Заявляемое изобретение относится к области обработки порошковых материалов высоким импульсным давлением и температурой, создаваемыми взрывным или ударно-волновым нагружением с последующим высокоскоростным охлаждением.
Способ может быть использован для компактирования металлических или керамических порошков, включая высокопрочные и тугоплавкие. При этом обеспечиваются уникальные физико-механические свойства, например, получается субмикрокристаллическая структура в тугоплавких металлах или сохраняется аморфная или нанокристаллическая структура керамических материалов в полученной готовой детали или макрозаготовке для последующей механической обработки.
Известен способ компактирования порошков, реализуемый на оборудовании, создающем статические сжимающие усилия (заявка Японии N 55-43379, B 01 J 3/06, 1980 г.).
При реализации способа нагружению подвергают порошок, помещенный в центр сферического устройства и окруженный легкодеформируемым материалом. Давление на порошок передают от механически сжимаемых стержней.
Однако уровень сжимающих напряжений, действующих на материал при реализации указанного способа, невысок. При проведении этого процесса с нагревом, возможности воздействия на обрабатываемый материал расширяются, однако энергетически и технологически осуществить равномерный нагрев и создать равномерное давление на различные области обрабатываемой заготовки сложно. Трудно или вообще невозможно (из-за снижения прочностных свойств передающих нагрузки материалов при возрастании температуры) получить высокоплотные компакты высокопрочных и тугоплавких материалов, требующих значительных предварительных разогревов с обеспечением последующего деформирования при высоких температурах. Кроме того, при таких статических режимах обработки сохранить первоначальную нанокристаллическую или аморфную структуру порошка невозможно.
Наиболее перспективными при обработке порошковых материалов являются импульсные методы, в которых реализуется процесс динамического взрывного или ударно-волнового нагружения, в частности сферическими волнами напряжений.
Наиболее близким к заявляемому по технической сущности является способ, защищенный патентом России (заявка N 5041369, B 01 J 3/06, положительное решение от 11.01.95 г.).
Способ включает размещение обрабатываемого вещества в центре сферического корпуса, его нагружение сферически сходящейся ударной волной, формируемой слоем взрывчатого вещества, разогрев во фронте сходящейся волны части образца выше температуры плавления, закалку материала образца в отраженной волне при температуре менее его температуры рекристаллизации.
Описанный выше способ позволяет создавать в материале высокий уровень сжимающих напряжений при одновременном разогреве обрабатываемого материала. Однако обработка таким способом порошковых материалов приводит к тому, что за фронтом отраженной от центра ударной волны происходит разрушение и дробление заготовки, излишне высокий разогрев материала заготовки, первоначальная плотность которой невелика.
В основу настоящего изобретения положена задача расширения технологических возможностей способа обработки порошковых материалов, в части обеспечения компактирования труднокомпактируемых порошков, с сохранением при этом первоначальной структуры компактируемого порошка в значительном объеме полученной детали или макрозаготовки.
Поставленная задача решается тем, что в способе динамической обработки материалов, включающем размещение заготовки из этого материала в сферическом корпусе, нагружение ее сферически сходящейся ударной волной, формируемой слоем взрывчатого вещества, циклическое импульсное нагружение заготовки с последовательно снижающимся уровнем давления, обеспечивая разогрев части заготовки во фронте сходящейся волны, выше температуры плавления, согласно изобретению заготовку формируют в виде полой сферы, в полости заготовки размещают сферический вкладыш, предварительное формирование заготовки осуществляют до плотности не менее 0,5 плотности частиц исходного материала, а в сходящихся волнах напряжений во всем слое обрабатываемой заготовки формируют уровни нагрузки постоянные или уменьшающиеся во времени в период прохождения каждого импульса нагрузки, а вкладыш выполняют из материала, акустическая жесткость которого не менее акустической жесткости компактируемого вещества, при этом начальный размер вкладыша определяют из соотношения:
где
R0 - начальный радиус сферического вкладыша;
Rпол - радиус полости, сформировавшейся во вкладыше в процессе нагружения;
E0 - энергия, переданная вкладышу на момент первой фокусировки;
A,β - константы материала вкладыша, определяемые экспериментально при варьировании R0 и E0.
Наличие отличительных от прототипа признаков позволяет сделать вывод о соответствии заявляемого способа критерию "новизна".
