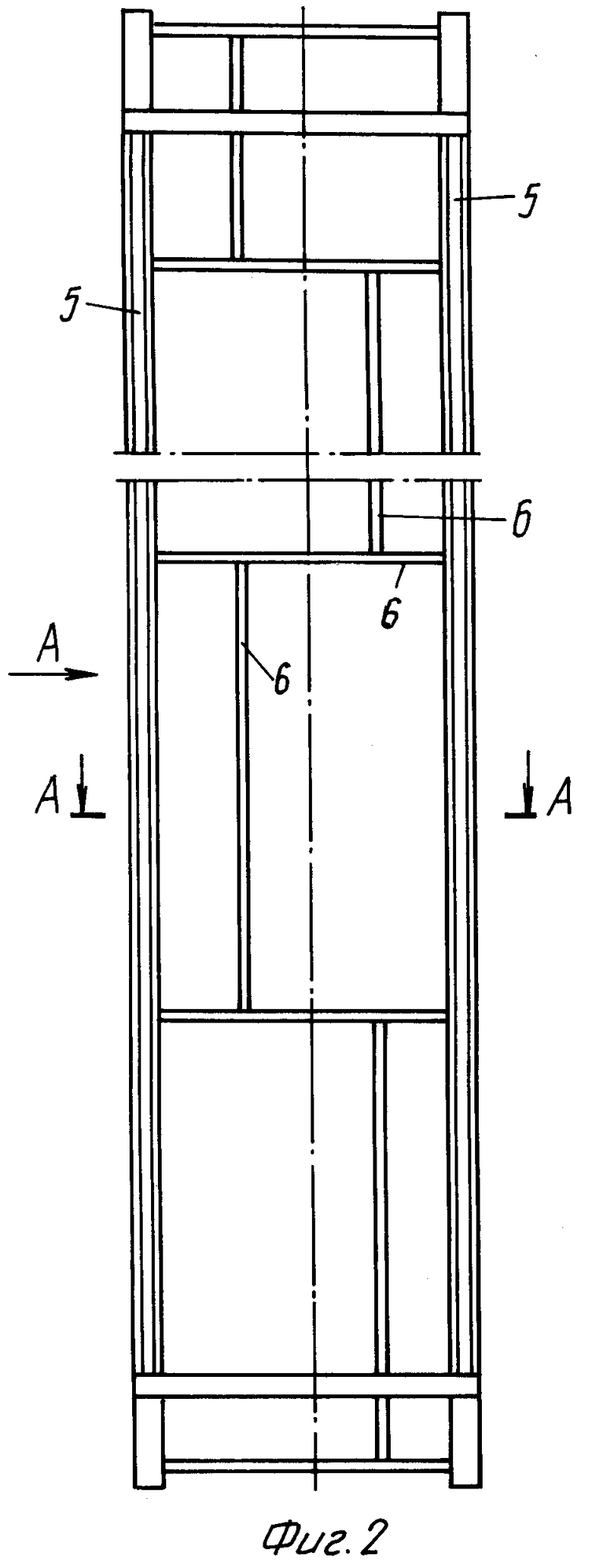
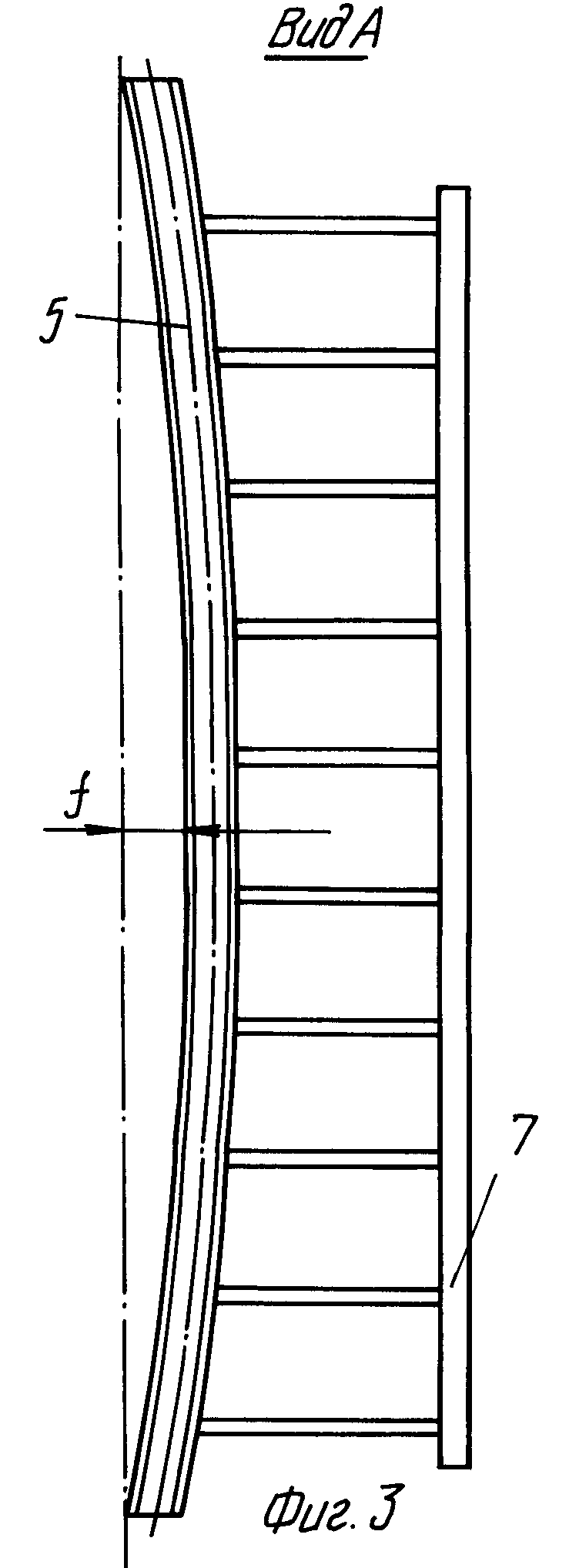
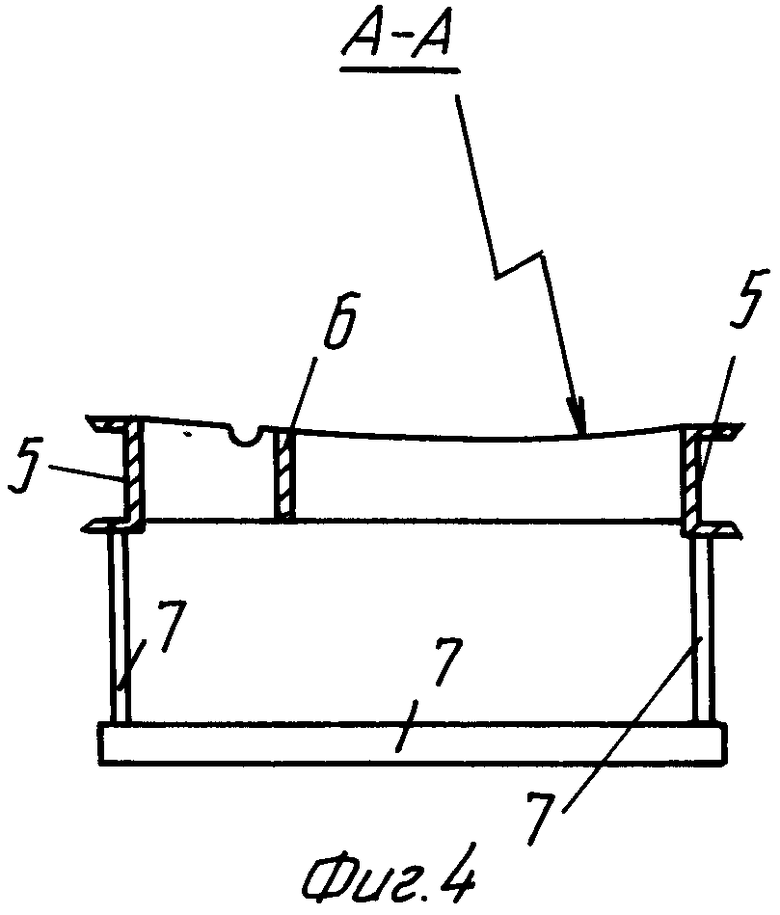
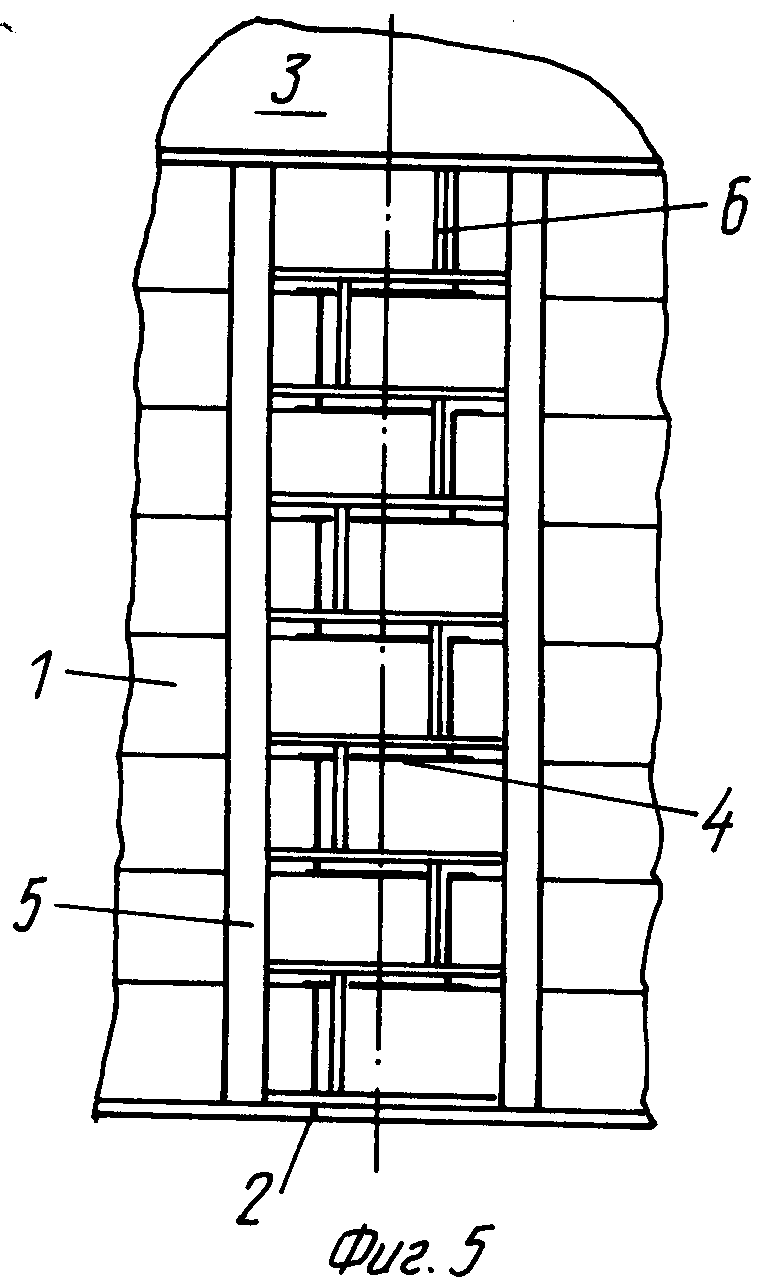
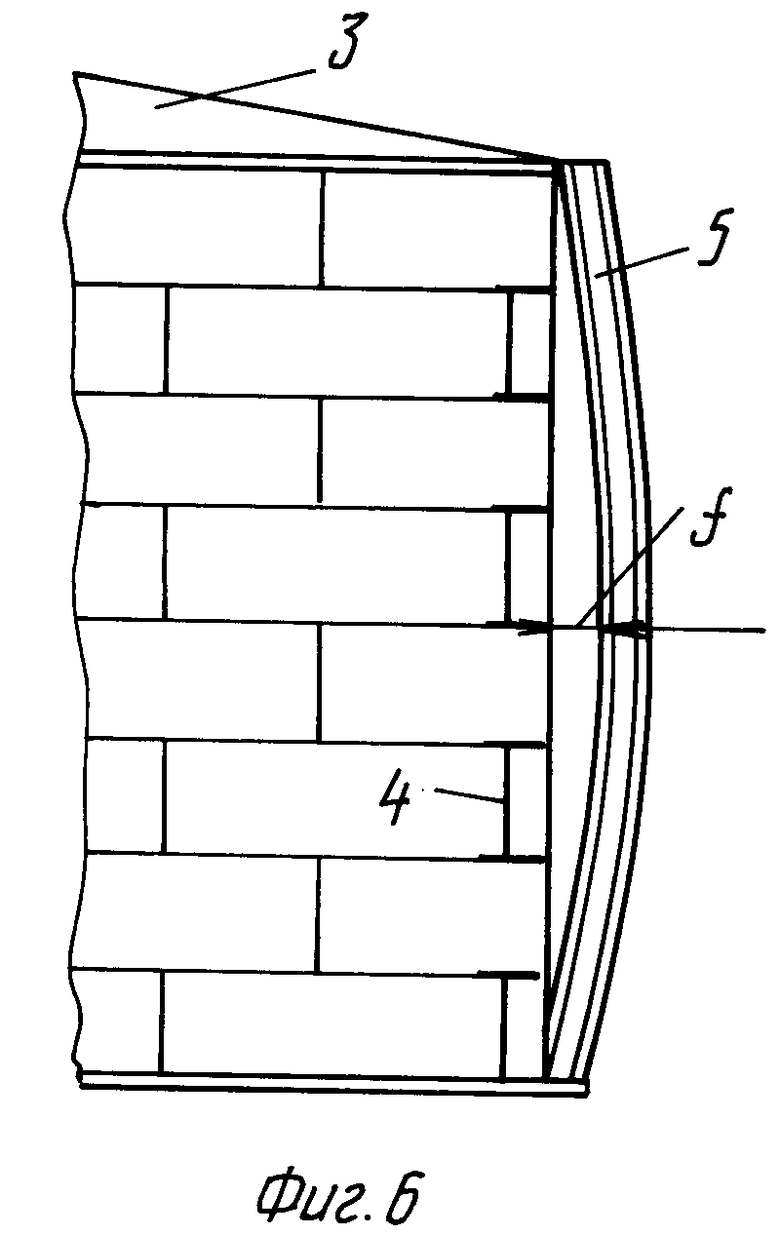
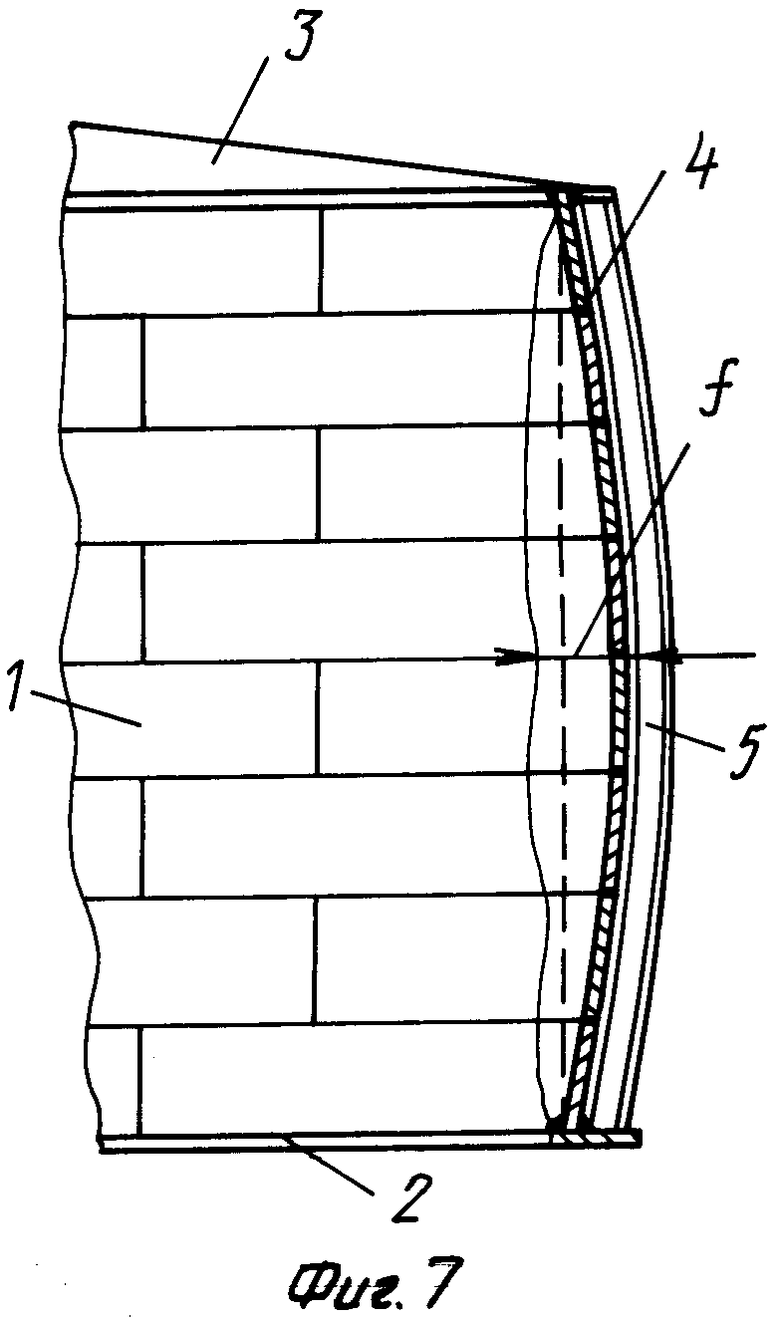
На фиг. 1 показан общий вид резервуара со ступенчатым