Горловина воздушного шара, способы ее подготовки и устройства для их осуществления предназначены для герметичного соединения горловин воздушных шаров после их надувания и могут быть использованы на рекламных и спортивных мероприятиях.
Наиболее близкими аналогами заявленным изобретениям являются способы и устройства для их осуществления, характеризующиеся, в частности, тем, что горловина воздушного шара выполнена с возможностью приведения противоположных участков в непосредственный контакт друг с другом для образования соединения, способ подготовки горловины воздушного шара к герметичному соединению включает приведение противоположных участков горловины в контакт друг с другом для образования соединения, а способ подготовки множества воздушных шаров к герметичному соединению включает сортировку запаса воздушных шаров на отдельные отсортированные воздушные шары, способ герметичного соединения горловины воздушного шара включает приведение противоположных участков горловины в контакт друг с другом для образования герметичного соединения, а способ надувания и герметичного соединения воздушных шаров обеспечивает возможность герметичного соединения приведением участков горловины в контакт друг с другом для образования герметичного клейкого соединения (WO, 90/00430, кл. A 63 H 27/10, 25.01.90, и WO, 88/05328, кл. A 63 H 27/10, 28.07.88).
Недостатком известных способов и устройств является их низкая технологичность.
Задачей данной группы изобретений является создание такой горловины воздушного шара, способов ее подготовки и устройств для их осуществления, которые обеспечили бы герметичное соединение горловин воздушных шаров после их надувания, а также повысили бы их технологичность.
Поставленная задача достигается следующим конструктивным выполнением горловины воздушного шара, последовательностью действий при их подготовке к надуванию и устройствами для осуществления этих действий.
Горловина воздушного шара выполнена с возможностью приведения противоположных участков в непосредственный контакт друг с другом для образования соединения, при этом по меньшей мере зона внутренней поверхности горловины воздушного шара из латекса имеет обновленную латексповерхность, обновленная зона простирается по большей части вокруг внутренней поверхности горловины, выполненной с возможностью приведения противоположных участков обновленной поверхности в непосредственный контакт друг с другом для образования соединения латекс-латекс.
Горловина воздушного шара может, в частности, характеризоваться тем, что обновленная зона включает по существу кольцеобразный участок на внутренней поверхности горловины, а также тем, что для предотвращения потери обновленной поверхностью ее соединительного свойства на обновленную поверхность помещен сменный слой защитного материала.
Горловина воздушного шара может, в частности, характеризоваться тем, что сменный слой защитного материала содержит клейкую ленту, а также тем, что сменный слой включает язычок для удаления сменного слоя с внутренней поверхности горловины.
Способ подготовки горловины воздушного шара к герметичному соединению включает приведение противоположных участков горловины в контакт друг с другом для образования соединения, при этом в области внутренней поверхности горловины воздушного шара из латекса обновляют латекс-материал так, что горловина может герметически соединяться приведением противоположных участков обновленной поверхности в непосредственный контакт друг о другом для образования соединения латекс-латекс.
Способ подготовки горловины воздушного шара к герметичному соединению может, в частности, характеризоваться тем, что стадия обновления латекс-материала включает очищение поверхности материала, что стадия очищения включает нанесение жидкости на обновляемую поверхность, что жидкость содержит растворитель, что в качестве растворителя используют спирт, а в качестве спирта используют изопропанол.
Способ подготовки горловины воздушного шара к герметичному соединению может, в частности, характеризоваться тем, что он включает стадию сушки обновленной поверхности, что он дополнительно включает стадию нанесения сменного слоя защитного материала на обновленную поверхность, что он дополнительно включает начальную стадию выворачивания части горловины шара, чтобы представить внутреннюю поверхность горловины как поверхность, обращенную наружу, и что он дополнительно включает начальную стадию сортировки запаса шаров на отдельные шары.
Устройство для подготовки горловины шара к герметичному соединению содержит средство обновления поверхности латекс-материала в области внутренней поверхности горловины шара из латекса, обновленная поверхность которой простирается по существу вокруг внутренней окружности горловины с возможностью герметичного соединения горловины приведением противоположных участков ее обновленной поверхности в непосредственный контакт друг с другом для образования соединения латекс-латекс. При этом средство для обновления внутренней поверхности горловины может включать средство для очищения поверхности, а средство очищения поверхности может включать средство нанесения жидкости на поверхность. Устройство может дополнительно включать средство для выворачивания конечной части горловины шара с возможностью представления ее внутренней поверхности наружу.
Способ подготовки множества воздушных, шаров к герметичному соединению включает сортировку запаса воздушных шаров на отдельные отсортированные воздушные шары, обновление у каждого воздушного шара из латекса латекс-материала в области внутренней поверхности горловины воздушного шара с возможностью ее герметичного соединения приведением противоположных участком обновленной латекс-поверхности в непосредственный контакт друг с другом для образования соединения латекс-латекс.
Способ подготовки множества воздушных шаров к герметичному соединению может, в частности, характеризоваться тем, что стадия сортировки воздушный шаров включает ориентировку каждого воздушного шара в заранее определенном направлении.
Устройство для подготовки множества шаров к герметичному соединению содержит средство для сортировки запаса шаров из латекса на отдельные отсортированные шары, средство обновления латекс-материала каждого шара в области внутренней поверхности горловины шара, обновленная поверхность которой простирается вокруг одной или более внутренних окружностей горловины с возможностью запаивания горловины приведением противоположных участков обновленной поверхности в непосредственный контакт друг с другом для образования соединения латекс-латекс.
Устройство, в частности, может характеризоваться тем, что средство для сортировки шаров включает средство ориентировки шаров в заранее определенном направлении.
Способ герметичного соединения горловины воздушного шара включает приведение противоположных участков горловины в контакт друг с другом для образования герметичного соединения, обеспечение горловины воздушного шара из латекса обновленной поверхностью в области внутренней поверхности горловины и приведение противоположных участков обновленной поверхности в непосредственный контакт друг с другом для образования герметичного соединения, при этом обновленная поверхность простирается по существу вокруг внутренней окружности горловины.
Способ герметичного соединения горловины воздушного шара может, в частности, характеризоваться тем, что стадия приведения участков в контакт друг с другом включает сжимание вместе этих участков.
Способ подготовки и надувания шаров заключается в том, что запас шаров из латекса, имеющих область горловины с обновленной латекс-поверхностью, сортируют на отдельные отсортированные шары, затем каждый отдельный шар надувают и герметично соединяют приведением противоположных участков обновленной латекс-поверхности в непосредственный контакт друг с другом для образования соединения латекс-латекс.
Способ подготовки и надувания шаров может, в частности, характеризоваться тем, что он дополнительно включает стадию маркировки каждого шара, а также тем, что маркировку выполняют после стадии герметичного соединения шара.
