I
Изобретение относится к литейнбму производству, а именно к намагничивающим устройствам для изготовления магнитных разъемных форм.
Цель изобретения - устранение расхода электроэнергии, повышение качества рабочей поверхности формы, сокращение расхода связующего и формовочного материала.
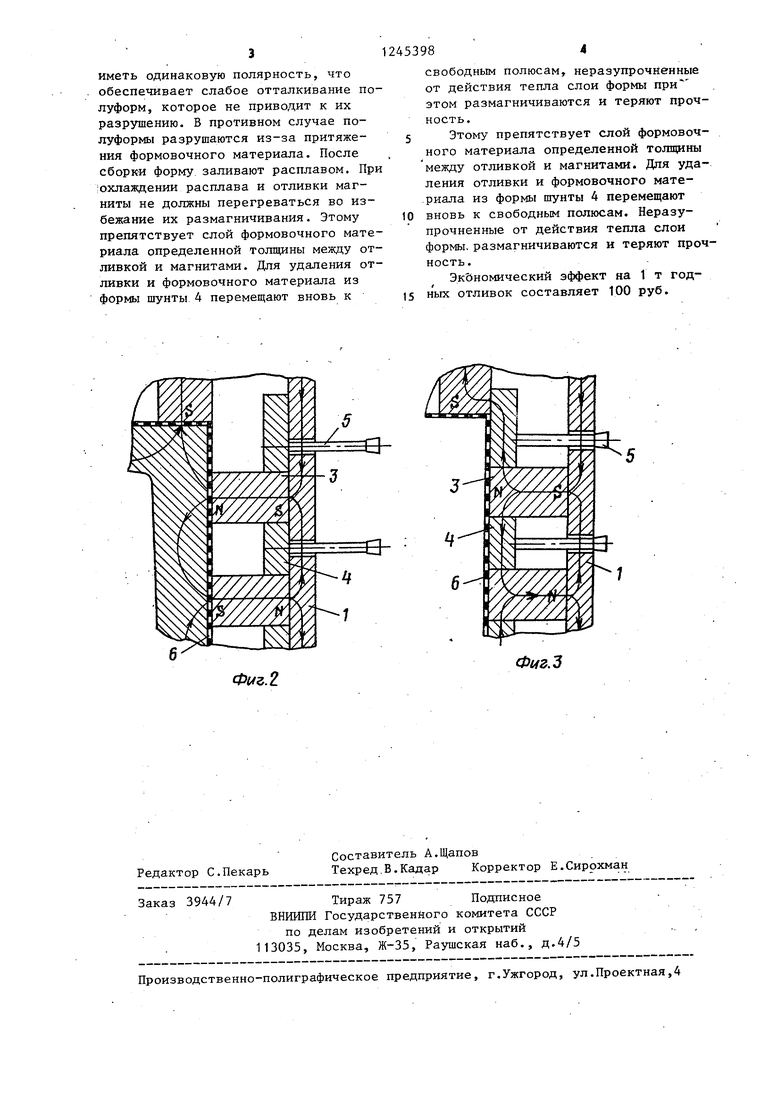
На фиг.1 показано намагничивающее устройство, разрез; на фиг.2 - схема расположения шунтов при включенном устройстве; на фиг.З - то же, при выключенном устройстве,
Намагничивающее устройство содержит ферромагнитный стальной коробчатый каркас 1, перекрытый со стороны контрлада ферромагнитной стальной плитой 2j постоянные магниты 3, укрепленные на внутренней поверхности - каркаса 1 и плиты 2 с одним из своих Лолюсов, ферромагнитные шунты 4,, размещенные между магнитами и имеющие возможность перемещения с помощью .тяг 5 вдоль магнитов от одного их полюса к другому, неферромагнитный сетчатьш экран 6, неферромагнитные вдувные сопла 7.
Магниты размещаются таким обра-.- зом, чтобь один его полюс соприкасался с каркасом 1 или плитой 2, а другой был обращен к полости формы, причем полюса соседних магнитов, расположенные с одной стороны, дол- ны иметь разную полярность, т.е. полярность от магнита к магниту доллша чередоваться N-S-N и т.д. Кроме Того, соседние магниты размещаются относительно друг друга с зазором, величина которого зависит от величины коэрцитивной силы и энергии магнита и его размеров. По- люса, обращенные к полости формы, должны отстоять от нее на величину, определяющук толщину слоя формовочного материала, необходимую для предотвращения сильного нагрева магнитов теплом отливки.
10
В зазорах между соседними магнитами размещены ферромагнитные шунты 4 из магнитомягкого материала с высокой магнитной проницаемостью (Лрмко-железа, низкоуглеродистой . стали и т.п.), передвигающиеся от одного полюса магнита к другому с помощью тяг 5. Тяга 5 должна фиксировать шунт 4 в двух положениях (у полюсов магнита). Для фиксации
20
25
1245398 2
у внутренней поверхности каркаса 1 и гшиты 2 тяга 5 имеет шарнирный перегиб, а для фиксации у противоположного полюса - утолщение на конце.
Магниты., расположенные на поверхности разъема, имеют углубления, чередующиеся с выступами треугольного или сегментного сечения, для того, чтобы частицы, примагнитив- шиеся к ладу формы, смещались в эти углубления и не препятствовали сборке формы. Зазоры между этими магнитами со стороны лада можно пере- 15 крыть неферромагнитными заглушками (не показаны), чтобы исключить попадание формовочного материала, если сетчатый .эран 6 окажется неэффективным:. Экран 6 препятствует попаданию частиц формовочного материала между магнитами, однако пропускает газы из формы.
