Изобретение относится к текстильной промышленности, а именно, к безверетенному прядению и касается способа получения многокомпонентной пряжи для технических тканей и трикотажа.
Известен способ получения пряжи, состоящей из сердечниковой нити, обвитой волокнистым слоем, на прядильно-армирующих роторных машинах путем подачи разъединенных волокон к вращающемуся крутильному органу (ротору), сгущения волокон на сборной перфорированной поверхности крутильного органа, уплотнения волокон в мычку и прикручивания мычки к сердечниковой нити (SU 1007497 A1, 15.09.90).
Степень уплотнения волокнистой мычки определяется, главным образом, конструкцией крутильного зажима ротора, представляющего собой подпружиненный шарик. Уплотнительный зажим может быть выполнен в виде пластины (SU 733325, A1, 15.04.90).
Зажим в виде пластины обеспечивает получение сравнительно рыхлой и мягкой пряжи. Зажим, выполненный в виде подпружиненного шарика, позволяет вырабатывать более плотную и износостойкую пряжу.
К недостаткам известного способа получения пряжи относятся сравнительно слабое закрепление волокон обвивочного слоя на гладкой поверхности сердечника и повышенную неравновесность пряжи. Для устранения указанных недостатков армированную пряжу дополнительно скручивают в несколько сложений, что усложняет процесс переработки пряжи.
Известен способ получения многокомпонентной пряжи, согласно которому разъединенные волокна подают в зону формирования пряжи, где сердечник последовательно покрывают двумя и более волокнистыми слоями путем прикручивания волокон с помощью крутильного органа (GB 1569110 A, 11.06.80).
Недостаток известного способа заключается в слабой степени закрепления верхнего волокнистого слоя на сердечнике. В данном способе используют крутильные органы ложной крутки с разделением зон соединения волокон с сердечником и зон сообщения пряже крутящего момента. В результате лишь часть волокон или их выступающие кончики получают действительную крутку и обвивают сердечниковый компонент. Получаемая пряжа характеризуется рыхлостью и слабым закреплением верхнего обвивочного слоя. Кроме того, количество волокнистых слоев пряжи определяется количеством зон формирования и кручения пряжи, что снижает ассортиментные возможности известного способа.
Задачей изобретения является усовершенствование способа получения многокомпонентной пряжи для получения технического результата, состоящего в повышении степени закрепления волокон обвивочных слоев, улучшении потребительских свойств вырабатываемой пряжи, расширении ее ассортимента и исключении технологического перехода кручения многокомпонентной пряжи.
Этот технический результат в способе получения многокомпонентной пряжи, согласно которому разъединенные волокна подают в зону формирования пряжи, где сердечник последовательно покрывают двумя и более волокнистыми слоями путем прикручивания волокон с помощью крутильного органа, достигается тем, что волокна перед прикручиванием уплотняют в мычку на поверхности крутильного органа, а после каждого выполнения операции формирования волокнистого слоя промежуточный продукт наматывают на бобину и подвергают перемотке.
Перед формированием по крайней мере одного волокнистого слоя к промежуточному продукту добавляют одну и более непрерывные нити.
По крайней мере два волокнистых слоя уплотняют с различной степенью интенсивности.
Уплотнение волокнистой мычки на поверхности вращающегося крутильного органа обеспечивает сообщение всем волокнам действительной крутки.
Намотка промежуточного продукта на бобину и ее последующая перемотка позволяют получить пряжу с любым необходимым числом волокнистых слоев, что расширяет ассортимент вырабатываемой многокомпонентной пряжи.