Способ подготовки и надувания шаров может, в частности, характеризоваться тем, что стадия сортировки шаров включает ориентировку отдельных шаров для достижения заранее определенной ориентации каждого шара.
Устройство для подготовки и надувания шаров содержит средство для сортировки запаса шаров, имеющих область горловины с обновленной латекс-поверхностью на отдельные отсортированные шары, средство для надувания каждого отдельного шара после сортировки и средство для герметичного соединения каждого шара после надувания путем приведения противоположных участков обновленной латекс-поверхности в непосредственный контакт друг с другом для образования соединения латекс-латекс.
Устройство для подготовки и надувания шаров также может характеризоваться тем, что оно дополнительно содержит средства маркировки каждого шара, а также тем, что средство для сортировки шаров содержит средство ориентировки отдельных шаров для достижения заранее определенной ориентации каждого шара.
Устройство для подготовки и надувания шаров также может характеризоваться тем, что оно представляет собой автоматический механизм, а также тем, что оно выполнено с возможностью транспортировки.
Способ надувания и герметичного соединения воздушных шаров, имеющих возможность герметичного соединения приведением участков горловины в контакт друг с другом для образования герметичного клейкого соединения, включает сортировку запаса таких шаров на отдельные отсортированные шары, надувание каждого шара после сортировки и герметичное соединение каждого шара после надувания сжатием или натягиванием горловины для образования самоклеящегося соединения.