монтажным стыком; на фиг. 2 - кондуктор; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - разрез А-А на фиг. 2; на фиг. 5 - схема установки кондуктора на стенку резервуара; на фиг. 6 - вид сбоку на фиг. 5; на фиг. 7 - стенка резервуара после закрепления на кондукторе.
Сущность изобретения представлена на фиг. 1-4, где условно показаны: 1 - рулонное полотнище стенки, состоящее из поясов, 2 -днище, 3 - крышка, 4 - монтажный ступенчатый стык стенки, Н - начальная кромка полотнища, К - конечная кромка полотнища, 5 - вертикальные стоки кондуктора, 6 - горизонтальные и вертикальные ребра кондуктора, 7 - лестницы.
Жесткость кондуктора относительно радиальной оси подбирают в зависимости от параметров стенки резервуара. Чем больше высота и диаметр стенки, тем большей жесткости требуется кондуктор. Продольный прогиб кондуктора определяют расчетом ожидаемых деформаций стенки от сварки монтажного стыка, которые зависят от соотношения погонной энергии сварки, длины стыка и жесткости стенки.
Описанный способ монтажа резервуаров из рулонированных полотнищ реализуется на базе традиционных технологий, и возможность его осуществления не связана с какими-либо дополнительными техническими проблемами.
