Изобретение относится к способу изготовления сварного соединения по меньшей мере трех деталей на многократном стыке, причем детали соединяют через стык сварным швом.
Изобретение относится также к применению указанного способа при изготовлении транспортных и/или складских контейнеров для кассет с отработавшим ядерным топливом, состоящих из полого цилиндрического основного корпуса, закрепленных на его периферии, ориентированных приблизительно радиально к нему ребер и кожуха из стали, который охватывает все ребра снаружи с геометрическим замыканием.
На практике, как правило, принято изготовлять многократный стык деталей так, чтобы при наличии данных требований участвующие в сварном соединении детали были соединены между собой посредством нескольких сварных швов, выполненных преимущественно в виде углового шва (см. Dubbel "Taschnbuch fur Maschinebau" 17-е издание, стр. G 13).
Такой способ требует, чтобы многократный стык в зоне всех его желобков был доступен для сварщика или автоматического сварочного устройства. Это является недостатком и ограничивает диапазон применения подобных сварных соединений.
Этот способ имеет также тот недостаток, что детали из разных материалов не могут быть сварены между собой с достаточным качеством, или если могут, то лишь со значительными ограничениями.
Оптический контроль или проверка качества сварного шва с помощью соответствующих приборов часто невозможна. Невозможно и применение таких сварных соединений на объектах, к которым должны предъявляться высокие требования безопасности.
Областью применения подобных сварных соединений являются среди прочего транспортно-складские контейнеры для кассет с отработавшим ядерным топливом.
Эти кассеты имеют, в основном, состоящую из двух частей стенку.
Трубчатый основной корпус, первая часть, содержит выступающие от его наружной стороны ребра, и этот основной корпус заключен вместе с ребрами в кожух, являющийся второй частью. Этот кожух дополнительно поглощает излучение. Он защищает расположенные между ребрами элементы из смолы и ребра в случае аварии.
Кожух способствует отводу тепла наружу.
Такой транспортно-складской контейнер описан в патенте ГДР N 131445 и в патенте ФРГ N 4032343.
Заявитель и другие изготовители используют форму выполнения соединения кожуха с основным корпусом, в которой кожух состоит из двух изогнутых точно по наружному размеру ребер получаш, стянутых друг с другом и соединенных с основным корпусом.
При обычной величине этих контейнеров и необходимой толщине стенок получаш кожуха невозможно обеспечить непосредственный материальный контакт между головками всех ребер и внутренней поверхностью получаш.
В любом случае теплопередача от поверхности ребер к кожуху существенно нарушена.
С другой стороны, отсутствие материального соединения между головками ребер и кожухом приводит к потере прочности, которая в случае аварии может вызвать значительные и опасные последствия.
Во избежание этих недостатков в патенте ФРГ N 4032343 предложено составить внешний кожух из отдельных сегментов. Эти сегменты охватывают каждый пространство между двумя соседними головками ребер. Сегменты свариваются между собой и с головками ребер с многократным стыком.
Для дополнительного предохранения ненадежно экранирующего сварного шва на многократном стыке присоединяли уголковые профили, которые дополнительно закрывают сварной шов на многократном стыке.
Большое число сварных швов значительной длины и большое число соединяемых между собой деталей приводило к слишком высоким затратам, несопоставимым с достигаемым эффектом.
Недостатком являлись также вызванные сваркой напряжения в соединяемых элементах.
Из-за высоких требований к теплоотводу рекомендуется изготовлять ребра на основном корпусе из меди, которая прекрасно проводит тепло.
При применении, например, этого материала для ребер при изготовлении сварного шва на многократном стыке возникают дополнительные трудности, для устранения которых практически отсутствуют какие-либо варианты решения.
В патенте ГДР N 228924 описан вариант решения, в котором не используется дополнительный внешний кожух для транспортно-складского контейнера. Это выполнение требует, однако, очень толстостенного основного корпуса. Ребра не защищены. Отсутствует защищенное пространство для дополнительного экранирования излучения посредством элементов из смолы.