Устройство для надувания и герметичного соединения воздушных шаров, имеющих возможность герметичного соединения приведением участков горловины в непосредственный контакт друг с другом для образования самоклеящегося соединения, содержит средство для сортировки запаса таких шаров на отдельные отсортированные шары, средство для надувания каждого шара после сортировки и средство для герметичного соединения каждого шара после надувания сжатием или натяжением горловины для образования самоклеящегося соединения.
Изобретения поясняются чертежами:
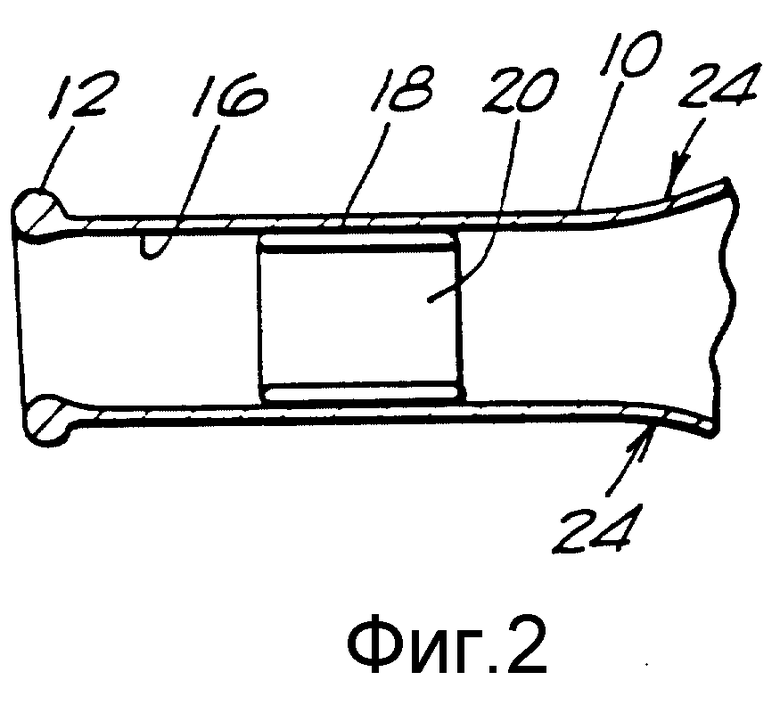
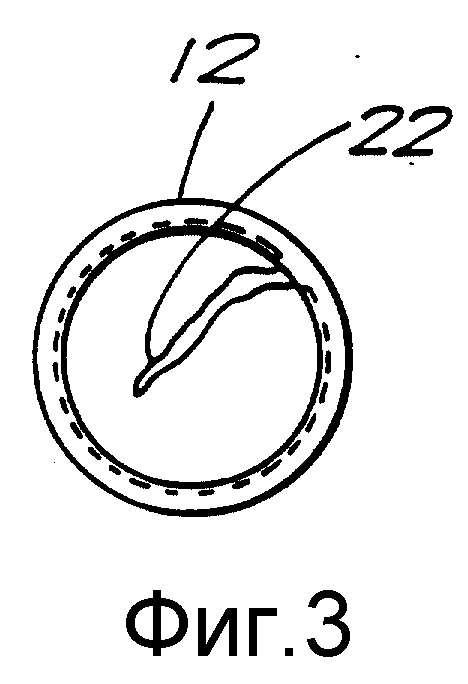
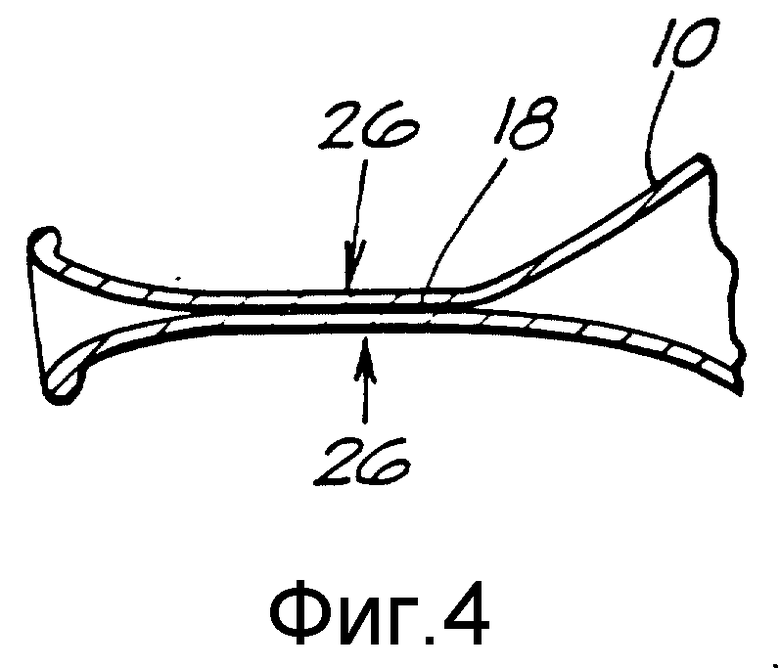
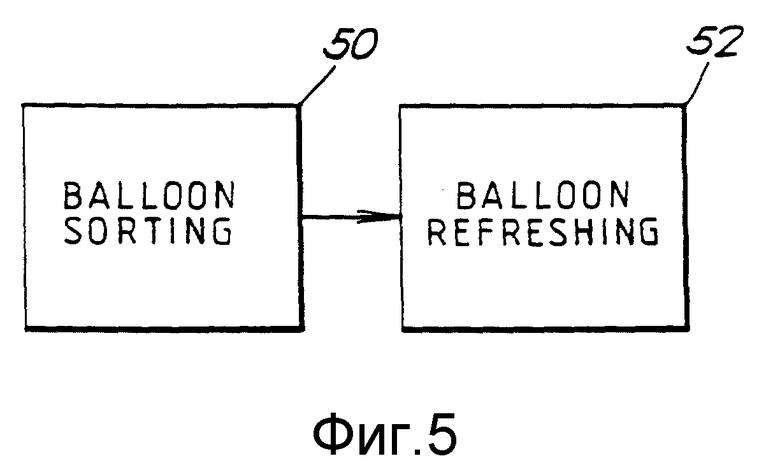
на фиг.1 изображена часть горловины шара, вывернутой на оправке для предварительной обработки, на фиг. 2 - поперечное сечение через часть горловины шара после предварительной обработки, на фиг. 3 - вид с торца открытого края горловины шара на фиг. 2, на фиг. 4 - поперечное сечение, иллюстрирующее как горловина шара герметизируется после надувания, на фиг. 5 - схематическая блок-диаграмма автоматического устройства /способа/ для подготовки шаров к герметическому соединению,
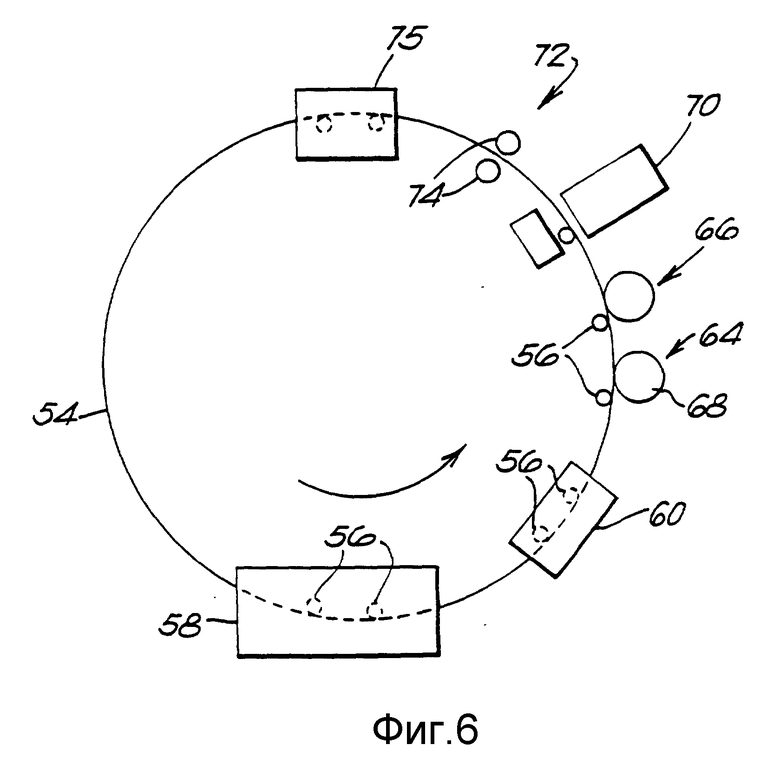
на фиг. 6 - схематический вид сверху, иллюстрирующий пример рабочего места для обработки горловины воздушного шара,
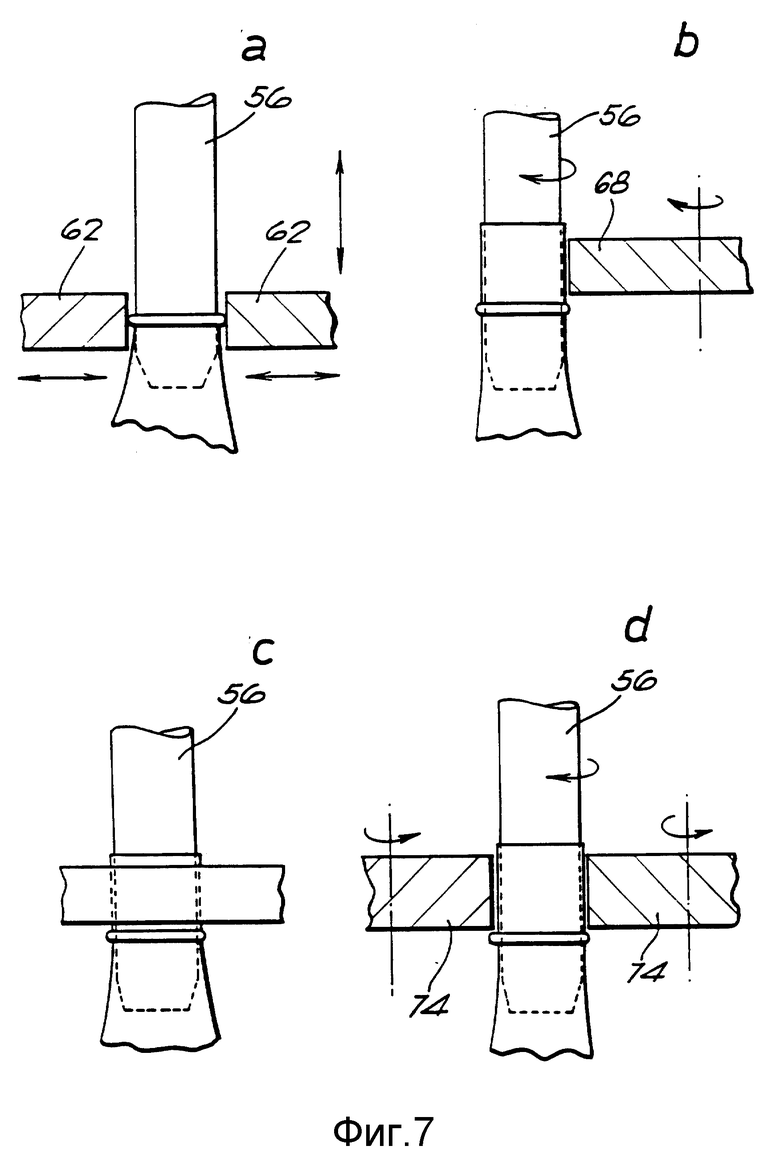
на фиг. 7a - 7d - схематические фигуры, иллюстрирующие части рабочего места по фиг.6,
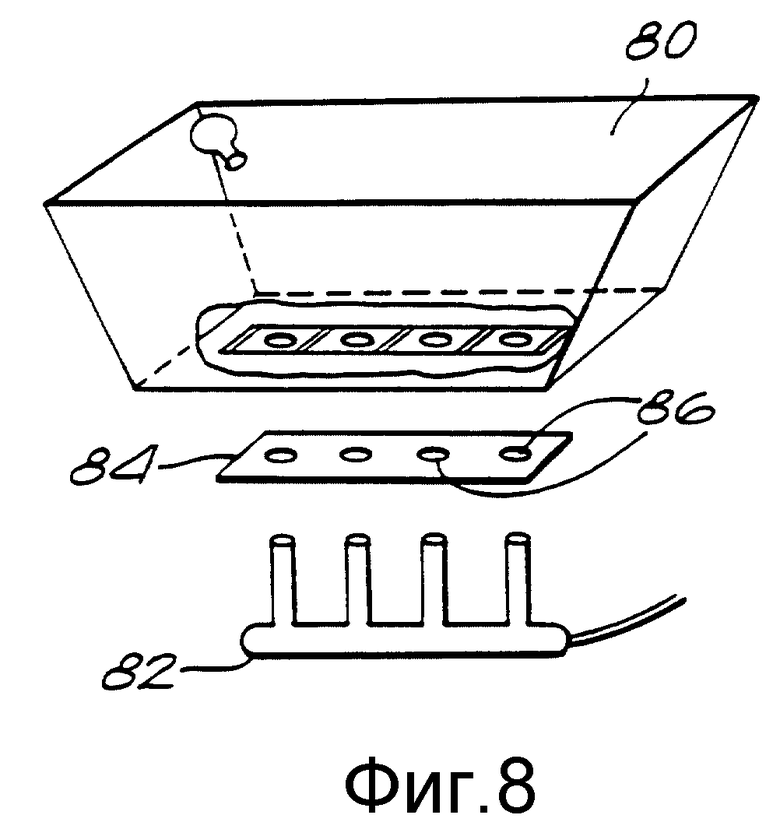
на фиг. 8 - схематический вид одного примера сортировки шаров,
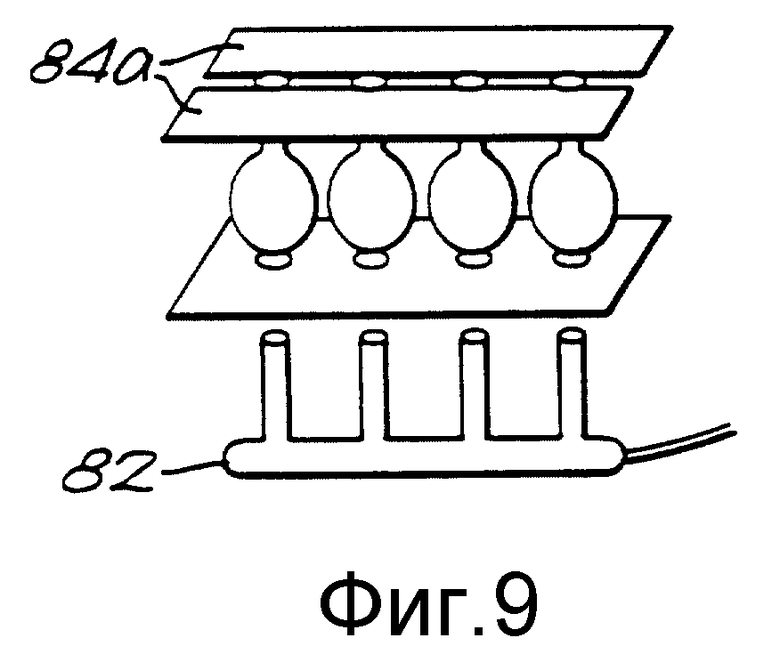
нафиг. 9 - схематический вид слегка модифицированного варианта сортировки по фиг. 8,
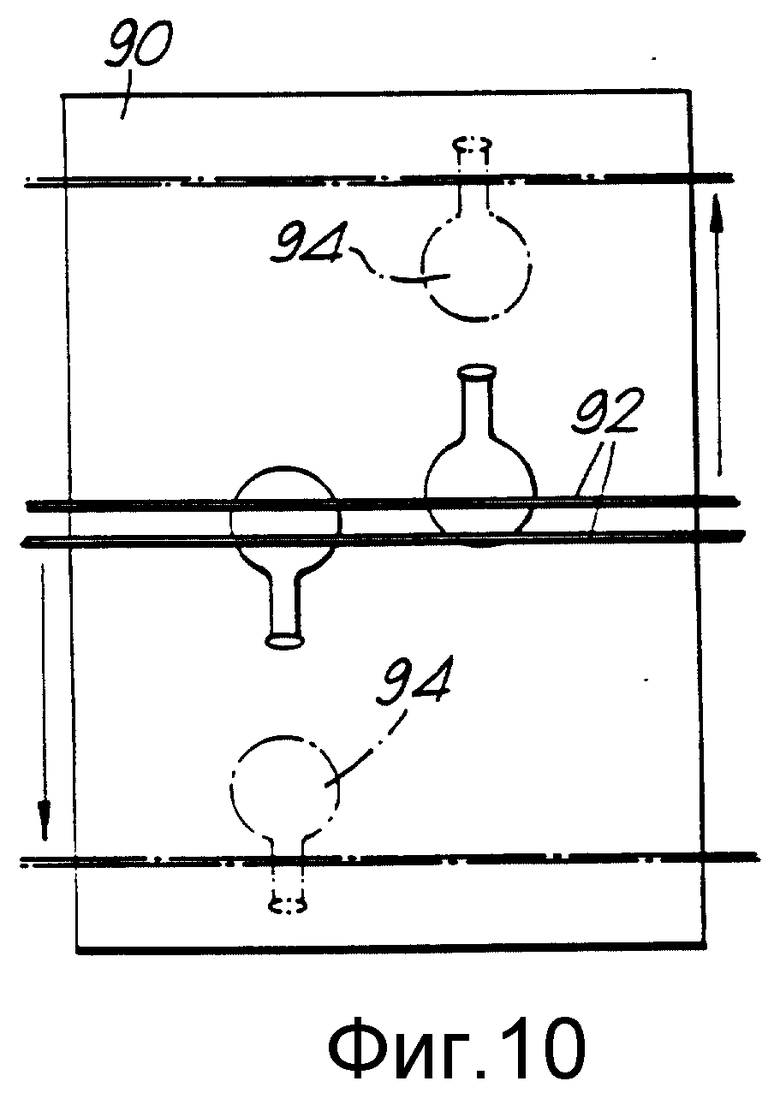
на фиг. 10 - схематический вид второго примера сортировки шаров,
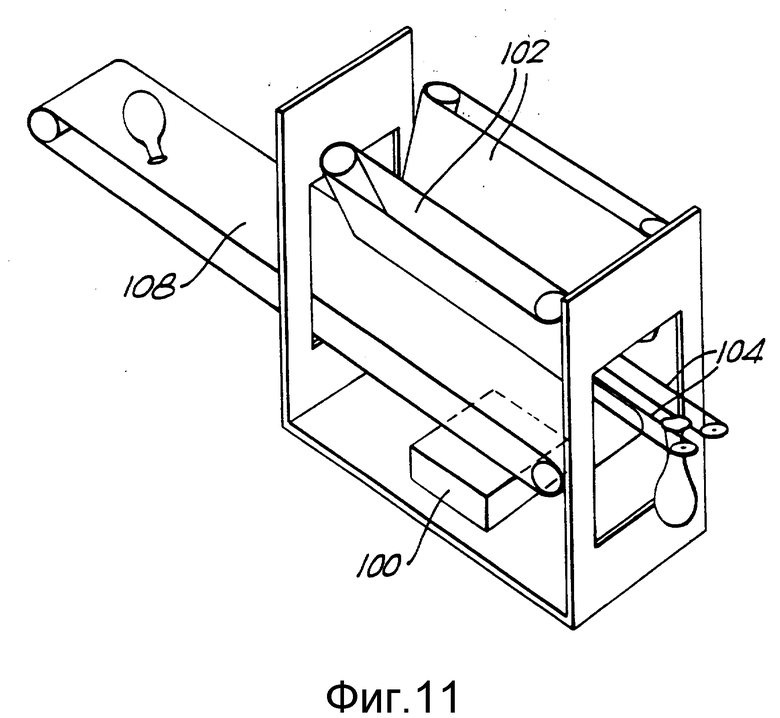
