Изобретение относится к неразрушающему контролю материалов и изделий и может быть использовано в различных отраслях промышленности. Наиболее близкий аналог не выявлен.
Основной технической задачей предлагаемого изобретения является обеспечение подачи контролируемых изделий с одновременным вращением и осевым смещением с получением минимальных непроверяемых концов. Поставленную задачу решает устройство для подачи и поворота проката при его контроле, содержащее измерительные датчики, привод, кинематически соединенную с приводом ось с фиксированно закрепленными на ней двумя парами ведущих шестерен, два соосно расположенных поворотных корпуса, каждый из которых имеет расположенные на нем две ведомые центральные шестерни, одна из которых жестко закреплена на поворотном корпусе, планетарные механизмы, закрепленные на поворотных корпусах и образованные каждый сателлитными шестернями и приводящей их во вращение второй ведомой центральной шестерней, которая посажена на поворотный корпус через подшипник, при этом ведомые центральные шестерни имеют попарно разное число зубьев и соединены с ведущими шестернями.
Использование предлагаемого устройства позволяет обеспечить при контроле подачу контролируемых изделий с одновременным вращением и осевым смещением.
На графическом изображении представлена кинематическая схема устройства, содержащего привод 1, клиноременную передачу 2, ось 3, ведущие шестерни 4, центральные шестерни 5 и 6, поворотные корпуса 7, сателлитные конические шестерни 8, планетарные механизмы 9, конические шестерни 10, оси 11 и 12, ролики 13, контролируемое изделие 14 и измерительные датчик 15.
Привод 1 через клиноременную передачу 2 приводит во вращение ось 3, на которой закреплены две пары ведущих шестерен 4, соединенных с центральными шестернями 5 и 6.
Шестерни 5 жестко закреплены на корпусах 7, поэтому вращение шестерен 4 через шестерни 5 передается на корпуса 7. Шестерни 6, имеющие меньшее (большее) число зубьев, чем у шестерен 5, посажены на корпус 7 через подшипник. За счет разности числа зубьев шестерни 5 и 6 вращаются с разной скоростью, образуя дифференциальный механизм, приводящий во вращение сателлитные шестерни 8, планетарных механизмов 9. Через конические пары шестерен 8 и 10 приводятся во вращение оси 11 и 12, на которых закреплены две пары роликов 13, зажимающих контролируемое изделие 14. Вращение роликов 13 перемещает в продольном направлении контролируемое изделие 14. Поскольку планетарные механизмы 9 закреплены на поворотных корпусах 7, то они также совершают вращательное движение, которое передается через ролики 13 на изделие 14. Таким образом, изделие 14 приводится во вращательное и поступательное движение.
Для контроля изделий различного диаметра заменяются ролики 13. При движении изделия, когда его конец выходит из зацепления одной пары роликов, его движение осуществляется от второй пары роликов, поэтому величина непроверяемых концов изделия определяется только конструкцией измерительных датчиков, что увеличивает зону контроля изделий.
Испытания проводились на прутках диаметром от 4,5 мм до 10 мм. Результаты испытаний подтвердили стабильность шага подачи изделия на один оборот и возможность вращения прутков до 1000 об/мин.
Использование предлагаемого устройства позволяет увеличить зону контроля изделия, а также упростить конструкцию устройства, что существенно снизит стоимость контроля и расширит возможности применения в промышленных условиях, особенно для изделий диаметром менее 9 мм.
Устройство для подачи и поворота проката при его контроле может быть использовано в различных отраслях промышленности для обеспечения качества продукции. Две пары ведущих шестерен фиксированно закреплены на оси, которая кинематически соединена с приводом. Два соосно расположенных поворотных корпуса имеют по две ведомые центральные шестерни, одна из которых жестко закреплена на поворотном корпусе. Планетарные механизмы закреплены на поворотных корпусах и образованы каждый сателлитными шестернями и приводящей их во вращение второй ведомой центральной шестерней, которая посажена на поворотный корпус через подшипник. Ведомые центральные шестерни имеют попарно разное число зубьев и соединены с ведущими шестернями. Контролируемое изделие приводится во вращательное и поступательное движение. Для контроля изделия используются измерительные датчики. Изобретение имеет простую конструкцию, расширяет возможности применения в промышленности, позволяет увеличить зону контроля и снизить его стоимость. 1 ил.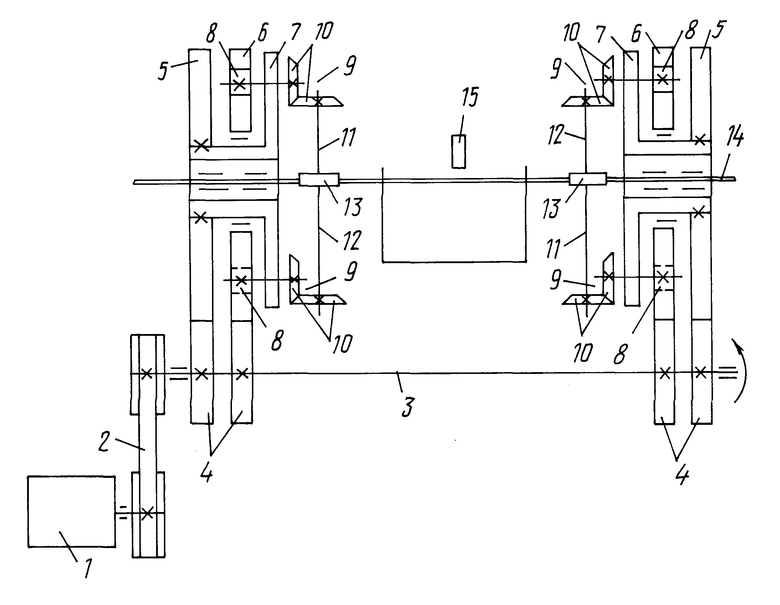
Устройство для подачи и поворота проката при его контроле, содержащее измерительные датчики, привод, кинематически соединенную с приводом ось с фиксированно закрепленными на ней двумя парами ведущих шестерен, два соосно расположенных поворотных корпуса, каждый из которых имеет расположенные на нем две ведомые центральные шестерни, одна из которых жестко закреплена на поворотном корпусе, планетарные механизмы, закрепленные на поворотных корпусах и образованные каждый сателлитными шестернями и приводящей их во вращение второй ведомой центральной шестерней, которая посажена на поворотный корпус через подшипник, при этом ведомые центральные шестерни имеют попарно разное число зубьев и соединены с ведущими шестернями.

