Изобретение касается исследования и подбора смазочных материалов при пластической деформации металлов.
Известен способ оценки смазок в очаге деформации, основанный на определении средней величины коэффициента трения.
Предложенный способ позволяет повысить точность измерений непосредственно в очаге деформации при повышенной температуре путем замены в металлической фильере оптически чувствительной вставки на основе эпоксидной смолы ситаллом и определения поляризационно-оптическим способом величины и распределения удельных давлений и сил трения.
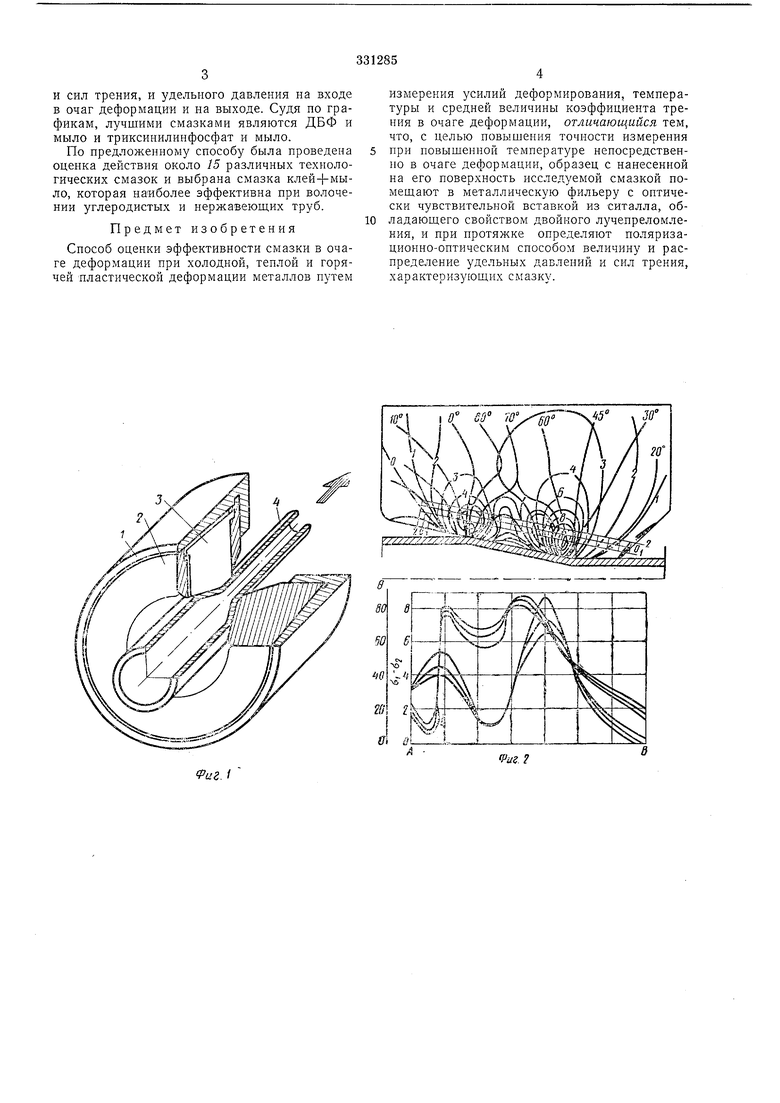
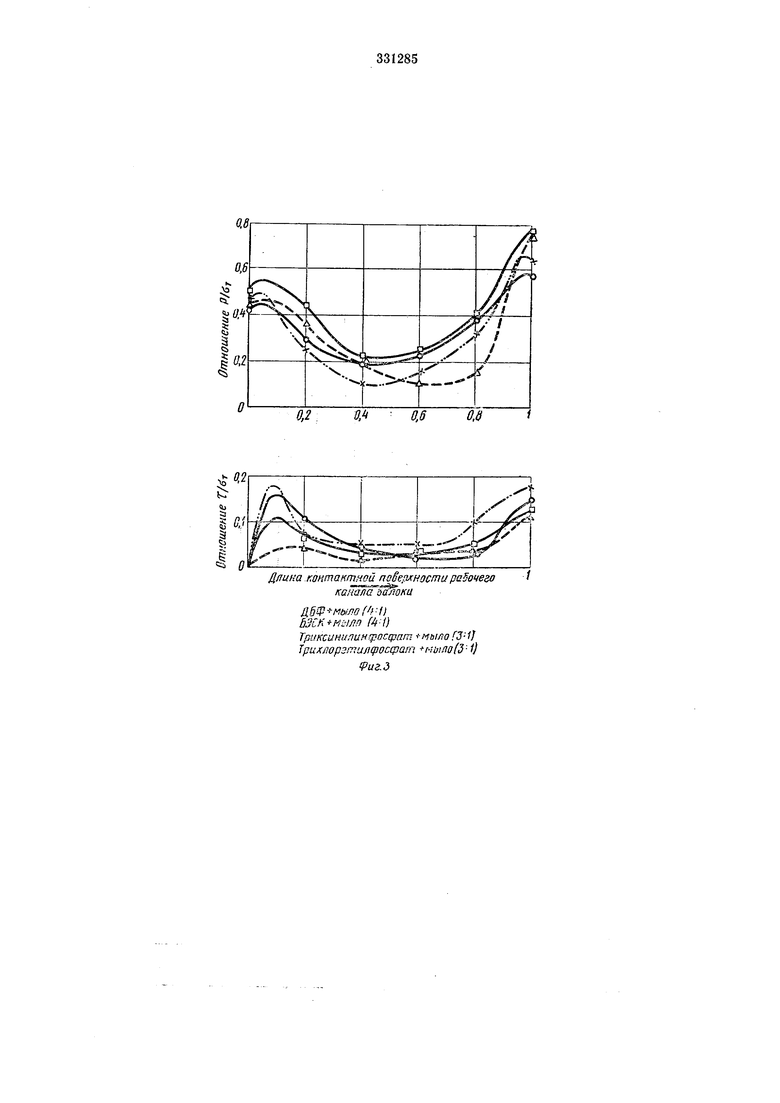
На фиг. 1 показана схема осуществления предложенного способа; на фиг. 2 - совмещенная картина изохром и изоклин и данные для разделения напряжений; на фиг. 3-эпюры распределения удельных давлений и сил трения вдоль рабочего канала волоки для нескольких смазок; на фиг. 4 - критерии оценки эффективности смазки в очаге деформации.