на фиг. 11 - схематический вид третьего примера сортировки шаров,
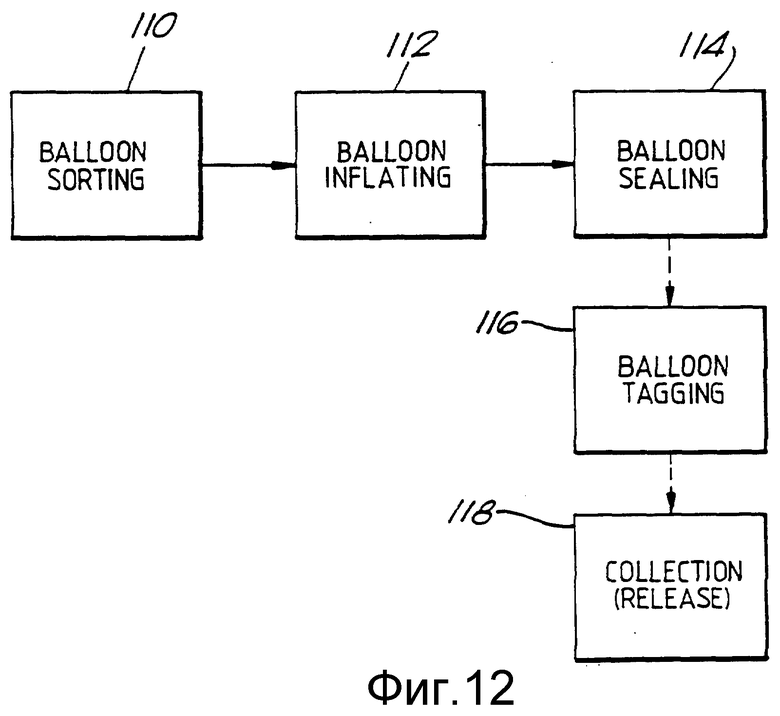
на фиг. 12 - схематическая блок-диаграмма устройства/способа надувания и герметического соединения шаров автоматически,
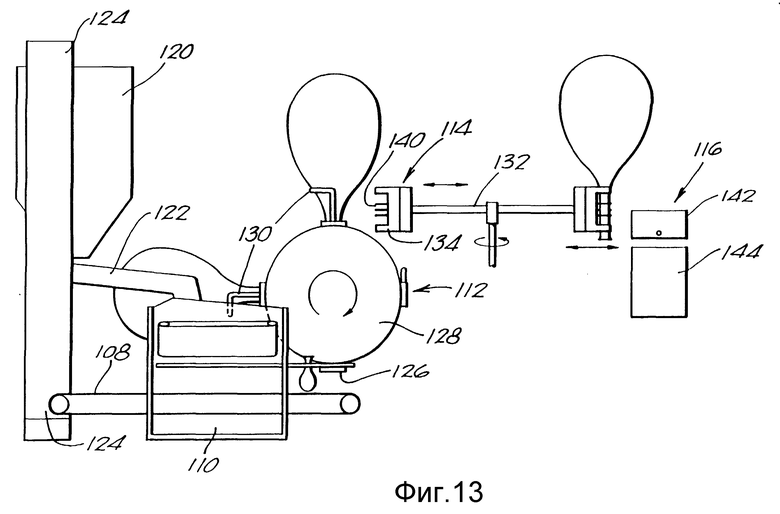
на фиг. 13 - схематический вид сбоку механизма по фиг. 12,
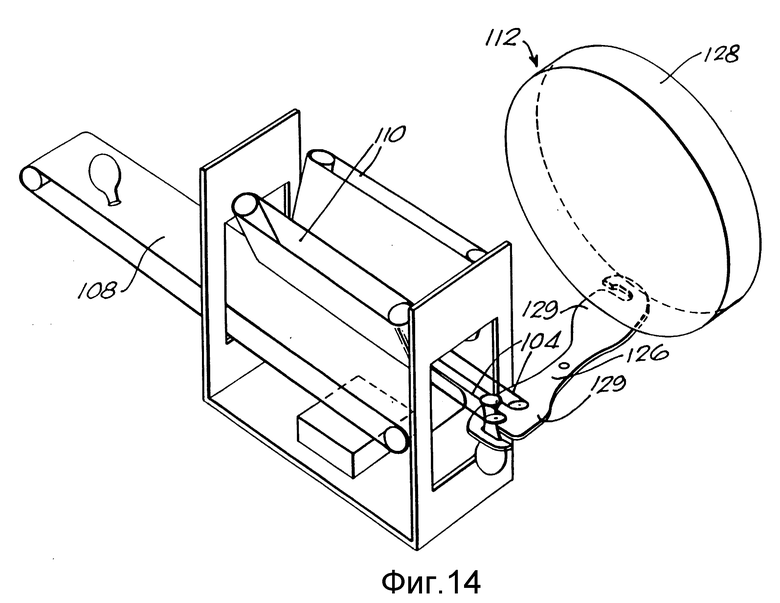
на фиг. 14 - схематический перспективный вид, показывающий деталь механизма на фиг. 13, и
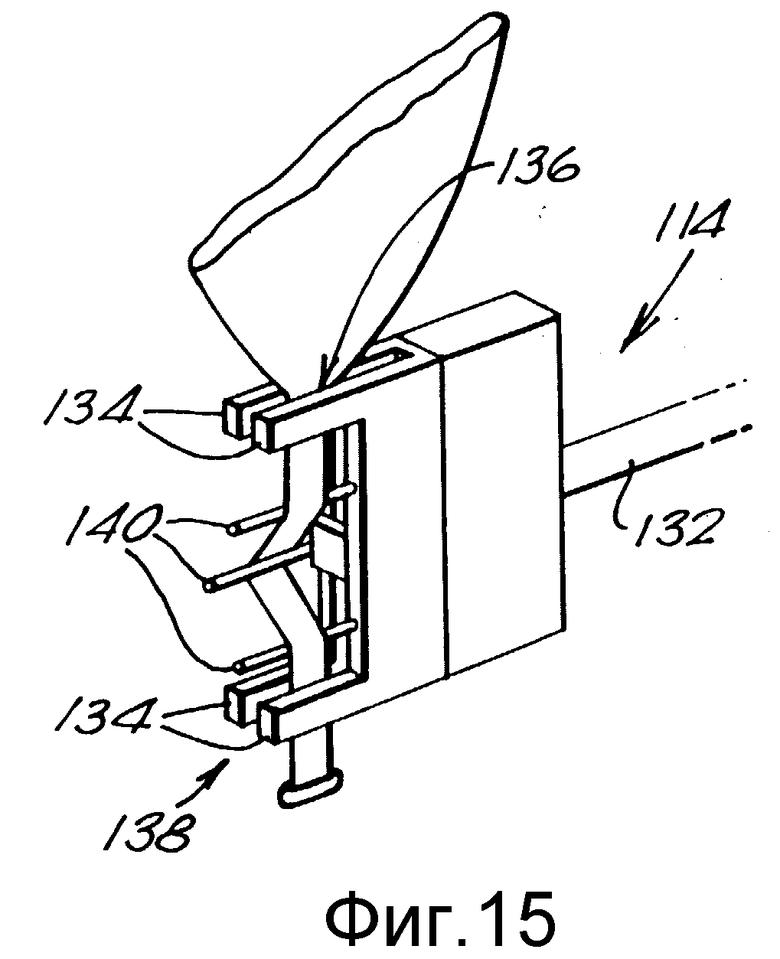
на фиг. 15 - схематический перспективный вид, показывающий герметизирующий участок механизма на фиг. 13.
На фиг. 1 горловина 10 шара из обычного латекс-материала вывернута на оправке 14. Способ и устройство для выполнения выворачивания описаны в опубликованной заявке WO, 090/00430 (МПК A 63 H 27/10) в вывернутом состоянии нормальный открытый конец 12 горловины 10 тянется вниз вдоль внешней поверхности горловины шара, при этом экспонируется поверхность 16, которая обычно являлась бы внутренней поверхностью горловины.
По существу кольцеобразная часть 18 экспонируемой поверхности 16 обрабатывается, чтобы обновить поверхность латекс-материала. После такой обработки обновленная поверхность участка 18 может образовать соединение латекс-латекс без потребности в каком-либо дополнительном покрытии или связующем веществе. В этом примере осуществления изобретения обработка осуществляется путем применения изопропанола на участке 18. Затем горловина сушится. При нормальной комнатной температуре на это требуется около одной минуты или менее.
При желании слой защитной ленты 20 (не показана на фиг. 1) может быть помещен на обновленный участок 18, чтобы уберечь обновленную латекс-поверхность от потери ее соединительных свойств. В этом примере осуществления изобретения защитной лентой является клеящая лента с покрытием из металлической фольги.
