.
&9
ю
Изобретение относится к области ипготов;те)тия резервуаров и может быть использовано при монтаже металлоконструкций резервуаров.
Целью изобретения является снижение величины рабочих усилий формообразования.
На чертеже представлено рулоии- руемое полотнище.
Предлагаемый способ осуществляют следующим образом.
Полотнище, подлежащее рулонирова- нию, сваривают из отдельных листов 1 горизонтальными 2 и вертикальными 3 швами. Перед монтажом осуществляют разрезку вертикальных стыкуемых кромок 4 по сварным швам 2, перпендикулярным им на участках 5.
Длину участков 5 горизонтальных швов назначают, исходя из толщины листов 1, высоты полотнища, потребного радиуса скручивания полотнища в рулон, проектного радиуса полот- нища конструкции сворачивающих уст- ройств. Дпину участков 5 можно определить для резервуаров по формуле
i-r /) S - 0,6л( Н
R.
где S - длина разрезаемых участков
Н - высота полотнища;
R - проектный радиус;
S - максимальная толщина полотнища.
Затем производят формообразование полотнища с дискретным формообразо- вaниe вертикальных кромок 4 путем перевальцовывания их за проектный диаметр в сторону, противоположную скручиванию для ликвидации остаточных деформаций, причем перевальцовку производят на необходимую величину с учетом жесткости кромки каждого листа 1. Это позволяет использовать для формообразования устройства малой металлоемкости типа скобы или приспособлениЙ5 сократить трудоемкость процесса и получить проектную форму кромок.
Производят фиксацию кромок листов 1, образующих вертикальные кромки 4 полотнища в проектном положении, для чего применяют инвентарные переставные устройства, фиксирующие кромки листов между ближайшими участками 5 горизонт.зльных швов. Затем осуществляют сварку участков 5 горизонтальных щвов стыкуемого полотнища между
0
5
0
5
0
5
0
5
0
5
формообразованными листами и замыкание вертикального стыка, причем сваренные в проектном положении горизонтальные швы своей жесткостью препятствуют смещению вертикального монтажного стыка под действием упругих сил после, снятия фиксации.
Наличие несваренных при изготовлении или резрезеннык перед монтажом участков 5 горизонтальных швов 2 позволяет при формообразовании кромок 4 листов исключить влияние жесткости соседних листов и горизонтальных сварных швов. Это дает возможность диф(})еренцировать величину силы, прикладываемой для формообразования кромки листа в зависимости от его жесткости, что, в свою очередь, позволяет обеспечивать проектную кривизну стенки резервуара в зоне вертикального, монтажного стыка по всей его высоте, т.е. высокое качество стыка.
Наряду с этим формообразование вертикального монтажного стыка раздельно по листам позволяет значительно снизить величину pa6o4Pix усилий формообразования, что дает возможность упростить примеиеяемые монтажные устройства (формообразователи и фиксаторы) и уменьшить их металлоемкость, а также трудоемкость их изготовлени я и монтажа.
Кроме того, раздельное формообразование разрезных кромок а также сварка разрезных горизонтальных швов в проектном положении позволяет исключить деформацию вертикального монтажного стыка после снятия фиксации, чем устраняются зазоры между корпусом и плавающей крышей в местах стыков и, как следствие, в процессе эксплуатации резервуара уменьшается испарение наиболее ценных летучих ,нефтепродуктов.
Формула изобретения
1. Способ изготовления цилиндрических резервуаров, включающий сварку полотнища из отдельных листов, формообразование полотнища и сварку замыкающего стыка, отличающийся тем, что, с целью снижения величины рабочих усилий формообразования, перед формообразованием полотнища осуществляют разрезку стыкуемых кромок по сварным швам, перпендикулярным стыкуемым кромкам.