В процессе поиска не выявлено технических решений, содержащих признаки, сходные с отличительными признаками заявляемого способа, что позволяет сделать вывод о соответствии его критерию "изобретательский уровень". Возможность решения поставленной задачи обусловлена тем, что создаваемый уровень нагрузок на материал при наличии вкладыша из определенного материала и размера позволяет сохранить целостность обрабатываемой детали (заготовки) и первоначальную структуру компактируемого порошкового материала.
Способ реализуется следующим образом. Из порошка, подлежащего обработке, формируют полую сферическую заготовку, во внутреннюю полость которой помещают сферический вкладыш, который может быть выполнен одно- или многослойным. Сборку устанавливают в устройство для динамической обработки порошков. В устройстве заготовка под действием сферически сходящейся к центру ударной волны, создаваемой взрывчатым веществом, и последующих отраженных от наружного корпуса волн, испытывает циклическое импульсное нагружение с последовательно снижающимся уровнем давления при этом реализуется уплотнение и разогрев порошкообразного материала заготовки.
Предварительно сформированная заготовка имеет плотность не менее 0,5 плотности частиц исходного порошка. Данная граница была определена экспериментально. При плотности исходной заготовки менее 0,5 плотности частиц исходного порошка пористость заготовки велика, что приводит к значительному нежелательному увеличению разогрева прессуемого порошка по всему объему заготовки, и, как следствие, к расплавлению значительного объема каждой частицы, с последующей перекристаллизацией материала, что не позволяет сохранить первоначальную структуру в материале готовой детали.
Как показывают экспериментальные данные, при плотности заготовки равной или более 0,5 плотности материала зерен исходного порошка импульсное нагружение позволяет провести компактирование заготовки с сохранением первоначальной структуры и получением высоких физико-механических свойств материала детали.
Процесс обработки заготовки в устройстве реализуется следующим образом. После задействования устройства для динамической обработки порошков во взрывчатом веществе создается сферически сходящаяся к центру детонационная волна. Под ее воздействием и волн, отраженных от наружного корпуса, сдерживающего разлет продуктов взрыва, герметизирующая оболочка устройства и вкладыш испытывают циклическое импульсное нагружение с последовательно снижающимся уровнем давления. Под действием указанной импульсной нагрузки реализуется уплотнение и разогрев зерен материала заготовки.
При выходе сходящейся ударной волны на границу "заготовка-вкладыш" происходит распад разрыва, при котором во вкладыш распространяется сферически сходящаяся ударная волна. Вкладыш выполняет основную функцию - забрать избыточную энергию и обеспечить постепенное снижение давления (затянутую разгрузку). За фронтом отраженной от центра вкладыша ударной волны возможно формирование в нем разрушений, например, образование центральной полости. Однако размеры и материал вкладыша, а также режим взрывного нагружения выбираются таким образом, чтобы с учетом свойств компактируемого порошка диаметр формируемой в центральном вкладыше полости не превышал его начального диаметра. Это достигается обеспечением (созданием) на радиусе установки вкладыша импульса нагрузки не с нарастающим, а с постоянным в течении некоторого времени или даже снижающимся во времени профилем нагрузки. При этом режим взрывного нагружения в части величины введенной во вкладыш энергии не превышает уровня, который приводил бы к разрушению центрального вкладыша и загрязнению компактируемого порошка материалом вкладыша.
Кроме того, после выхода сферически сходящихся ударных волн на границу компактируемого порошка и вкладыша, в результате распада разрыва, так как акустическая жесткость материала вкладыша выше, чем компактируемого порошка, в порошок распространяются сферически расходящиеся ударные волны, которые способствуют дополнительной подпрессовке слоев порошкообразной заготовки, прилегающих к поверхности вкладыша.
В процессе нагружения порошка в сходящихся волнах напряжений частицы испытывают помимо сжимающих и значительные сдвиговые напряжения и деформации, что в свою очередь приводит к расплавлению поверхностного слоя частиц, их спеканию, способствует более плотной укладке частиц. Последующее высокоскоростное охлаждение в волнах напряжений способствует сохранению имеющейся микро-, нано- или даже аморфной структуры порошка материала исходной заготовки. В процессе прохождения волн напряжений по заготовке, начальная плотность которой невелика, происходит значительное рассеивание энергии, расходуемое на чрезмерный нежелательный нагрев вещества заготовки.
Плотности энергии во фронте сходящейся волны в центральных слоях вкладыша величины. После отражения от центра ударная волна увлекает за собой материал, при этом в центре вкладыша может образоваться полость.