На фиг. 2 и 3 концы ленты слипаются друг с другом для образования язычка 22 длиной около 2 - 3 сантиметров.
Язычок имеет достаточную длину, чтобы дать возможность человеку захватить ушко и удалить защитную ленту с внутренней стороны горловины 10, когда горловина 10 вывернута (как на фиг. 2 и 3). На фиг. 2 обновленный участок 18 внутренней поверхности 16 обозначен утолщенной линией, хотя нужно учесть, что толщина материала не увеличится на практике.
Чтобы надуть шар, человек обычно просто дует в открытый конец 12. Следует учесть, что нет необходимости использовать отдельную трубку, чтобы надуть шар. Как только шар достаточно надут, человек сжимает горловину до точки, которая находится между телом воздушного шара и обновленной поверхностью 18 (как обозначено стрелками 24). Это служит для предотвращения утечки газа из шара при самосклеивающейся горловине шара.
В качестве следующего шага человек натягивает язычок, чтобы удалить защитную ленту 20 (если она установлена) с внутренней части горловины шара. Затем человек сжимает и/или натягивает шар в точке, соответствующей обновленной поверхности 18 (как обозначено стрелками 26), чтобы привести противоположные участки обновленной поверхности в непосредственный контакт друг с другом. Обычно человек должен применить давление таким образом в течение 2 - 3 секунд, чтобы гарантировать, что достигнуто прочное соединение латекс-латекс, как показано на фиг. 4.
Было обнаружено, что соединение, образованное таким образом, абсолютно адекватно герметизации шара для предотвращения утечки газа через горловину. Следует учесть, что такой способ не требует добавления газового клапана или клеящего слоя для образования герметичного соединения.
