Изобретение относится к текстильной промышленности, а именно к безверетенному прядению, и касается способа получения армированной нити с сердечником, содержащим металлическую проволоку.
Известен способ получения армированной нити, в котором сердечник в виде металлической проволоки сматывают с питающей катушки, подают в зону между вращающимися перфорированными барабанчиками, обкручивают сердечник волокнами и готовую нить наматывают на бобину. Волокна при этом равномерно покрывают сердечник, образуя оболочку армированной нити (MITTEX, 1996, N 4, с. 20-23).
Недостатком известного способа является рыхлая структура оболочки получаемой армированной нити и ее малая износостойкость вследствие слабого натяжения волокон при обкручивании сердечника.
Известен способ получения армированной нити с металлосодержащим сердечником, выбранный в качестве наиболее близкого аналога, согласно которому сердечник сматывают с питающей катушки, подают к перфорированной поверхности крутильного органа, в крутильном органе к сердечнику прикручивают уплотненную волокнистую мычку и наматывают готовую нить на бобину (SU 366232, A 13.03.73).
Недостатком известного способа является невысокое качество волокнистого покрытия получаемой нити. Металлический сердечник обладает высокой жесткостью и малой растяжимостью. Поэтому неизбежные колебания натяжения нити и сердечника в процессе ее прядения в зонах наматывания нити на бобину и сматывания проволоки с катушки, а также баллонирование нити и сердечника приводят к импульсным изменениям скорости сердечника в зоне прикручивания волокон в крутильном органе. В результате нарушается непрерывность волокнистого покрытия сердечника и сердечник периодически выходит на поверхность армированной нити, нить формируется более пушистая, рыхлая и менее износостойкая. Баллонирование сердечника в транспортном канале для подачи разъединенных волокон приводит к потере распрямляемости волокон, их торможению и ухудшению ровноты армированной нити. Колебания натяжения нити и сердечника в процессе прядения приводят к частым обрывам тонкой металлической проволоки. Кроме того, инерционность катушки с проволокой затрудняет процесс присучки, вызывая обрывы проволоки при резком разгоне сердечника в начальный период осуществления процесса прядения.
При выработке традиционной армированной нити без металлического компонента в сердечнике указанные выше колебания натяжения нити и сердечника демпфируются благодаря упругим свойствам сердечника.
Задачей изобретения является создание способа получения армированной нити с металлосодержащим сердечником, обеспечивающего достижение технического результата, заключающегося в улучшении потребительских свойств армированной нити с металлосодержащим сердечником путем формирования износостойкой волокнистой оболочки нити с плотной обвивкой сердечника волокнами и сплошным его застилом без выхода сердечника на поверхность нити, а также в повышении стабильности процесса прядения и операции присучки.
Этот технический результат в способе получения армированной нити с металлосодержащим сердечником, согласно которому сердечник сматывают с питающей катушки, подают к перфорированной поверхности крутильного органа, в крутильном органе к сердечнику прикручивают уплотненную волокнистую мычку и наматывают готовую нить на бобину, достигается тем, что сердечник натягивают и подают под острым углом к перфорированной поверхности крутильного органа, перед натяжным устройством сердечник проводят через систему направителей с огибанием по меньшей мере одного подпружиненного направителя, а на выходе из крутильного органа армированную нить отклоняют направителем относительно оси крутильного органа таким образом, что длина верхнего участка нити от крутильного органа до направителя имеет меньшую величину, чем длина нижнего ее участка от направителя до зажима выпускной пары. К сердечнику добавляют по крайней мере одну малорастяжимую высокопрочную химическую нить.
Проводка сердечника перед натяжным устройством через систему направителей с огибанием по меньшей мере одного подпружиненного направителя позволяет демпфировать колебания натяжения сердечника и сократить импульсные изменения скорости сердечника в зоне прикручивания волокон, что обеспечивает формирование качественного волокнистого покрытия нити, уменьшение обрывности проволоки в процессе прядения и при выполнении операции присучки. Подача сердечника под острым углом к перфорированной поверхности крутильного органа и отклонение армированной нити направителем при ее выходе из крутильного органа вышеуказанным способом снижают баллонирование и вибрацию нити и сердечника в зоне прикручивания волокон к сердечнику. Вследствие жесткости нити ее баллонирование при этом происходит на участке между отклоняющим направителем и зажимом выпускной пары. В результате устранения баллонирования нити вблизи точки прикручивания волокнистой мычки улучшается ровнота покрытия, повышается его износостойкость и плотность. Добавление к сердечнику по крайней мере одной высокопрочной малорастяжимой химической нити уменьшает обрывность проволоки в процессе прядения и при присучке.
На чертеже изображено устройство для получения армированной нити для осуществления заявленного способа.