Величина полости оценивается по формуле и зависит от начального радиуса и свойств материала вкладыша, а также величины введенной энергии
где
R0 - начальный радиус вкладыша;
A,β - константы, зависящие от свойств материала вкладыша;
E - уровень введенной во вкладыш энергии на момент фокусировки.
Формирование требуемой величины и формы профиля импульса нагрузки, а именно: постоянного или уменьшающегося во времени, обеспечивается при R0 ≥ 0,2Rвв, где Rвв - наружный радиус слоя взрывчатого вещества, что было определено экспериментально. В качестве первого приближения выбирают радиус вкладыша, исходя из этого условия, и проводят два эксперимента с целью определения параметров A и β материала вкладыша. Выбор материала вкладыша зависит от типа компактируемого порошка (его акустической жесткости).
Для определения параметров A и β достаточно провести всего два эксперимента. В экспериментах измеряют объемы полостей Vлопi, сформированных во вкладышах из выбранного материала при двух уровнях взрывной нагрузки Ei. Варьирование уровня взрывной нагрузки осуществляется за счет изменения толщины и/или мощности используемого для нагружения узла слоя взрывчатого вещества. Величины энергий Ei, переданные вкладышам на момент фокусировки сферически сходящейся ударной волной в каждом из экспериментов, определяются рассчетно или по результатам калориметрических измерений. По полученным парам значений (Rполι и Eι), ι = 1,2 в координатах
lg(Rлоп/E1/3) - lg(R0/E1/3)
строят две точки, через которые проводят прямую
y = α+βx,
где
y = lg(Rлоп/E1/3),
x = lg(R0/E1/3).
Наклон β и смещение α прямой будут искомыми параметрами материала вкладыша A ≡ 10α и β.
Ранее экспериментально установлено, что все точки других опытов, реализуемые на данном вкладыше при фиксированных геометрии, материале вкладыша, слое компактируемого порошка и герметизирующей оболочки при различных значениях толщины и/или мощности ВВ, определяющих величину энергии E, передаваемую вкладышу на момент фокусировки сферически сходящейся ударной волны, будут укладываться в тех же координатах на этой же (характерной для выбранного материала вкладыша) прямой.
Поэтому, зная параметры материала вкладыша A ≡ 10α и β и используя эмпирическую зависимость
можно дополнительно оптимизировать выбор размера вкладыша из требуемого материала. При этом размер вкладыша R0 выбирается (оптимизируется) таким образом, чтобы, с одной стороны, реализовать в эксперименте максимальный по толщине слой компактируемого пористого материала, а с другой - надежно обеспечить сохранение целостности вкладыша в процессе нагружения с тем, чтобы предотвратить загрязнение компактируемого порошка парами или расплавом материала вкладыша, которое возможно при разрушении последнего.
Рассчитав уровень вводимой во вкладыш энергии E, подбирают начальный радиус вкладыша таким, чтобы созданная в нем полость, содержащая расплав и пары, не нарушила бы герметичность вкладыша и не привела к загрязнению компактируемого порошка материалом вкладыша.
В процессе отработки способа в РФЯЦ-ВНИИТФ проводили прессование заготовок из труднопрессуемого тугоплавкого порошка вольфрама с вкладышем и без него. В результате компактирования вольфрамового порошка без вкладыша получили компактную заготовку из вольфрама с полостью в центре и многочисленными кольцевыми и радиальными трещинами. Такой материал не может быть использован как конструкционный. При компактировании порошка вольфрама со стальным вкладышем был получен компакт, в котором имелась кольцевая трещина, т.к. акустическая жесткость стали меньше акустической жесткости вольфрама. При компактировании порошка вольфрама с вольфрамовым вкладышем был получен компакт, в котором отсутствовали макротрещины, при этом в процессе компактирования была сохранена первоначальная кристаллическая структура частиц исходного порошка, отмечено появление двойников, указывающее на наличие внутризеренной деформации частиц порошка.