1. н .23П2
2. Способ по п. 1, от ч и ч а ю- щ н и с я ТИМ, что рачреэку стыкуемых кромок перпепдикулчрно им осуществляют на ytiacTKax дпиной: g
4pl S 0,6 л И R h ,
S - длина раярезаемых участков; И - высота полотнигца; R - проектный радиус формообразования полотнища S - максимальная толщина пслот- FiHiiia.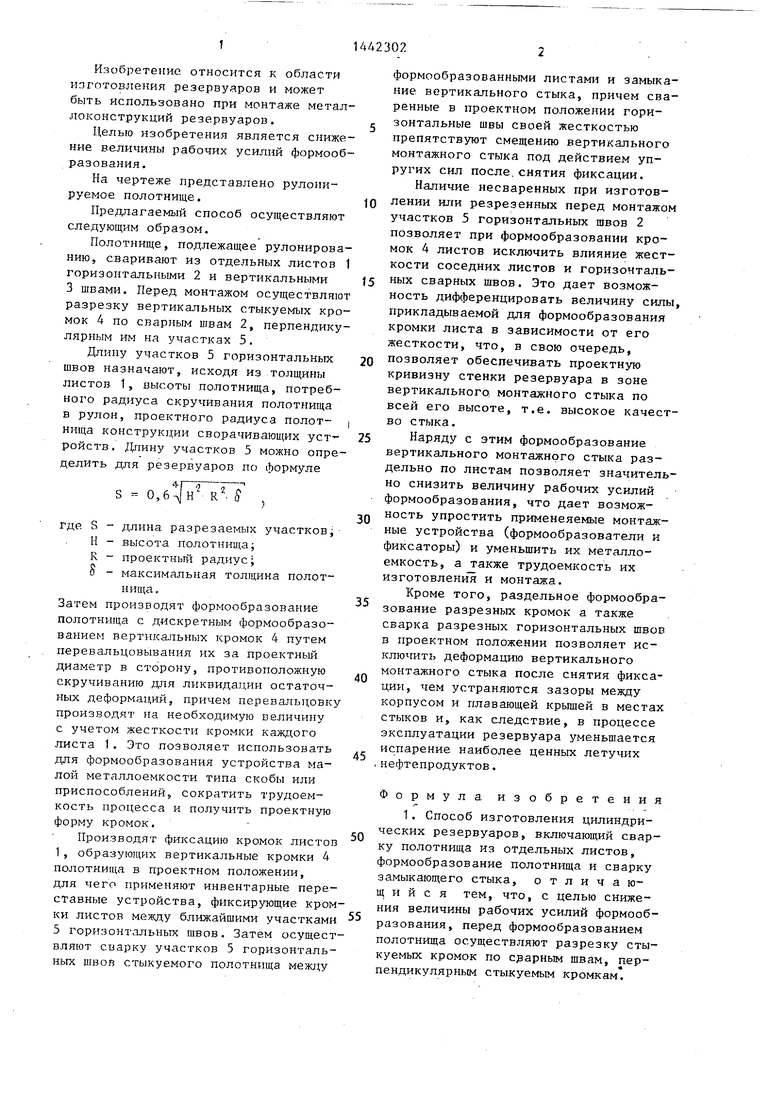
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА СТЕНКИ ЦИЛИНДРИЧЕСКОГО РЕЗЕРВУАРА ИЗ РУЛОННОЙ ЗАГОТОВКИ | 1992 |
|
RU2046915C1 |
| Рулонная заготовка для стенки резервуара и способ ее монтажа | 1990 |
|
SU1730407A1 |
| СПОСОБ РЕМОНТА ВЕРТИКАЛЬНОЙ СТЕНКИ ВЕРТИКАЛЬНОГО СТАЛЬНОГО РЕЗЕРВУАРА | 2013 |
|
RU2559987C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА РЕЗЕРВУАРОВ ИЗ РУЛОНИРОВАННЫХ ПОЛОТНИЩ | 1995 |
|
RU2083783C1 |
| Способ изготовления многослойных цилиндрических сосудов | 1979 |
|
SU867486A1 |
| СПОСОБ МОНТАЖА РУЛОННЫХ РЕЗЕРВУАРОВ СО СТУПЕНЧАТЫМИ МОНТАЖНЫМИ СТЫКАМИ СТЕНКИ | 1997 |
|
RU2121555C1 |
| СПОСОБ МОНТАЖА СТАЛЬНОЙ БАЛКИ ПРОЛЕТНОГО СТРОЕНИЯ МОСТА | 2003 |
|
RU2230851C1 |
| Устройство для формообразования вертикального монтажного стыка цилиндрического металлического резервуара | 1984 |
|
SU1186764A1 |
| Способ изготовления конической емкости для хранения сыпучих материалов | 1979 |
|
SU876933A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ДВОЯКОЙ КРИВИЗНОЙ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 2009 |
|
RU2419503C2 |
Изобретение относится к изготовлению резервуаров и может быть использовано при монтаже металлоконструкций резервуаров. Цель изобретения - снижение величины рабочих усилий формообразования. Цолотнище, подлежащее рулонированию, сваривают из отдельных листов горизонтальными и вертикальными швами. Перед монтажом осуществляют разрезку замыкающих кромок по сварным швам, перпендикулярным этим кромкам, на длину, которую рассчитывают по математической зависимости. Это позволяет при формообразовании кромок исключить влияние жесткости соседних листов и горизонтальных сварных швов. 1 з.п. ф-лы, 1 ил. s (Л
вв«в
7
/
(fOUOCK
/
г
/
т
7
V г
| Патент США № 3718107, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Куркин С.А | |||
| Технология изготовления сварных конструкций.Атлас чертежей, 1962, с | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