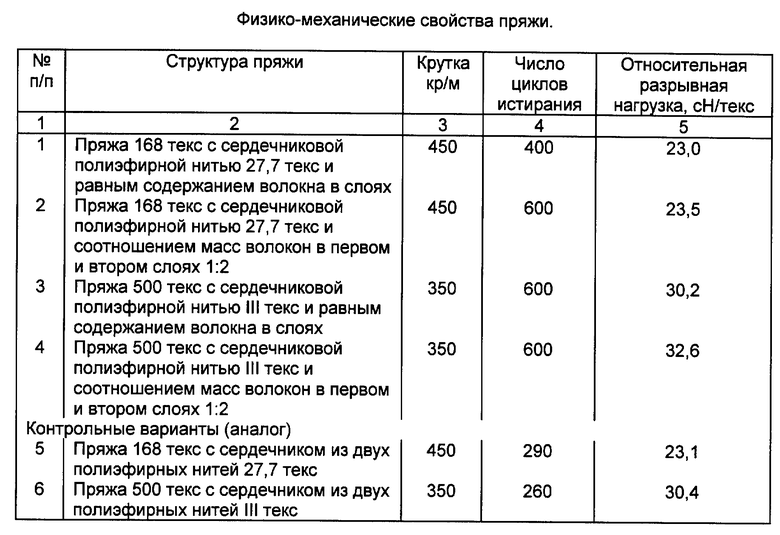
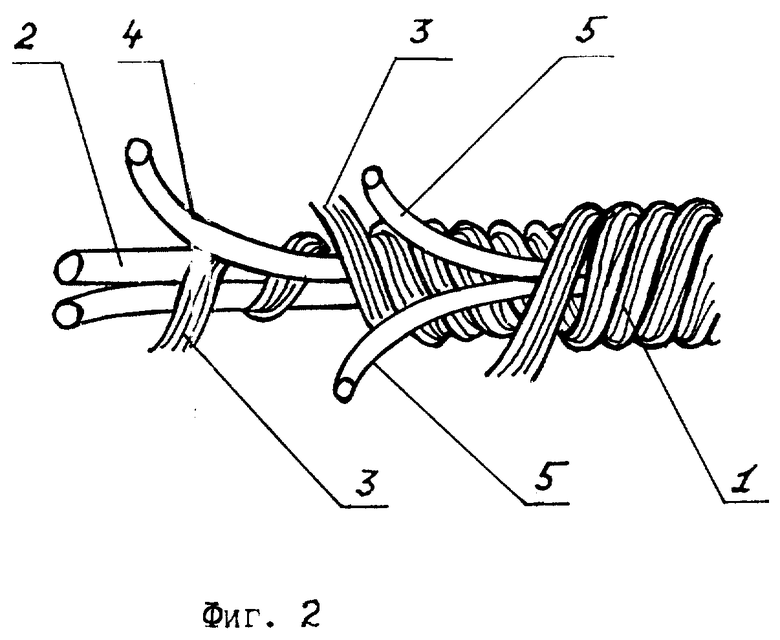
На фиг. 1 изображена многокомпонентная пряжа с двумя обвивочными волокнистыми слоями, на фиг. 2 - вариант выполнения многокомпонентной пряжи с тремя волокнистыми слоями.
Способ получения многокомпонентной пряжи осуществляют следующим образом.
Формирование пряжи ведут на прядильно-армирующей роторной машине. Перед началом выработки на шпулярнике машины устанавливают паковки с нитями сердечника. В процессе получения пряжи на каждом рабочем выпуске машины разъединенные волокна по питающему каналу подают в зону формирования пряжи, где волокна сгущают и уплотняют в мычку на перфорированной поверхности вращающегося крутильного органа (ротора). Нити сердечника подают в зону формирования пряжи под острым углом к перфорированной поверхности ротора. При прохождении сердечника через канал ротора к сердечнику прикручивают волокнистую уплотненную мычку. Сформированный промежуточный продукт с одним обвивочным слоем наматывают на бобину и подвергают перемотке с целью уменьшения ее размеров. Бобину с перемотанным промежуточным продуктом устанавливают на шпулярник прядильно-армирующей машины и используют в качестве сердечника при проведении операции формирования следующего волокнистого слоя. Полученную пряжу с двумя обвивочными слоями наматывают на бобину и перематывают.