Намагничивающее устройство работает следующим образом.
На немагнитную модельную плиту устанавливают намагничивающее устройство и через вдувные сопла 7, смонтированные в плите 2 контрлада, подают в замкнутую полость, образовавшуюся между модельной плитой и намагничивающим устройством,, дисперсный сыпучий ферромагнитный матери,ал - дробь стальную. При этом
ферромагнитные шунта 4 находятся у внешних полюсов магнитов и шунтируют. магнитный поток, создаваемый ими. При таком положении шунтов магнитный поток, создавае1 й 1й соседними магнитами, проходят по пути: магнит № 1 - шунт - магнит № 2 - каркас - магнит № 1. Поэтому магнитное поле в замкнутой полости практически отсутствует. .
После заполнения полости устройства шунты 4 с помощью тяг 5 пере- к противоположным полюсам и магннтньш поток замыкается уже по другому пути: магнит № 1 - формовочный материал - магнит № 2 - шунт - магнит № 1.
Таким образом, магнитное поле действзгет в формовочном материале и упрочняет его. Затем модель извлекают из полуформы. Другую полуформу изготовляют аналогично, затем в ниж- 55 нюю полуфррму при необходимости помещают стержни и полуформы соединяют. Причем в местах контакта полуформ соприкасающиеся магниты должны
30
35
40
45
50
иметь одинаковую полярность, что обеспечивает слабое отталкивание полуформ, которое не приводит к их разрушению. В противном случае полуформы разрушаются из-за притяжения формовочного материала. После сборки форму заливают расплавом. При ;охлаждении расплава и отливки магниты не должны перегреваться во избежание их размагничивания. Этому препятствует слой формовочного материала определенной толщины между отливкой и магнитами. Для удаления отливки и формовочного материала из формы шунты 4 перемещают вновь к
свободным полюсам, неразупрочненные от действия тепла слои формы этом размагничиваются и теряют прочность.
Этому препятствует слой формовочного материала определенной толщины между отливкой и магнитами. Для удаления отливки и формовочного материала из формы шунты 4 перемещают вновь к свободным полюсам. Неразупрочненные от действия тепла слои формы, размагничиваются и теряют прочность.
Экономический эффект на 1 т годных отливок составляет 100 руб.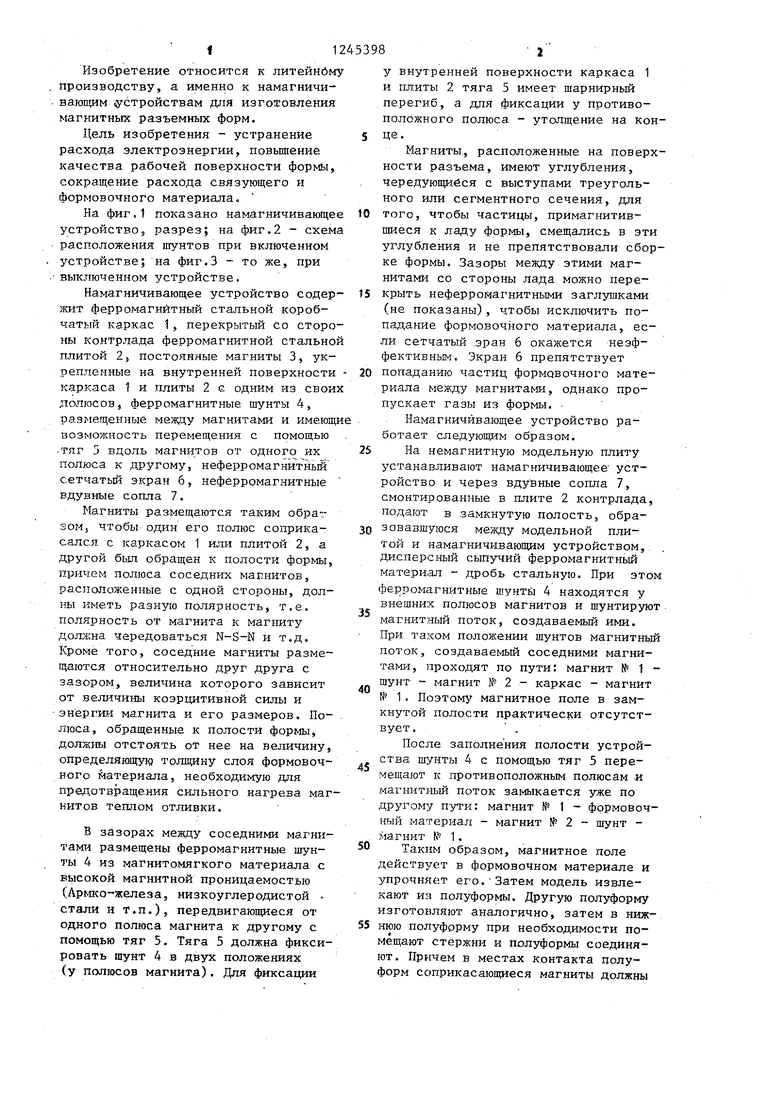

.2
Фtfг.3
Редактор С.Пекарь
Составитель А.Щапов
Техред.В.Кадар Корректор Е.Сирохман
3944/7
Тираж 757 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Патент США № 3620886, кл.164/34, 1974.. | |||
| Способ изготовления литейных форм | 1981 |
|
SU946786A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