На фиг. 5 автоматический способ/устройство для подготовки шаров для герметизации включает первую деталь 50 для сортировки запаса шаров в отдельные отсортированные шары. В первоначальном запасе шары ориентированы в беспорядочных направлениях и навалены друг на друга или рядом друг с другом. Операция сортировки разделяет шары и выравнивает шары в заранее определенном направлении. Вторая деталь 52 действует с каждым отдельным шаром после сортировки для осуществления предварительной обработки, описанной выше. Установка защитной ленты на внутреннюю поверхность шара является необязательным признаком детали 52.
Специфическая конструкция и рабочие детали элементов 50 и 52 легко выполняются опытным человеком на основании предшествующего описания. Однако, чисто иллюстративным путем примеры деталей 50 и 52 описаны ниже.
На фиг. 6 и 7 показано, что рабочая позиция 52 может быть расположена на вращающемся штативе 54, который переносит вниз зависимые вращающиеся оправки 56 (только некоторые оправки показаны на фиг. 6, нужно учесть, что оправки равномерно расположены вокруг периферии вращающегося штатива). Штатив 54 снабжен указателем к подаче шаров на устройстве подачи 58, так что горловина шара поступает на край каждой оправки 56 по мере вращения штатива 54 против часовой стрелки (как видно на фиг. 6). Пройдя через устройство подачи, оправки выдвигаются вперед, парами, к устройству выворачивания 60 (фиг. 7а). Устройство выворачивания действует, как описано в Международной заявке WO 090/00430, выдвижением оправки в горловину, а затем слегка извлекая оправку, прижимая при этом шар к оправке прессовальными пластинами или устройствами 62. Устройство выворачивания действует на пары оправок.