Для получения пряжи с несколькими волокнистыми слоями операцию нанесения дополнительных обвивочных слоев выполняют необходимое число раз.
Полученная описанным способом многокомпонентная армированная пряжа 1 содержит гибкий сердечник 2, выполненный из одной или нескольких параллельно расположенных непрерывных нитей. Сердечник 2 может состоять из химических нитей или пряжи линейной плотности от 5 текс до 500 текс. Сердечник 2 покрыт двумя или более волокнистыми слоями 3, сформированными в виде уплотненных мычек линейной плотности от 20 текс до 800 текс, обвитых вокруг сердечника 2. Смежные обвивочные слои 3 могут быть выполнены различной линейной плотности и степени уплотнения. Мычки в слоях 3 могут содержать волокна, различные по своим свойствам, длине и природе. Крутка в слоях 3 может быть установлена переменной величины и направления. С точки зрения достижения минимальной равновесности пряжи предпочтительно противоположное направление крутки в различных слоях 3. Величину заправочной крутки выбирают в пределах от 200 кр/м до 1000 кр/м. Смежные волокнистые слои могут быть разделены одной или несколькими непрерывными нитями 4 и 5 линейной плотности от 5 текс до 500 текс.
Волокна в обвивочных слоях находятся в распрямленном натянутом состоянии, плотно обвивая сердечник 2. В результате армированная пряжа 1 обладает повышенной плотностью и износостойкостью волокнистого покрытия.
Из армированной пряжи 1 без дополнительного технологического перехода кручения изготавливают ткани (фильтровальные, технические, для защитной одежды) и трикотажные изделия. Пряжа также может быть использована непосредственно в качестве прошивочной или прокладочной нити.
Согласно способу для упрочнения пряжи, повышения ее износостойкости и предотвращения раскручивания промежуточного продукта перед нанесением по крайней мере одного волокнистого слоя к промежуточному продукту добавляют одну и более непрерывные нити. При формировании смежных слоев могут быть использованы волокна с различными свойствами, длиной и природы, а заправочная крутка может менять свое значение и направление. Количество волокнистых слоев не зависит от конструкции машины и выбирается в зависимости от требований к свойствам и качеству пряжи. Разную степень уплотнения мычки в смежных слоях пряжи создают с помощью использования различных известных крутильных зажимов (пластины, подпружиненного шарика и др.) при формировании слоев. Перемотку промежуточного продукта осуществляют на известном мотальном оборудовании. Технологические режимы выработки многокомпонентной пряжи выбирают в зависимости от линейной плотности пряжи и свойств волокон покрытия.
Отличительной особенностью заявленного способа является уплотнение волокнистых мычек перед скручиванием и сообщение мычкам действительной крутки. Волокна внешних слоев частично перемешиваются с волокнами внутренних слоев, располагаясь в углублениях между витками мычек предыдущих слоев, что приводит к существенному росту сил сцепления между смежными слоями. В результате формируется пряжа с плотной обвивкой сердечника волокнами и повышенной износостойкостью волокнистого покрытия пряжи.
Данным способом были выработаны образцы пряжи с двумя обвивочными слоями из лавсановых волокон с разделением слоев полиэфирными нитями. Крутка в слоях была установлена одинаковой величины и противоположного направления. Результаты испытаний приведены в таблице.
Согласно приведенным в таблице данным показатели прочности закрепления волокон на сердечнике пряжи в 1,3 - 2,3 раза выше, чем в контрольных вариантах.