Эти транспортно-складские контейнеры не отвечают действующим правилам техники безопасности.
В патенте ФРГ N 3306940 было предложено расположить также на внутренней стороне кожуха ребра, которые входят в промежутки между ребрами на основном корпусе.
Это выполнение требует, чтобы наружная стенка транспортного контейнера была образована поверхностями, которые при монтаже обеспечивают взаимное соединение ребер.
Недостаток, кроме того, заключается в том, что между ребрами основного корпуса и кожухом нет материального контакта или же он есть, но лишь очень ограниченный. Теплоотвод наружу и прочность подобных контейнеров недостаточны.
Необходимое, как правило, прямоугольное выполнение транспортного контейнера имеет существенные недостатки в отношении его прочности в случае аварии.
Кроме того, известен способ изготовления сварного соединения трех деталей с многократным стыком, согласно которому первую и вторую детали располагают на расстоянии друг от друга, конец третьей детали располагают между ними и выполняют сварку (Г.Л.Николаев и др. Расчет, проектирование и изготовление сварных конструкций. -М.: Высшая школа, 1971, с. 46, фиг.42, и с. 52, фиг. 4-6).
Задачей изобретения является изготовление сварного соединения, позволяющего обеспечить, в частности, в транспортных контейнерах для радиоактивного топлива, которые должны отвечать наивысшим требованиям к безопасности, рациональное изготовление соединения, которое обеспечивает сплошной материальный контакт между деталями сварного соединения, обеспечивает также соединение различных материалов на многократном стыке, обеспечивает очень высокую прочность многократного стыкового соединения и может быть сварено с одной стороны многократного стыкового соединения.
Упомянутый технический результат обеспечивается за счет того, что первую и вторую деталь располагают на расстоянии большем абсолютной величины усадки, вызванной валиком, в первой и второй деталях в зоне разделительного стыка со стороны расположения третьей детали выполняют выемку, ограничиваемую обеими деталями в направлении усадки, на противоположных друг другу поверхностях, конец третьей детали вводят с геометрическим замыканием в выемку, и сваривают сварным швом первую и вторую детали.
Согласно предпочтительному выполнению способа при изготовлении транспортных и/или складских контейнеров для кассет с отработавшим ядерным топливом, состоящих из полого цилиндрического основного корпуса, ребер, закрепленных по его окружности и ориентированных приблизительно радиально к цилиндрическому основному корпусу, и кожуха из стали, который охватывает снаружи ребра в их совокупности с геометрическим замыканием, кожух составляют из множества полос, ориентированных параллельно оси основного кожуха, которые охватывают промежуток между двумя соседними ребрами, при этом в качестве первой и второй детали принимают каждые две соседние полосы, а в качестве третьей детали - каждое из ребер.
Другим техническим результатом является возможность изготовления с помощью данного способа транспортно-складского контейнера для кассет с отработанным ядерным топливом, состоящий из насаженных на основной корпус ребер, выполненных из уголковых, преимущественно медных, профилей и закрепленных на периферии основного корпуса посредством резьбовых соединений, и кожуха, выполненного из множества полос, соединенных между собой сварным швом, при этом головки ребер удерживаются с силовым замыканием между прилегающими с геометрическим замыканием заплечиками выемок, выполненных в полосах со стороны расположения головок ребер.
Изобретение поясняется ниже на примере его осуществления.