После выворачивания каждая оправка выдвигается вперед, по очереди, через устройство влажного вытирания 64 (фиг. 7) и устройство сухого вытирания 66. Устройство влажного вытирания состоит из прижимного ролика 68, увлажненного освежающей жидкостью, который контактирует с вывернутой горловиной шара. Оправка 56 и прижимной ролик 68 вращаются в одинаковом направлении вращения, так что их контактирующие поверхности двигаются в противоположных направлениях, при этом обеспечивая эффективное очищающее действие. Устройство сухого вытирания состоит из второго сушильного ролика, который вращается таким же образом, что и ролик 68, чтобы вытереть излишки жидкости с латекс-поверхности для ускорения сушки, при этом одновременно выполняется второе очищающее "вытирание". С другой стороны, устройство сухого вытирания 66 может быть заменено или дополнено нагревающим устройством (не показанным) для дальнейшего ускорения сушки латекс-материала.
Если требуется установка защитной ленты на горловины шаров, каждая оправка 56 затем выдвигается вперед к устройству наложения ленты 70 (фиг. 7с), которое устанавливает длину изоляционной ленты на горловине шара, а затем к устройству ленточного ролика 72 (фиг. 7), которое состоит из пары рожков 74 для прочного прижатия ленты к латекс-поверхности, и для закрепления свободных концов ленты вплотную для образования язычка.
В конце концов, каждая оправка выдвигается вперед к устройству удаления шаров 75, на которой каждый шар возвращается назад к своему нормальному положению, и освобождается от оправки 56. На устройстве удаления 75 шар может быть удален вытягиванием шара через пару зубцов, которые зажимают горловину шара, или "продуванием" или всасыванием шара из оправки. Факультативно шары передаются к патронташу.
На фиг.8 первый пример устройства для сортировки шаров 50 включает желоб 80, в который подаются шары. Всасывающее устройство 82 вмонтировано ниже желоба 80, при этом движущийся несущий элемент 84 вмонтирован между желобом 80 и всасывающей частью сортировочного устройства 50 по фиг. 5. После сортировки отдельные шары затем надуваются в части 112. Надувание может выполняться с использованием соответствующего газа, такого как сжатый воздух, гелий или гелиокс. После надувания шары герметически соединяются в части 114 путем сведения противоположных участков обновленной поверхности для образования соединения латекс-латекс. При желании герметически соединенные шары могут маркироваться в части 116 для прикрепления к ним, например, ленты или вымпела или идентификационного ярлыка, в конце концов, при желании шары могут быть собраны вместе в части 118 /например, сеть/ и держаться готовыми для одновременного выпускания в открытый воздух.
Конкретная конструкция и рабочие детали частей 110 - 118 легко выполняются опытным специалистом на основании предшествующего описания. Однако, чисто иллюстративным путем ниже описывается пример автоматического механизма надувания/герметизации.
Обращаясь к фиг. 13, 14 и 15, видим, что механизм включает устройство для сортировки 110, которое в этом примере идентично устройству, показанному на фиг. 10. Однако, нужно учесть, что устройство для сортировки, показанное на фиг. 8 и 9, при желании могут быть использованы вместо него. Подача предварительно обработанных шаров (без защитной клеящей ленты) сортируются в бункере 120, который подводит равномерную подачу шаров к устройству для сортировки 110 посредством наклонного вибрирующего подающего механизма 122. Забракованные шары, устройством 82. В несущем элементе 84 находятся отверстия 86 для получения шаров. Каждое отверстие 86 имеет такие размеры, чтобы дать возможность телу слабого, сдутого шара всосаться через отверстие 86 всасывающим устройством, но предотвратить пропускание относительно толстой кромки горловины шара. При этом шары одновременно выравниваются, свисая вниз с несущего элемента 84, и удерживаются на месте своими кромками. Несущий элемент 84 передвигается от своего положения под желобом 80, чтобы передать шары на рабочую позицию 52.
Фиг. 9 иллюстрирует (изолированно) деталь устройства для сортировки по фиг. 8, в которое шары вносятся двумя близко расположенными направляющими 84а, которые захватывают кромку шара таким же образом, как элемент 84 по фиг. 8.
На фиг. 10 альтернативный второй пример устройства для сортировки шаров 50 включает сортировочный стол 90, на который сбрасываются шары. Пара балок устройства для сортировки спускается до уровня примерно 3 мм (1/8 дюйма) над столом 90, а затем двигаются наружу от центральной позиции. При таком расположении балки 92 входят в контакт только с выступающими кромками горловин шаров и тянут шары за их горловины к внешним концам сортировочного стола 90. Как показано искусственными линиями связи, шары 94 таким образом выравниваются, при этом их горловины обращены к внешним концам стола 90.
На фиг. 11 показан третий пример устройства для сортировки шаров 50. Устройство для сортировки включает всасывающее устройство 100 и действует на таких же принципах, как устройство для сортировки, показанное на фиг. 8. Пара непрерывных направляющих ремней 102 вмонтирована бок о бок наклонно для образования в целом V-образного канала, в который подаются шары. Пара непрерывных несущих лент 104 вмонтирована бок о бок ниже направляющих ремней, и всасывающее устройство 100 вмонтировано ниже несущих лент 104. Расстояние между несущими лентами 104 таково, что тело слабого шара может всасываться сквозь ленты 104, но кромка горловины шара будет захватываться лентами 104. Таким образом, шары равномерно выравниваются, их тела свешиваются с несущих лент 104. Шары, которые полностью проходят через пространство между несущими лентами или которые застревают прежде, чем всосаться сквозь несущие ленты 104, возвращаются к подаче возвратной конвейерной лентой 108. Несущие ленты 104 простираются за пределы хода направляющих ремней 102, так что шары, застрявшие над несущими лентами 104, затем свободно падают вниз на возвратную конвейерную ленту 108.
В качестве еще одного альтернативного конструктивного выполнения устройства для сортировки и выравнивания шаров может использоваться патронташное устройство (не показанное).
Хотя было описано только "одноканальное" устройство, следует учесть, что устройство может быть "многоканальным" для сортировки и обработки шаров в нескольких параллельных каналах, чтобы повысить степень продуктивности.
Фиг. 12 схематически иллюстрирует автоматический процесс устройство для надувания и запаивания шаров типа, обсуждавшегося выше. Шары из подачи шаров сначала сортируются в первой части 110, которая действует таким же образом, как переведенные от устройства для сортировки 110 на возвратную конвейерную ленту 108, возвращаются к бункеру 120 посредством лифта 124.
Передающее устройство, включающее вращающийся передающий рычаг 126, используется для передачи отсортированных шаров от устройства для сортировки 110 до надувающей части 112 в форме вращающегося надувающего устройства 128. Передающий рычаг 126 имеет крючкообразные концы 129, чтобы "зацеплять" шар за его горловину от несущих полос 104 и поворачивать шар к надувающему устройству 128. Передающий рычаг 126 снабжен указателями в виде датчиков для обнаружения присутствия шара на несущих полосах 104.