Описанный способ позволяет повысить потребительские свойства пряжи и изделий из нее и исключить процесс кручения многокомпонентной пряжи при ее переработке в трикотажном и ткацком производствах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОЙ НИТИ С МЕТАЛЛОСОДЕРЖАЩИМ СЕРДЕЧНИКОМ | 1997 |
|
RU2124596C1 |
| АРМИРОВАННАЯ НИТЬ ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2122610C1 |
| ФИЛЬТРОВАЛЬНАЯ ТКАНЬ | 1997 |
|
RU2127780C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМБИНИРОВАННОЙ НИТИ НА МАШИНЕ С ПОЛЫМ ВЕРЕТЕНОМ | 1997 |
|
RU2111296C1 |
| СПОСОБ ФОРМИРОВАНИЯ РОВНИЦЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2208070C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМБИНИРОВАННОЙ НИТИ НА КРУТИЛЬНОЙ МАШИНЕ С ПОЛЫМ ВЕРЕТЕНОМ | 1998 |
|
RU2135652C1 |
| Приспособление для ликвидации обрыва одной из мычек устройства для однопроцессного получения крученой пряжи | 1984 |
|
SU1142538A1 |
| СПОСОБ ФОРМИРОВАНИЯ ОДИНОЧНОЙ И АРМИРОВАННОЙ ПРЯЖИ В БЕСКОЛЬЦЕВОМ ПРЯДЕНИИ | 1998 |
|
RU2130092C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯЖИ ИЗ СМЕШАННЫХ ВОЛОКОН (ВАРИАНТЫ) | 1994 |
|
RU2089682C1 |
| ПОЛУФАБРИКАТ ДЛЯ ПРЯДИЛЬНОГО ПРОИЗВОДСТВА, СПОСОБ ЕГО ПОЛУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2057824C1 |
Способ получения многокомпонентной пряжи может быть использован в безверетенном прядении. Для улучшения потребительских свойств пряжи, повышения ее износостойкости, расширения ассортимента и исключения операции кручения пряжи согласно способу волокна подают в зону формирования пряжи, где сердечник последовательно покрывают двумя и более волокнистыми слоями путем прикручивания волокон с помощью крутильного органа. Волокна перед прикручиванием уплотняют в мычку на поверхности крутильного органа, а после каждого выполнения операции формирования волокнистого слоя промежуточный продукт наматывают на бобину и подвергают перемотке. 2 з.п.ф-лы, 1 табл., 2 ил.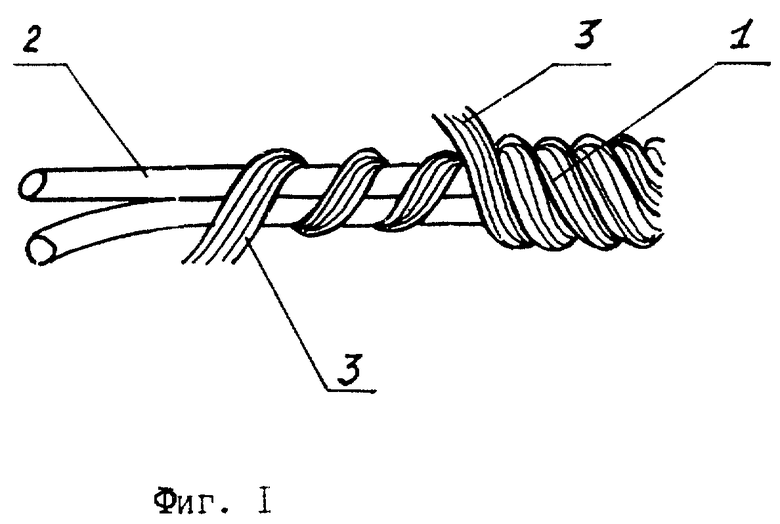
| Устройство для обрезки кромок полос | 1987 |
|
SU1569110A1 |
| SU 1542975 A1, 15.02.90 | |||
| Способ получения пряжи с сердечником | 1973 |
|
SU454295A1 |
| US 4958485 A, 25.09.90 | |||
| ДЫМОВАЯ ТРУБА | 1993 |
|
RU2076273C1 |
| US 5531063 A, 02.07.96 | |||
| Способ получения армированной нити и устройство для его осуществления | 1979 |
|
SU1007497A1 |
