Изобретение относится к деревообрабатывающей промышленности, в частности к фанерному производству.
Известно устройство для изготовления плетней, включающее продольный и поперечный конвейеры, привод, механизм ввода поперечных элементов между продольными в виде вертикальных толкателей, смонтированных поочередно сверху и снизу относительно рабочей поверхности, и каретки с горизонтальным пазом для прохода поперечных элементов, по длине которого со стороны толкателей расположены верхние и нижние зажимы продольных элементов в виде цельной балки (авторское свидетельство СССР N 906698, B 27 M 3/02, Б.И. N 7).
Однако с помощью известного устройства возможно изготовление плетня только прямоугольной формы, определенного конкретного формата и из элементов одинаковой длины. Кроме того, процесс характеризуется низкой производительностью за счет цикличности ввода поперечных элементов.
Ближайшим аналогом изобретения является устройство для изготовления плетней, включающее две пары продольных и поперечных конвейеров, средство зажима продольных элементов в виде ряда фиксаторов и механизм ввода поперечных элементов в виде Г-образных захватов, смонтированных попарно снизу и сверху симметрично относительно рабочей поверхности конвейеров (авторское свидетельство СССР N 1684058, B 27 M 3/02, 15.10.91, Бюл. 38).
Однако с помощью известного устройства, выбранного в качестве ближайшего аналога, возможно изготовить плетень ромбической формы также ограниченного определенного формата с использованием элементов разной длины, кроме того, низкая производительность самого процесса изготовления плетня.
Технической задачей, на решение которой направлено изобретение, является увеличение производительности изготовления плетней за счет обеспечения непрерывности процесса плетения.
Техническая задача решается тем, что в устройстве для изготовления плетней, содержащем конвейер для продольных элементов, механизм ввода поперечных элементов между продольными, привод, согласно изобретению механизм ввода поперечных элементов выполнен в виде вертикальных шатунов с проушинами на верхних концах, смонтированных снизу относительно рабочей поверхности конвейера, и магазина для поперечных элементов с питателем, размещенных на уровне рабочей поверхности сбоку конвейера, причем шатуны снабжены горизонтальными Г-образными направляющими поперечных элементов.
В известном уровне техники не обнаружено указанной совокупности признаков. Хотя и известно использование в аналоге механизма ввода поперечных элементов в виде толкателей, которые смонтированы поочередно сверху и снизу относительно рабочей поверхности, однако их использование в заявляемом изобретении не обеспечит непрерывности процесса изготовления плетней, т.к. они установлены попарно, их поочередное включение не обеспечит непрерывности процесса, не гарантируется ограничение движения лент в плоскости в поперечном направлении при их разведении и, как результат, соскальзывание лент с толкателя и сбой в работе механизма ввода поперечных элементов, что в аналоге устраняется кареткой с горизонтальным пазом для прохода поперечных элементов, по длине которого со стороны толкателей расположены верхние и нижние зажимы. Использование же каретки в заявляемом изобретении невозможно.
В заявляемом изобретении процесс непрерывный, разводят не концы продольных элементов, а непрерывные ленты, склеенные предварительно из продольных элементов неограниченной длины, поперечные элементы вводятся не вдоль продольных элементов, а поперек непрерывных лент, разведенных поочередно вверх и вниз с помощью шатунов с проушинами, через которые насквозь проходят ленты, смонтированными на коленвале.
Заявляемое к патентованию устройство позволяет повысить производительность за счет изготовления плетня в виде непрерывного ковра с использованием продольных элементов неограниченной длины из отходов шпона, предварительно склеенных в ленты, используя же устройство, выбранное в качестве ближайшего аналога, возможно изготовить плетень лишь ограниченного формата из продольных элементов конкретной длины при больших затратах времени на плетение и подготовительные операции.
Преимуществом заявляемого к патентованию устройства является более полное использование древесного сырья в виде отходов, например, шпона в фанерном производстве.