Надувающее устройство 128 включает ряд (например, четыре) расположенных под равным углом надувающих насадок с клапанами, L-образный рычаг 130 имеется у каждой надувающей насадки для стабилизации шара во время надувания и для гарантии, что каждый шар после надувания имеет достаточно длинную горловину, чтобы она могла быть захвачена герметизирующим устройством 114 (описанным ниже). Передающий рычаг 126 снабжен указателями к надувающему устройству 128, так что он представляет шар в надувающее устройство 128, когда надувающий наконечник вращается мимо передающего устройства. Шары могут накачиваться любым подходящим газом, таким как гелиокс или сжатый воздух. В случае, если это сжатый воздух, воздух может подаваться от баллонного снабжения или прямо от воздушного компрессора.
После надувания шар удаляется от надувающего устройства 128 герметизирующим устройством 114, которое имеет форму вращающегося рычага 132 с тисками 134. Тиски 134 зажимают горловину в точках 136 и 138 выше и ниже обновленного участка горловины шара, чтобы предотвратить утечку газа через горловину, пока горловина запаивается. Горловина запаивается, натягиваясь на расположенные в шахматном порядке штыри 140. Натяжение растягивает упругий латекс-материал таким образом, что противоположные участки латекс-поверхности прижимаются друг к другу для образования соединения латекс-латекс.
После герметичного соединения воздушный шар может маркироваться маркировочной пушкой 142 на маркировочном устройстве 116. Подающий механизм маркировок 114 подает ярлыки для использования маркировочной пушкой 142. Ярлыки могут выбираться по запросу, например ярлык бумажного адреса, ленты, вымпелы или тесемки. Затем шар выпускается открытием тисков 134 герметизирующего устройства 114.
В качестве модификации к механизму по фиг. 13, устройство для сортировки 110, лента 108, подающий механизм 122, бункер 120 и лифт 124 и передающий рычаг 126, все могут быть заменены патронташной системой подачи.
Вышеописанный механизм может быть сконструирован так, чтобы перевозиться на то место, где планируется выпускание шаров. Механизм может работать в автоматическом режиме, чтобы произвести определенное количество накаченных и герметизированных шаров, готовых к выпусканию в открытый воздух. Обычно считается, что каждый механизм может производить 3600 надутых шаров в час.
Хотя только "одноканальное" устройство было показано на фиг. 13, следует учесть, что может использоваться "многоканальное " устройство, на котором множество шаров надувается одновременно на параллельных рабочих устройствах для повышения продуктивности.
Дополнительные приборы, хотя они не были специально показаны здесь, могут быть включены для счета и/или печати на шарах.
Все вышесказанное является описанием лишь предпочтительных форм изобретения и при этом могут быть внесены детальные изменения.
Горловина воздушного шара, способы ее подготовки и устройства для их осуществления предназначены для герметичного соединения горловин воздушных шаров после их надувания и могут быть использованы на рекламных и спортивных мероприятиях. Горловина воздушного шара содержит противоположные участки, выполненные с возможностью приведения в непосредственный контакт друг с другом для образования соединения, при этом по меньшей мере зона внутренней поверхности горловины воздушного шара из латекса имеет обновленную латекс-поверхность, а обновленная зона простирается по большей части вокруг внутренней поверхности горловины, выполненной с возможностью приведения противоположных участков обновленной поверхности в непосредственный контакт друг с другом для образования соединения латекс-латекс. Способ подготовки горловины воздушного шара к герметичному соединению заключается в том, что области внутренней поверхности горловины воздушного шара из латекса обновляют и герметически соединяют горловину приведением ее противоположных участков обновленной поверхности в непосредственный контакт друг с другом для образования соединения латек-латекс, при этом устройство для реализации способа содержит средство обновления поверхности латекс-материала в области внутренней поверхности горловины шара из латекса. Способ подготовки множества воздушных шаров к герметичному соединению дополнительно включает сортировку запаса воздушных шаров на отдельные отсортированные воздушные шары, а устройство для его реализации - средство для сортировки запаса шаров, средство обновления латекс-материала каждого шара. Способ подготовки и надувания шаров заключается в том, что запас шаров сортируют, а каждый отдельный шар надувают и герметично соединяют приведением противоположных участков обновленной латекс-поверхности в непосредственный контакт друг с другом для образования соединения латекс-латекс, при этом устройство для реализации способа содержит средство для сортировки запаса шаров, средство для надувания каждого отдельного шара после сортировки и средство для герметичного соединения каждого шара после надувания. Способ надувания и герметичного соединения воздушных шаров и устройство для его реализации дополнительно включают операцию надувания и средство для надувания каждого шара после сортировки соответственно. Использование данной горловины воздушного шара обеспечивает, в частности, снижение веса шара. 10 с. и 26 з. п. ф-лы, 15 ил.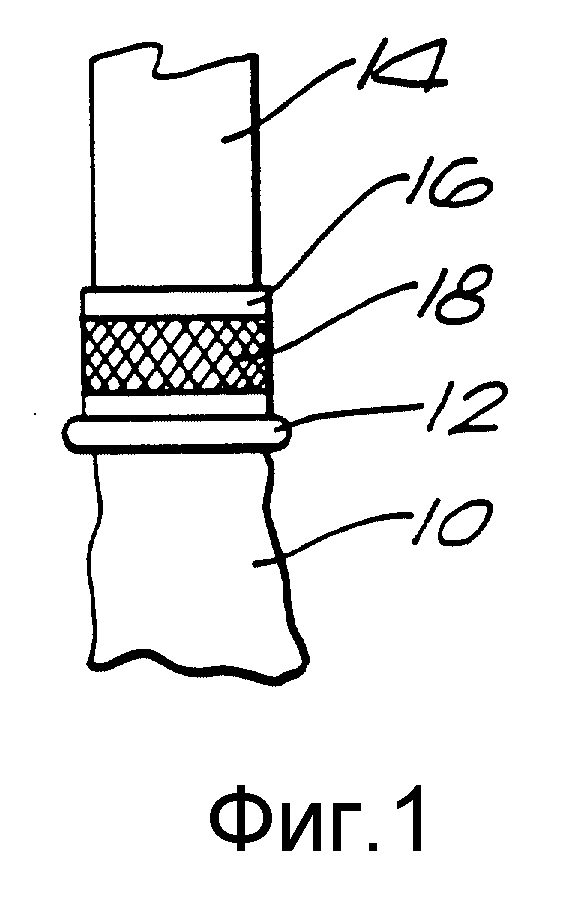
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Шланговое соединение | 0 |
|
SU88A1 |
| US 5383806 A, 24.01.95 | |||
| US 4516949 A, 14.05.85 | |||
| Игрушечный летательный аппарат | 1990 |
|
SU1741837A1 |
| Способ повышения клейкости сопрановых смесей | 1934 |
|
SU48949A1 |