На фиг. 1 приняты следующие обозначения: 1 - обойма с окнами, 2 - волока твердосплавная, 3 - вставка из оптически чувствительного ситалла, 4 - образец с нанесенной на поверхность исследуемой смазкой.
рая находится в поле поляризационно-оптической установки, помещают образец 4. Протягивая образец по картине изохром и изоклин, возникающих в оптически чувствительной вставке, определяют величину и распределение удельных давлений и сил трения в очаге деформации, по которым характеризуют смазку.
На фиг. 2 - графики Oi-02 - разность главных напряжений по вставке 3, д - параметр изоклины по длине очага деформации. По разности касательных напряжений определяют нормальные и касательное напряженпя на контактной поверхности.
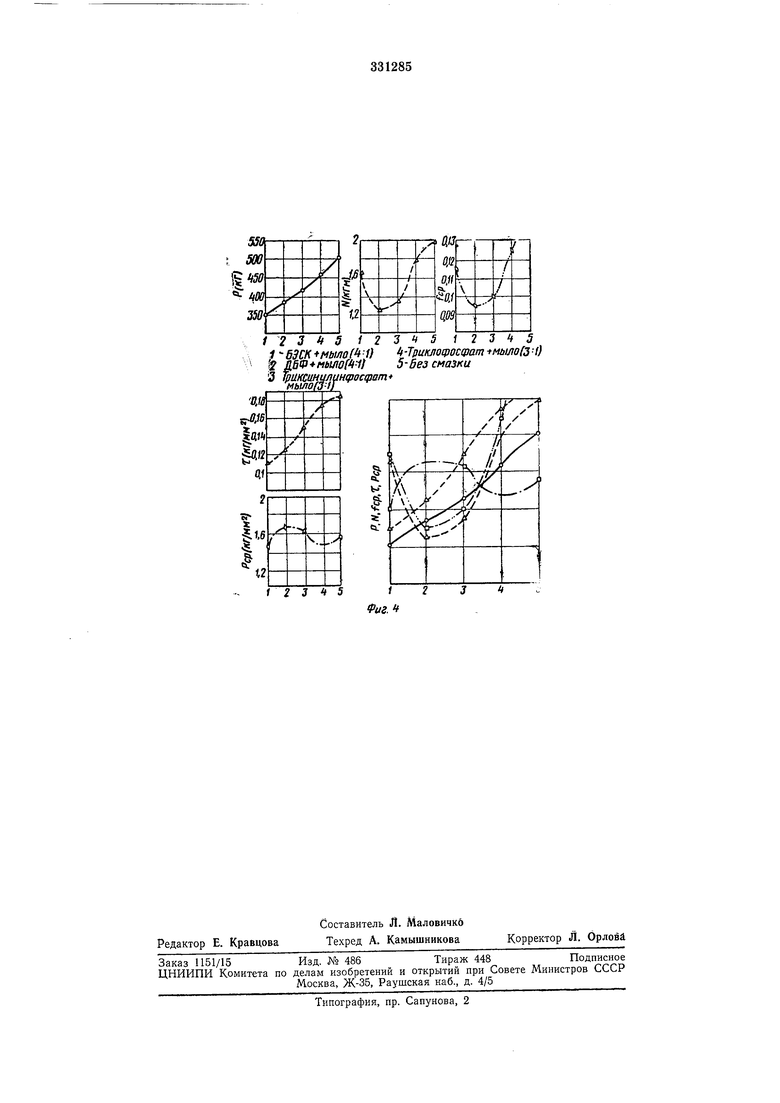
Для осуществления предложенного способа был выбран ряд смазок, нрименяющихся в настоящее время в промышленности для холодной и теплой прокатки и волочения труб, БЭСК и мыло (4:1), ДБФ и мыло (3:1), триксш-шлинфосфат и мыло (3:1), трихлорэтилфосфат и мыло (3:1), клей и мыло и др., а также для сравнения протягивали алюминиевые и стальные трубы без смазки.