Устройство содержит питающий узел 1 и дискретизирующий барабанчик 2, связанный каналом 3 с крутильным органом (ротором) 4. В корпусе крутильного органа 4 выполнен осевой канал 5. В верхней части ротора 4 установлена горизонтальная перфорированная поверхность 6 для сгущения волокон. На корпусе 7 прядильного устройства смонтировано натяжное пружинное устройство 8 с тарелочками 9 и направляющими роликами 10 и 11. Над корпусом 7 на шпулярнике (не показан) установлены питающие паковки 12 с химическими нитями 13 сердечника и катушки 14 с металлической проволокой 15. Между шпулярником с питающими паковками 12 и натяжным устройством 8 установлены подпружиненные направители 16 и 17, а между крутильным органом 4 и выпускной парой 18 смонтирован отклоняющий ролик-направитель 19. Направители 16 и 17 выполнены в виде канавчатых роликов.
Способ получения армированной нити 20 с использованием данного устройства осуществляют следующим образом.
Питающая волокнистая лента 21 с помощью барабанчика 2 подвергается процессу дискретизации до отдельных волокон и их комплексов. Волокна по каналу 3 подают к вращающемуся ротору 4, где сгущаются на перфорированной поверхности 6 и формируют мычку.
Сердечниковую химическую нить 13 и металлическую проволоку 15 сматывают с питающей паковки 12 и катушки 14, соединяют указанные сердечниковые компоненты у подпружиненного направителя 16, проводят сердечник через подпружиненный направитель 17, натяжное устройство 8, направляющий ролик 22 и под острым углом подают к крутильному органу 4, где сердечник обкручивают волокнистой мычкой, формируя армированную нить 20.
Натяжное устройство 8 предназначено для создания оптимального натяжения сердечника при его обкручивании волокнистой мычкой. Величину натяжения устанавливают в пределах 0,4 - 3,5 н.
Плоская пружина 23, поджатая к корпусу катушки 14, тарельчатый нитенатяжитель 24 и подпружиненные направители 16 и 17 создают предварительное натяжение компонентов сердечника. Величина предварительного натяжения меньше величины натяжения сердечника, создаваемого устройством 8, что позволяет выполнять направители 16 и 17 малоинерционным. При прохождении через подпружиненные направители сердечник меняет свое направление, огибая указанные направляющие ролики. В результате при изменении натяжения в компонентах сердечника направители 16 и 17 отклоняются от своего начального положения и происходит демпфирование изменений натяжения. Проведение сердечника через подпружиненные направители 16 и 17 позволяет выравнить натяжение в различных стренгах сердечника, предотвратить распространение резких колебаний натяжения от узла намотки нити 20 и крутильного органа 4 вверх к катушке 14 с проволокой и поддерживать постоянство величины скорости сматывания проволоки 15 в процессе прядения, а также исключить влияние случайных колебаний натяжения проволоки 15 при ее сматывании на скорость прохождения сердечника в зоне прикручивания волокнистой мычки и тем самым обеспечить высокое качество формируемого волокнистого покрытия армированной нити 20. Использование подпружиненных направителей 16 и 17 также обеспечивает плавный разгон катушки 14 с проволокой при присучке и уменьшает обрывность проволоки 15 в процессе прядения.
На выходе из крутильного органа 4 армированную нить 20 отклоняют направителем 19 с огибанием нитью 20 внутренней поверхности выходного отверстия осевого канала 5 ротора 4. Нить 20 отклоняют таким образом, что длина верхнего участка нити 20 от выходного отверстия канала 5 до направителя 19 имеет меньшую величину, чем длина ее нижнего участка от указанного направителя дозажима выпускной пары 18. На выходе из выпускной пары 18 армированная нить 20 наматывается на бобину (не показана).
При отклонении нити 20 направителем 19 вследствие жесткости сердечника существенно снижается баллонирование нити 20 внутри канала 5. Тем самым устраняются вибрация и колебания величины скорости нити 20 в зоне прикручивания волокон к сердечнику. Ровнота и прочность закрепления волокон на сердечнике улучшаются. Баллонирование нити 20 при этом происходит на нижнем ее участке между направителем 19 и зажимом выпускной пары 18. Баллон нити на нижнем участке оказывает благоприятное воздействие на процесс прядения, демпфируя колебания натяжения нити в зоне ее намотки на бобину. Величина бокового смещения направителя 19 относительно оси ротора 4 и расстояние между указанными рабочими органами определяется толщиной, жесткостью нити 20 и скоростными режимами прядения. Критерием правильности установки направителя 19 является отсутствие явления баллонирования нити 20 на участке между ротором 4 и направителем 19 и высокое качество волокнистого покрытия нити 20.
Процесс может осуществляться как с сердечником в виде одной металлической проволоки, так и с добавлением к проволоке по меньшей мере одной химической нити или проволоки. В качестве химической нити может быть использована малорастворимая высокоскоростная армированная полиамидная нить с разрывным удлинением, не превышающим 3-4%. Малая величина разрывного удлинения химического компонента сердечника позволяет снизить обрывность проволоки в процессе прядения и повысить стабильность присучки.
Заявляемый способ получения армированной нити осуществляют на модернизированной прядильно-армирующей роторной машине с использованием известных технологических режимов.
Пример.