На фиг. 1 показано сечение многократного стыкового соединения согласно изобретению;
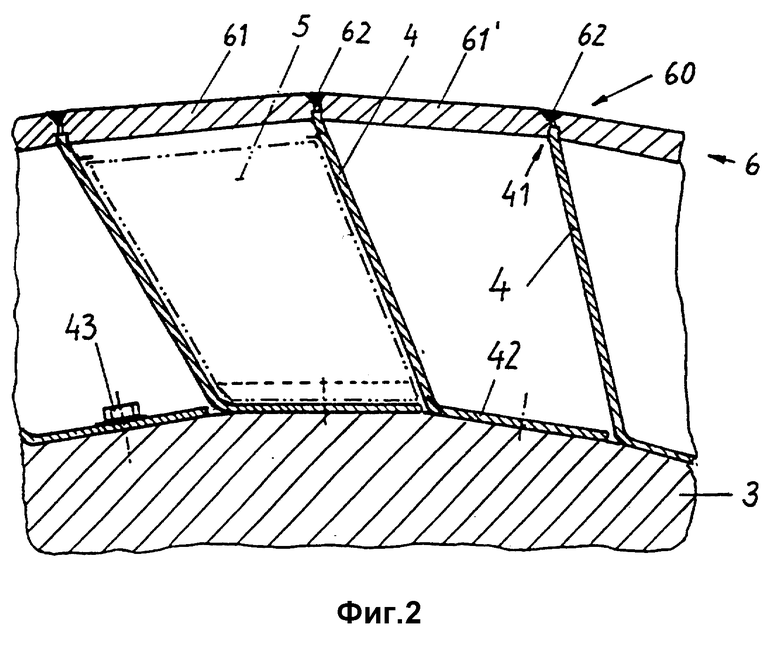
фиг. 2 - сечение краевой зоны транспортного контейнера с ребрами и корпусом;
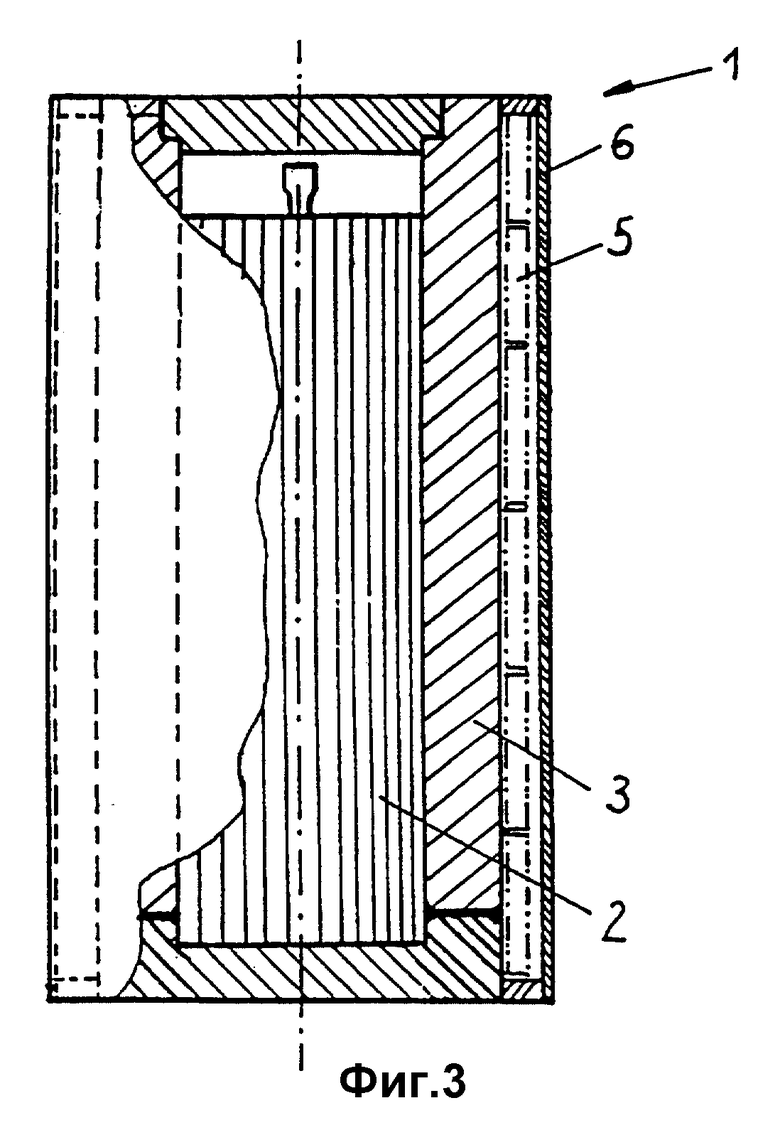
фиг. 3 - общий вид транспортного контейнера.