Па фиг. 4 показан ряд критериев, по которым оценивали качество технологических смазок: Р - усиление волочения, Рср - удельное давление, т - сила трения, V - мощность, затраченная на преодоление сил трения, /ср- средний коэффициент трения. При необходимости качество смазок оценивали по величине
и сил трения, и удельиого давления иа входе Б очаг деформации и на выходе. Судя по графикам, лучшими смазками являются ДБФ и мыло и триксинилинфосфат и мыло.
По предложенному способу была проведена оценка действия около 15 различных технологических смазок и выбрана смазка клей+мыло, которая наиболее эффективна при волочении углеродистых, и нержавеющих труб.
Предмет изобретения
Способ оценки эффективности смазки в очаге деформации при холодной, теплой и горячей пластической деформации металлов путем
измерения усилий деформирования, температуры и средней величины коэффициента трения в очаге деформации, отличающийся тем, что, с целью повышения точности измерения
при повышенной температуре непосредственно в очаге деформации, образец с нанесенной на его поверхность исследуемой смазкой помещают в металлическую фильеру с оптически чувствительной вставкой из ситалла, обладающего свойством двойного лучепреломления, и при протяжке определяют иоляризационно-оптическим способом величину и распределение удельных давлений и сил трения, характеризующих смазку.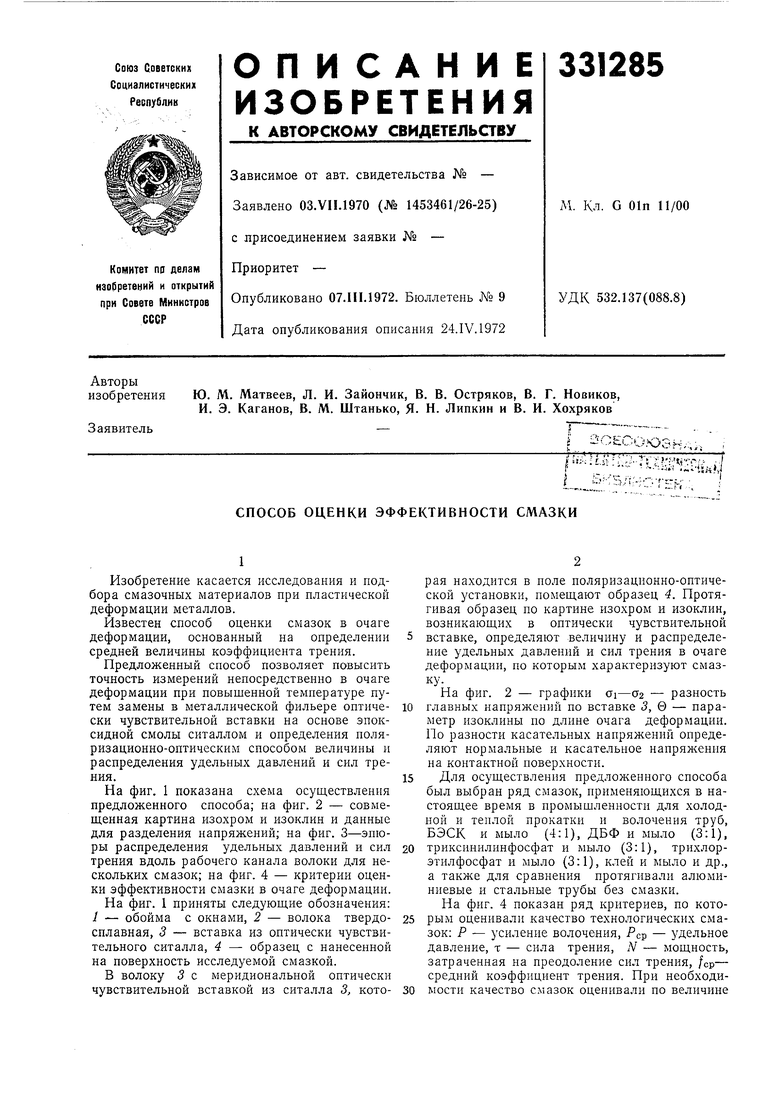
Длина контактной noeeflfHocfnu рабочего кайалаь оки
(г-П dS-CKi-MtMn ) Триксин1/ли.(рагп 3-1J Трихлорзтилуоссрат нщло(3-1}
1риг.д
:3 Триксинилиндгосфат мылогЗ-lT
1 2 3 f 5