По заявленному способу выработана армированная нить линейной плотности 181,9 текс с хлопковыми волокнами в оболочке и сердечником, содержащим ароматическую полиамидную нить линейной плотности 58,98 текс и металлическую проволоку диаметром 0,08 мм. Величина бокового смещения направителя 19 относительно оси ротора 4 устанавливается в пределах 10 - 30 мм, а расстояние между ротором 4 и указанным направителем 20-30 мм при величине расстояния между ротором и зажимом выпускной пары, равным 90 мм. Полученная армированная нить имеет следующие показатели:
Линейная плотность АН, текс - 181,9
Относительная разрывная нагрузка сН/текс - 60,3
Разрывное удлинение, % - 3,0
Износостойкость волокнистого покрытия, циклов (по показаниям прибора ТКИ-5-27-1) - 210н
| название | год | авторы | номер документа |
|---|---|---|---|
| АРМИРОВАННАЯ НИТЬ ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2122610C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОКОМПОНЕНТНОЙ ПРЯЖИ | 1997 |
|
RU2124081C1 |
| ФИЛЬТРОВАЛЬНАЯ ТКАНЬ | 1997 |
|
RU2127780C1 |
Для улучшения потребительских свойств армированной нити с металлосодержащим сердечником путем формирования износостойкой волокнистой оболочки нити с плотной обвивкой сердечника волокнами и сплошным его застилом и повышения стабильности процесса прядения и операции присучки согласно способу сердечник сматывают с питающей катушки, натягивают и подают к крутильному органу. В крутильном органе к сердечнику прикручивают уплотненную волокнистую мычку и наматывают готовую нить на бобину. Сердечник подают под острым углом к перфорированной поверхности крутильного органа, перед натяжным устройством сердечник проводят через систему направителей с огибанием по меньшей мере одного подпружиненного направителя, а на выходе из крутильного органа армированную нить отклоняют направителем относительно оси крутильного органа таким образом, что длина верхнего участка нити от крутильного органа до направителя имеет меньшую величину, чем длина нижнего ее участка от направителя до зажима выпускной пары. 1 з.п. ф-лы, 1 ил.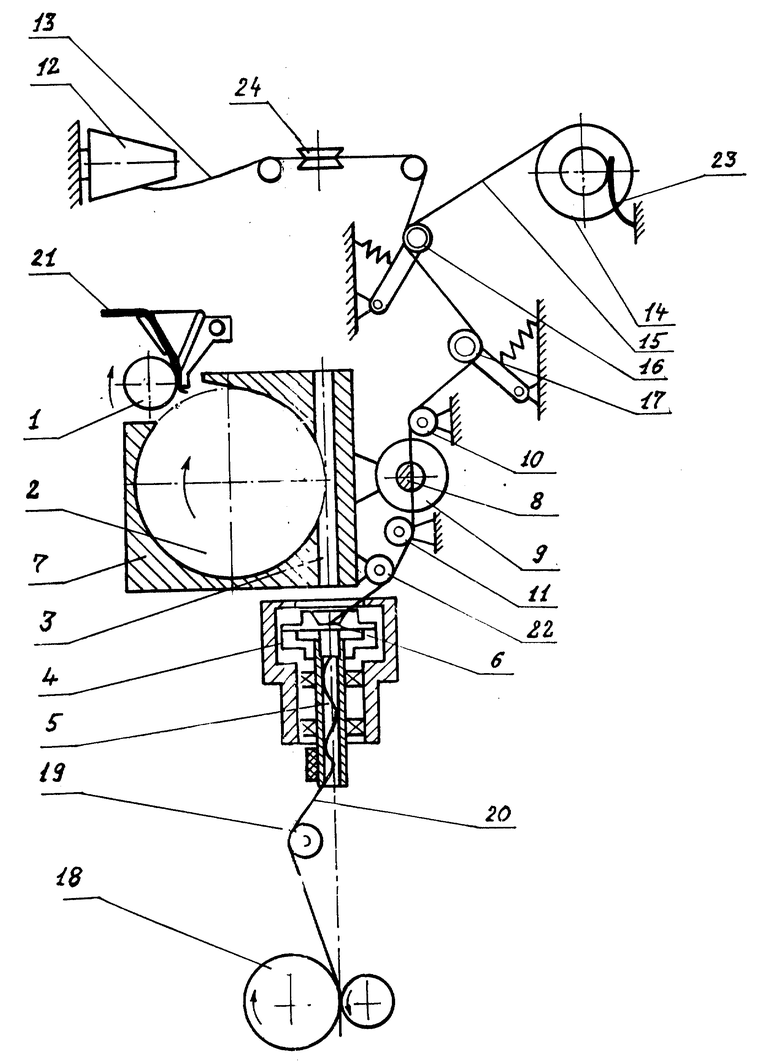
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАНПОй ПРЯЖИ | 0 |
|
SU366232A1 |
| ВЕРЕТЕНО ДЛЯ ПРЯДИЛЬНО-АРМИРУЮЩЕЙ МАШИНЫ | 0 |
|
SU209254A1 |
| SU 1238429 A, 07.05.87 | |||
| US 4802330 A, 07.02.89 | |||
| НЕПРЕРЫВНЫЙ САМОСПЕКАЮЩИЙСЯ ЭЛЕКТРОД | 0 |
|
SU351341A1 |