Изобретение описано на примере транспортного контейнера для кассет с отработавшим ядерным топливом или стержней ядерного топлива.
Многократный стык деталей 61, 61', 4 образован здесь первой полосой 61 (первая деталь) и второй полосой 61' (вторая деталь), непосредственно соседних друг другу, а также головкой 41 ребра 4 (третья деталь).
Ребро 4 состоит из медного профиля с равномерно формованной головкой 41.
Полосы 61, 61' имеют на противоположно направленных концах по одной выемке 612, 612' в форме ступеньки или заплечика, которые охватывают головку 41 ребра 4 с геометрическим замыканием. Когда эти ступенчатые выемки 612, 612' прилегают к боковым поверхностям ребра 4, то между противоположно направленными кромками над заплечиками выемок остается разделительный шов 611 шириной около 1 мм.
В зоне над разделительным швом 611 эти полосы 61, 61' подготовлены посредством соответствующих фасок для последующего процесса сварки.
Сварной шов 62 выполняют слоями вверх, начиная с разделительного шва 611, и изготовляют таким образом соединение между двумя соседними полосами 61, 61'. Головка 41 ребра 4 при этом не оплавляется.
В результате возникающих в процессе сварки усадочных усилий соединенные между собой полосы 61, 61' стягиваются настолько сильно, что головка 41 ребра 4 образует с прилегающими с геометрическим замыканием ступеньками 612, 612' полос 61, 61' почти материальное соединение.
Относительно высокие усадочные усилия и ввод большого количества тепла при сварке вызывают пластическую деформацию поверхности более мягкого медного ребра под давлением и соединение между собой всех поверхностей в их комплексной структуре.
Подобное соединение исключает необходимость сварки между собой разнородных материалов.
Материал третьей детали 4 выбирают в определенных пределах. Решающим для выбора материала являются сохранение им в условиях процесса сварки своей формы и возможность оказания достаточно большого сопротивления усадочным усилиям. Полученное соединение обладает очень высокой прочностью и полностью исключает разрушение вследствие инициаторов трещин с влиянием надреза.
Высвободившееся кассетами 2 тепло хорошо уходит через место соединения от медного ребра 4 в кожух 6 и отводится в окружающее пространство. Температура в транспортно-складском контейнере 1 поддерживается в допустимых пределах.
Контейнер 1, изображенный на фиг. 2 в виде фрагмента и на фиг. 3 целиком, изготовляют, применяя усовершенствованный способ согласно изобретению.
Ребра 4 закрепляют посредством резьбового соединения 43 на периферии цилиндрического основного корпуса 3. Необходимые для этого резьбовые отверстия имеют лишь небольшую глубину и достаточно прочно удерживают ребра 4 на поверхности основного корпуса 3.
Между ребрами, проходящими вдоль образующих основного корпуса 3, помещают элементы 5 из смолы, экранирующие значительную часть нейтронного излучения. Эти элементы 5 вставляют с небольшим зазором снаружи и фиксируют на расстоянии от верхней кромки ребер 4.
Полосы 61, 61', из которых составлен кожух 6, образуют верхнее ограничение полостей.
Форма полос уже была описана с помощью фиг. 1. Перед началом процесса сварки полосы 61, 61' фиксируют путем прихватывания удаляемых держателей, что обеспечивает высокую точность сварного шва 62.
С помощью удаляемых держателей можно еще свободную на одном конце полосу 61 ориентировать ее кромкой, ограничивающей разделительный шов следующего сварного шва, под натяжением относительно головки 41 находящегося там ребра 4. За счет угловой усадки сварного шва 62 свободный еще конец полосы 61 приподнимается, и головка ребра фиксируется под натяжением на заплечике выемки 612.
Таким образом, значительно упрощается фиксация положения деталей для подготовки сварки и существенно уменьшаются напряжения.