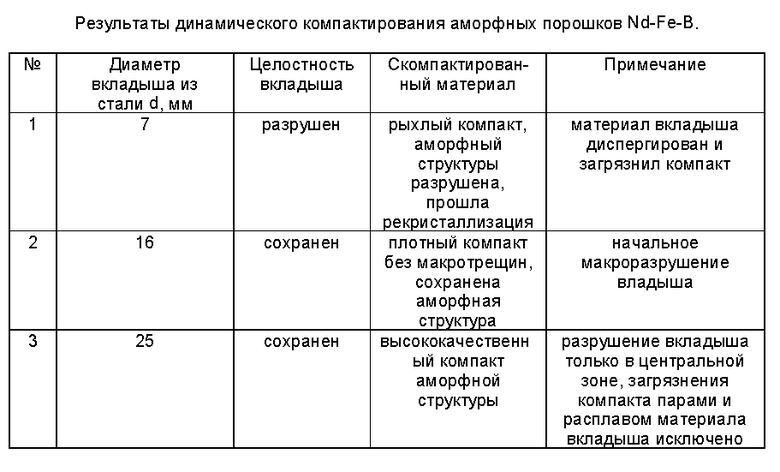
Обработке заявленным способом подвергали также порошок композиции неодим-железо-бор, частицы которой в исходном состоянии имеют аморфную структуру. В таблице приведены результаты испытаний.
Опыты подтверждают, что заявляемый способ позволяет получить качественные компакты труднокомпактируемых порошков с сохранением первоначальной структуры исходного порошка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИНАМИЧЕСКОЙ ОБРАБОТКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2000 |
|
RU2192333C2 |
| СПОСОБ КОМПАКТИРОВАНИЯ ПОРОШКОВОГО МАТЕРИАЛА | 2001 |
|
RU2224621C2 |
| СПОСОБ ОСУЩЕСТВЛЕНИЯ РЕАКЦИИ ТЕРМОЯДЕРНОГО СИНТЕЗА | 1996 |
|
RU2123731C1 |
| ЭЛЕКТРОДЕТОНАТОР | 2001 |
|
RU2208761C2 |
| СПОСОБ ГАЗОВОЙ ДЕТОНАЦИОННОЙ ШТАМПОВКИ | 1994 |
|
RU2078635C1 |
| УСТРОЙСТВО ДЛЯ ДЕЗАКТИВАЦИИ ТВЕРДЫХ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2152094C1 |
| СПОСОБ ДЕЗАКТИВАЦИИ ТВЕРДЫХ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2146841C1 |
| СПОСОБ ГАЗОВОЙ ДЕТОНАЦИОННОЙ ШТАМПОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2099160C1 |
| СПОСОБ ГАЗОВОЙ ДЕТОНАЦИОННОЙ ШТАМПОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1994 |
|
RU2080949C1 |
| КУМУЛЯТИВНЫЙ ЗАРЯД | 2002 |
|
RU2197702C1 |
Способ динамической обработки материалов включает формирование заготовки в виде полой сферы, размещение в полости заготовки сферического вкладыша, помещение заготовки в сферическом корпусе, нагружение ее сферически сходящейся ударной волной, формируемой слоем взрывчатого вещества, циклическое импульсное нагружение заготовки с последовательно снижающимся уровнем давления, обеспечивая разогрев части заготовки во фронте сходящейся волны выше температуры плавления. Предварительное формирование заготовки осуществляют до плотности не менее 0,5 плотности частиц исходного порошка, а в сходящихся волнах напряжений во всем слое обрабатываемой заготовки формируют профили импульса нагрузки с уровнем напряжений, постоянными или уменьшающимися во времени, а вкладыш выполняют из материала, акустическая жесткость которого не менее акустической жесткости компактируемого вещества. Начальный размер вкладыша определяют из соотношения
где Ro начальный радиус сферического вкладыша;
Rпол - радиус полости, сформировавшейся во вкладыше в процессе нагружения ;
Eo - энергия, переданная вкладышу на момент фокусировки сферически сходящейся ударной волны;
A, β - константы материала вкладыша, определяемые экспериментально при варьировании Ro и Eo. Способ позволяет получить качественные компакты труднокомпактируемых порошков с сохранением первоначальной структуры исходного порошка. 1 з. п. ф-лы, 1 табл.
где R0 - начальный радиус сферического вкладыша;
Rпол - радиус полости, сформировавшейся во вкладыше в процессе нагружения;
E0 - энергия, переданная вкладышу на момент фокусировки сферически сходящейся ударной волны;
A, β - константы материала вкладыша, определяемые экспериментально при варьировании R0 и E0.
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ СВЕРХВЫСОКИМ ДАВЛЕНИЕМ | 1992 |
|
RU2063449C1 |
| RU 2002579 C1, 15.11.93 | |||
| СПОСОБ ВЗРЫВНОГО ПРЕССОВАНИЯ ПОРОШКОВ | 1993 |
|
RU2037379C1 |
| СПОСОБ ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗКИ | 0 |
|
SU331285A1 |
| US 5271726 A, 21.12.93 | |||
| DE 1284058 B2, 28.11.68 | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
