Изобретение относится к деревообрабатывающей промышленности, в частности к изготовлению древесностружечных плит.
Известно устройство для формирования древесностружечного ковра, содержащее небольшой по объему бункер для осмоленной стружки, дозирующий и распределительный механизм (Справочник по производству древесностружечных плит /И. А. Отлев, Ц. Б.Штейнберг, Л.С. Отлева и др. - М.: Лесн. пром-сть, 1990. -С. 250 - 251).
Однако при формировании стружечного ковра с использованием известного устройства древесные частицы располагаются хаотично в плоскости плиты. Получаемые плиты обладают практически одинаковой прочностью при статическом изгибе во всех направлениях пластин плиты. При этом прочность плит на изгиб составляет примерно 50% от прочности натуральной древесины вдоль волокон. Если при формировании ковра древесные частицы сориентировать в одном направлении, то прочность на изгиб в этом направлении повышается в зависимости от степени ориентации до двух раз, т.е. приближается к прочности натуральной древесины при изгибе вдоль волокон.
Ближайшим аналогом является устройство для формирования древесностружечного ковра, содержащее ориентирующий узел, который выполнен в виде ряда горизонтальных бесконечных цепей, движущихся между параллельными вертикальными неподвижными пластинами, при этом на цепях установлены вертикальные пальцы, причем соседние цепи движутся в противоположных направлениях, а пальцы разворачивают стружку, которая падает в зазор между пластинами (Г.М.Шварцман, Д. А.Щедро Производство древесностружечных плит. - М.: Лесн. пром-сть, 1987. -С. 215-216).
Однако известное устройство, обеспечивая ориентацию древесных стружек, приводит к их частичному разрушению, вызванному механическим перемещением стружек, которые могут попадать на неподвижные пластины под разными углами, а это приводит к заломам стружки между пальцами движущихся цепей. Вместе с тем в производстве плит с ориентированной стружкой важно сохранять заданную форму стружки в течение всего технологического процесса. Уменьшение размеров стружек, вызванное их частичным разрушением, приводит к снижению показателя прочности плит на изгиб.
Технической задачей, на решение которой направлено изобретение, является повышение качества плит с ориентированными стружками при формировании древесностружечного ковра за счет уменьшения объема ломанной стружки.
Указанная цель достигается тем, что в устройстве для формирования древесностружечного ковра, содержащем бункер для осмоленной стружки, дозирующий механизм, распределительный механизм, включающий ориентирующий узел, который согласно изобретению выполнен в виде ряда горизонтально-параллельных полых элементов, на верхней части наружной поверхности которых через отверстия в стенках закреплены пневматические сопла, причем воздушные отверстия сопел, закрепленных на соседних полых элементах сориентированы в противоположных направлениях, параллельных осям полых элементов, при этом к нижней части наружной поверхности полых элементов прикреплены направляющие пластины, при этом все полые элементы соединены воздухопроводом в единую раму.
Такое выполнение устройства позволяет, используя энергию сжатого воздуха, разворачивать стружки в направлении требуемой ориентации, при этом исключается механическое воздействие на стружки при ориентации, сто способствует уменьшению объема ломаной стружки и, как следствие, повышению качества древесностружечных плит.
Сущность изобретения поясняется чертежом, где:
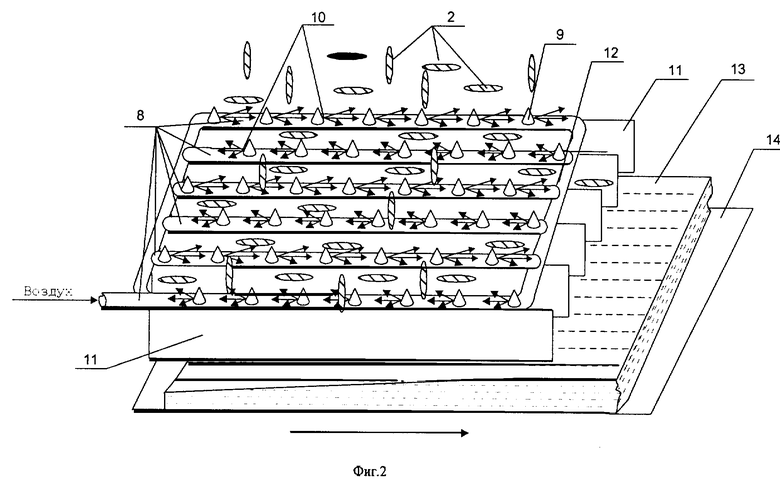
на фиг. 1 - устройство для формирования древесностружечного ковра;
на фиг. 2 - ориентирующий узел.
Устройство содержит бункер 1 для осмоленной стружки 2, дозирующий механизм 3, распределительный механизм 4, включающий разбрасывающие вальцы 5 и 6, ориентирующий узел 7, который выполнен в виде ряда горизонтально-параллельных полых элементов (например, труб) 8, причем на верхней части наружной поверхности которых через отверстия в стенках закреплены пневматические сопла 9, причем воздушные отверстия 10 сопел 9, закрепленных на соседних полых элементах 8 сориентированы в противоположных направлениях, параллельных осям полых элементов 8, при этом к нижней части наружной поверхности полых элементов 8 прикреплены направляющие пластины 11, а все полые, в свою очередь, элементы соединены воздухопроводом 12 в единую раму. Располагается устройство над непрерывно движущейся лентой формирующего конвейера 14, на котором формируется древесностружечный ковер 13.
Устройство работает следующим образом.