Сущность изобретения поясняется чертежами, где:
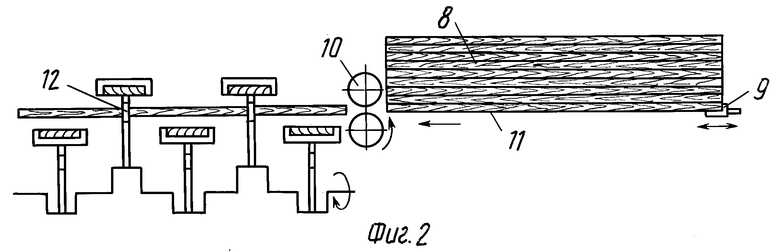
на фиг. 1 представлена схема устройства, вид сверху;
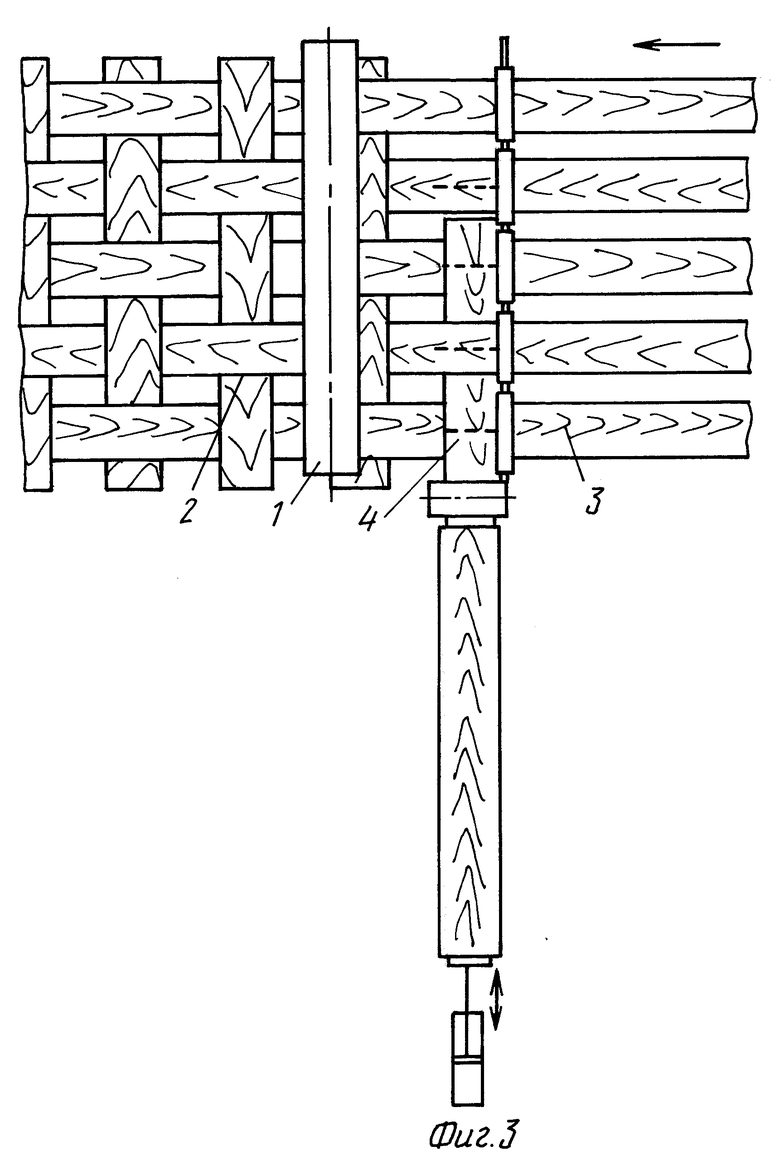
на фиг. 2 - схема разведения продольных лент и ввода поперечных элементов между лентами;
на фиг. 3 - механизм ввода поперечных элементов.
Устройство содержит конвейер в виде пары роликов 1 для перемещения плетня в виде непрерывного ковра 2 из продольных элементов в виде непрерывных лент 3 и поперечных элементов 4, например полос шпона.
Устройство снабжено механизмом ввода поперечных элементов, в состав которого входят: вертикальные шатуны 5 с проушинами 6 в верхних концах шатунов 5, смонтированных шарнирно на коленвале 7, магазин 8 для поперечных элементов 4 с питателем, состоящим из гидроцилиндра 9 и подающих вальцов 10, расположенных сбоку конвейера на уровне рабочей поверхности 11. Для обеспечения точного и полного продвижения поперечных элементов 4 между разведенными продольными элементами 3 шатуны 5 снабжены горизонтальными Г-образными направляющими 12.
Устройство работает следующим образом.