Способ обеспечивает повышение геометрической точности стенки резервуаров в зоне монтажных стыков и снижает трудоемкость и стоимость монтажно-сварочных работ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА РЕЗЕРВУАРОВ ИЗ РУЛОНИРОВАННЫХ ПОЛОТНИЩ | 1995 |
|
RU2083783C1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА РУЛОННЫХ РЕЗЕРВУАРОВ СО СТУПЕНЧАТЫМИ МОНТАЖНЫМИ СТЫКАМИ СТЕНКИ | 2013 |
|
RU2553808C1 |
| Рулонная заготовка для стенки резервуара и способ ее монтажа | 1990 |
|
SU1730407A1 |
| СПОСОБ МОНТАЖА СТЕНКИ ЦИЛИНДРИЧЕСКОГО РЕЗЕРВУАРА ИЗ РУЛОННОЙ ЗАГОТОВКИ | 1992 |
|
RU2046915C1 |
| УСТРОЙСТВО ДЛЯ ЗАМЫКАНИЯ ВЕРТИКАЛЬНОГО СТЫКА ЦИЛИНДРИЧЕСКОГО РЕЗЕРВУАРА | 1992 |
|
RU2037619C1 |
| СПОСОБ РЕМОНТА ВЕРТИКАЛЬНОЙ СТЕНКИ ВЕРТИКАЛЬНОГО СТАЛЬНОГО РЕЗЕРВУАРА | 2013 |
|
RU2559987C2 |
| Способ монтажа корпуса резервуара из рулонированных полотнищ и шаблон для его монтажа | 1979 |
|
SU863823A1 |
| РЕЗЕРВУАР ДЛЯ ХРАНЕНИЯ ЛЕГКОИСПАРЯЮЩИХСЯ ЖИДКОСТЕЙ | 1993 |
|
RU2032052C1 |
| Способ изготовления цилиндрических резервуаров | 1986 |
|
SU1442302A1 |
| Способ монтажа резервуара с плавающей крышей и устройство для сборки понтонного кольца из коробов при монтаже резервуара с плавающей крышей | 1983 |
|
SU1182143A1 |
Изобретение относится к резервуаростроению и позволяет улучшить качество и снизить трудоемкость работ по сооружению рулонных резервуаров преимущественно со ступенчатыми монтажными стыками стенки. Начальную и конечную кромки полотнища стенки резервуара после обрезки технологического припуска собирают встык и закрепляют на кондуктор, момент инерции которого определяется соотношением диаметра, высоты и толщины стенки и имеющего наружный прогиб, величина которого определяется соотношением погонной энергии сварки и жесткостью стенки. Кондуктор содержит вертикальные и горизонтальные ребра, располагаемые в непосредственной близости от вертикальных и горизонтальных участков сварного стыка стенки, обеспечивающей возможность сварки с обеих сторон. Сварку стыка выполняют, начиная от средних поясов в разные стороны изнутри и снаружи стыка, причем сначала сваривают вертикальные участки стыка, а затем - горизонтальные. 1 з.п. ф-лы, 7 ил.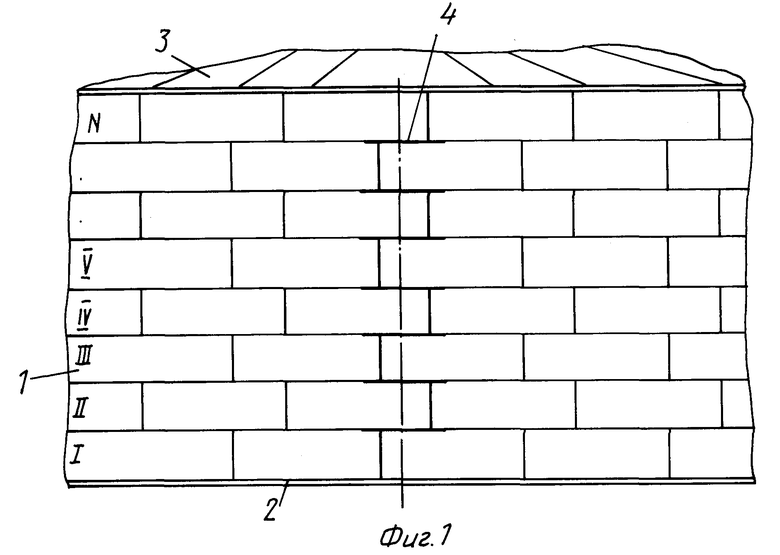
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
| Рулонная заготовка для стенки резервуара и способ ее монтажа | 1990 |
|
SU1730407A1 |
| РЕЗЕРВУАР ДЛЯ ХРАНЕНИЯ ЛЕГКОИСПАРЯЮЩИХСЯ ЖИДКОСТЕЙ | 1993 |
|
RU2032052C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА РЕЗЕРВУАРОВ ИЗ РУЛОНИРОВАННЫХ ПОЛОТНИЩ | 1995 |
|
RU2083783C1 |