Осмоленная стружка 2 из бункера 1 подается в ковш дозирующего механизма 3. После заполнения и небольшой выдержки ковш дозирующего механизма 3 раскрывается, и стружка высыпается на медленно движущийся донный конвейер распределительного механизма 4 и частично на разбрасывающие вальцы 5. С донного конвейера стружка подается на разбрасывающие вальцы 6. С разбрасывающих вальцов 5 и 6 стружка равномерным слоем рассыпается на ориентирующий узел 7. Стружка, которая сориентирована своей продольной осью параллельно продольным осям полых элементов 8, просыпается между ними и направляющими пластинами 11, которые предотвращают разворачивание стружки после прохождения полых элементов 8, укладывается в ковер 13 на непрерывную движущуюся ленту формирующего конвейера 14. Стружка, которая при падении сориентирована своей продольной осью под углом к продольным осям полых элементов 8, попадает на них и под действием противоположных воздушных струй, истекающих из воздушных отверстий 10 сопел 9, разворачивается до тех пор, пока не просыпится между полыми элементами (например, трубами) 8 и далее между направляющими пластинами 11 укладывается в ковер 13.
Таким образом, использование ориентирующего узла, основанного на принципе пневматической ориентации стружек, позволяет сократить объем ломанной стружки и, как следствие, повысить качество готовых плит.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления многослойных древесностружечных плит из лесосечных отходов | 1987 |
|
SU1502308A1 |
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |
| Установка для формирования ковра при изготовлении древесностружечных плит | 1983 |
|
SU1142292A1 |
| СПОСОБ ОРИЕНТАЦИИ ДРЕВЕСНЫХ ЧАСТИЦ | 2011 |
|
RU2462353C1 |
| МАШИНА ДЛЯ ФОРМИРОВАНИЯ ТРЕХСЛОЙНОГО СТРУЖЕЧНОГО КОВРА | 2006 |
|
RU2312011C1 |
| Установка для формирования многослойного ковра в производстве древесностружечных плит | 1983 |
|
SU1167014A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕСТОЙКОЙ ОРИЕНТИРОВАННОЙ СТРУЖЕЧНОЙ ПЛИТЫ | 2011 |
|
RU2553644C1 |
| Способ изготовления древесностружечных плит | 1987 |
|
SU1521598A1 |
| СПОСОБ ОРИЕНТАЦИИ ДРЕВЕСНЫХ ЧАСТИЦ | 2006 |
|
RU2315689C1 |
| СПОСОБ ОРИЕНТАЦИИ ДРЕВЕСНЫХ ЧАСТИЦ | 2012 |
|
RU2494858C1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к изготовлению древесностружечных плит. В устройстве ориентирующий узел выполнен в виде ряда горизонтально-параллельных полых элементов, соединенных между собой в единую раму. На верхней части воздуховодов установлены пневматические сопла, воздушные отверстия которых расположены параллельно осям полых воздуховодных элементов и сориентированы в противоположные стороны относительно сопел соседних воздуховодов. К нижней части параллельных воздуховодов прикреплены направляющие пластины, препятствующие дальнейшему повороту стружки при укладке ее в ковер. Стружка, падая на ориентирующий узел, встречными потоками воздуха поворачивается до требуемого положения и затем по направляющим пластинам укладывается в ковер. Изобретение позволяет повысить качество плит за счет уменьшения объема ломаной стружки. 2 ил.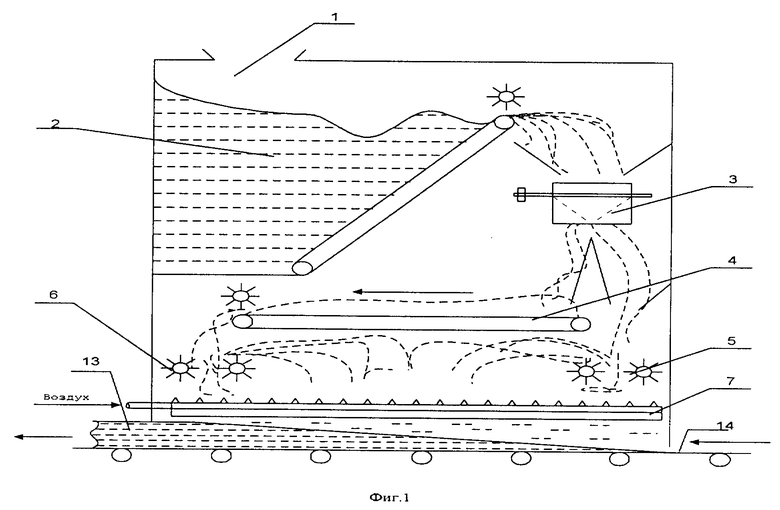
Устройство для формирования древесностружечного ковра, содержащее бункер для осмоленной стружки, дозирующий механизм, распределительный механизм с ориентирующим узлом, отличающееся тем, что ориентирующий узел выполнен в виде ряда горизонтально-параллельных полых элементов, на верхней части наружной поверхности которых через отверстия в стенках закреплены пневматические сопла, причем их воздушные отверстия сориентированы в противоположных направлениях, параллельных осям полых элементов, при этом к нижней части наружной поверхности полых элементов прикреплены направляющие пластины, в свою очередь все полые элементы соединены воздухопроводом в единую раму.
| Шварцман Г.М | |||
| и др | |||
| Производство древесностружечных плит | |||
| - М.: Лесная промышленность, 1987, с.215, 216 | |||
| Устройство для ориентированиядРЕВЕСНыХ чАСТиц | 1977 |
|
SU812159A3 |
| Отлев И.А | |||
| и др | |||
| Справочник по производству древесностружечных плит | |||
| - М.: Лесная промышленность, 1990, с.250, 251. | |||