Полосы неограниченной длины из шпона предварительно склеивают в непрерывные ленты, например, на "усовое" соединение или по способу в а.с. 967815 "Способ соединения листов шпона" с использованием узкоплиточного пресса. Далее непрерывные ленты 3 размещают на продольный роликовый конвейер 1, при этом ленты проходят через проушины 6, расположенные на уровне рабочей поверхности 11. После этого коленчатый вал 7 поворачивают на 90 градусов, разводя через шатуны 5 и проушины 6 поочередно вверх и вниз ленты шпона 3. В этом положении гидроцилиндр 9 проталкивает один поперечный элемент 4 из магазина 8 во вращающиеся вальцы 10, подающие далее элемент 4 по горизонтально расположенным Г-образным направляющим 12 между разведенными лентами 3 в плетень 2.
Далее коленчатый вал 7 поворачивают на 90 градусов, возвращая в исходное положение проушины 6 и ленты 3, конвейер 1 протягивает плетень 2 и ленты 3 на установленный для данного плетня шаг, поворачивают коленчатый вал на 90 градусов, разводя ленты 3 в противоположное положение вверх и вниз, и подают в плетень 2 другой поперечный элемент 4; цикл изготовления плетня повторяют непрерывно. Необходимую длину плетня отрезают от непрерывного ковра с помощью циркульной пилы. При необходимости подающие вальцы 10 могут выполнять функцию нанесения клея на поперечные элементы 4.
Устройство позволяет более полно использовать кусковой шпон и шпон-рванину, т.е. обеспечивает комплексное использование древесины, а полученный таким образом плетень может применяться, например, при производстве фанеры.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ДРЕВЕСНОСТРУЖЕЧНОГО КОВРА | 1997 |
|
RU2122945C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ШПОНА | 2004 |
|
RU2283757C2 |
| Устройство для изготовления плетней | 1979 |
|
SU906698A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛУЩЕНОГО ШПОНА | 1994 |
|
RU2076804C1 |
| Устройство для изготовления плетней | 1989 |
|
SU1684058A1 |
| СПОСОБ ПОДГОТОВКИ ФАНЕРНОГО СЫРЬЯ ПЕРЕД ЛУЩЕНИЕМ | 1994 |
|
RU2060880C1 |
| ПРОДОЛЬНЫЙ КОНВЕЙЕР | 2000 |
|
RU2186719C2 |
| УСТАНОВКА ДЛЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ПЛИТНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2109627C1 |
| ПРОДОЛЬНЫЙ КОНВЕЙЕР | 2001 |
|
RU2187453C1 |
| УСТРОЙСТВО ДЛЯ НАПОЛНЕНИЯ БАНОК ПРОДУКТОМ | 1996 |
|
RU2125005C1 |
Устройство для изготовления плетней предназначено для использования в деревообрабатывающей промышленности, в частности в фанерном производстве. Устройство содержит конвейер в виде пары роликов для перемещения плетня в виде непрерывного ковра из продольных элементов в виде непрерывных лент и поперечных элементов. Устройство снабжено механизмом ввода поперечных элементов, в состав которого входят вертикальные шатуны с проушинами, магазин для поперечных элементов с питателем, состоящим из гидроцилиндра и подающих вальцов, расположенных сбоку конвейера на уровне рабочей поверхности. Для обеспечения точного и полного продвижения поперечных элементов между разведенными продольными элементами шатуны снабжены горизонтальными Г-образными направляющими. 3 ил.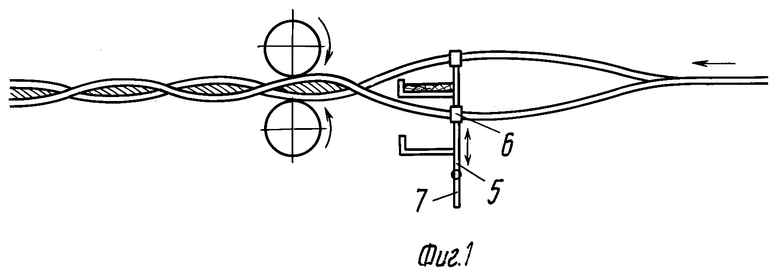
Устройство для изготовления плетней, содержащее конвейер для продольных элементов, механизм ввода поперечных элементов между продольными, привод, отличающееся тем, что механизм ввода поперечных элементов выполнен в виде вертикальных шатунов с проушинами на верхних концах, смонтированных снизу относительно рабочей поверхности конвейера, и магазина для поперечных элементов с питателем, размещенных на уровне рабочей поверхности сбоку конвейера, причем шатуны снабжены горизонтальными Г-образными направляющими поперечных элементов.
| SU, авторское свидетельство, 906698, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| SU, авторскоесвидетельство, 1684058, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