Форма ребер 4 не привязана к профилю, изображенному на фиг. 2. Важно, что в зоне многократного стыкового соединения 60 поверхности ступенек выбраны так, что высокие усадочные усилия отводятся внутрь сечения полос 61, 61'.
Ребро 4 может быть также образовано двумя зеркально-симметрично направленными друг к другу медными профилями, верхние наружные концы которых вставлены сообща между ступеньками двух соседних полос 61, 61' в общее соединение 60.
Форма ребер 4 зависит прежде всего от того, какие требования предъявляются к контейнеру. Если он должен амортизировать сильный механический удар, то целесообразны наклоненные в одну сторону ребра.
Если придается значение высокой жесткости кожуха, то следует использовать направленные друг к другу ребра 4.
Кожух после соединения всех полос является самонесущим и придает транспортному контейнеру высокую прочность.
Изобретение относится к способу изготовления сварного соединения по меньшей мере трех деталей на многократном стыке и может быть использовано в машиностроении при изготовлении контейнеров для кассет с ядерным топливом. По меньшей мере одну первую и вторую детали позиционируют вдоль их разделительного стыка на расстоянии друг от друга. В обеих этих деталях в зоне разделительного стыка выполняют выемку, ограничиваемую обеими деталями в направлении усадки на противоположных друг другу поверхностях. Примыкающий конец третьей детали вводят с геометрическим замыканием в выемку. По завершении этого процесса сборки первую и вторую детали соединяют сварным швом. Предложено применение способа для изготовления транспортно-складского контейнера для кассет с отработавшим ядерным топливом. Контейнер, полученный данным способом, обладает высокой прочностью. Соединение деталей по данной технологии обеспечивает возможность получения конструкции из разнородных материалов, высокую прочность соединения. 2 с. и 1 з.п. ф-лы, 3 ил.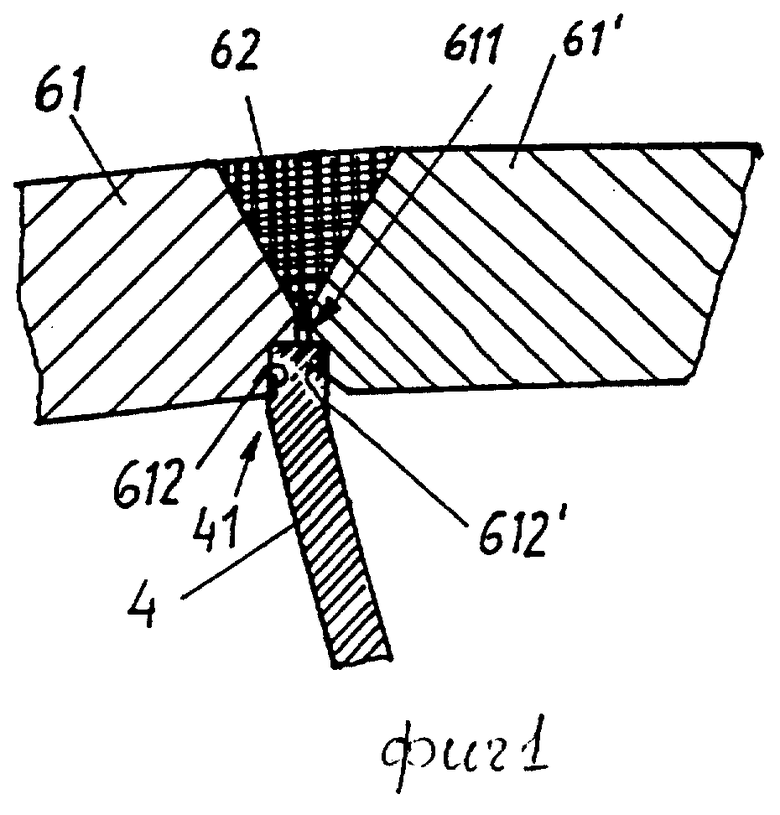
| Николаев Г.А и др | |||
| Расчет, проектирование и изготовление сварных конструкций | |||
| - М.: Высшая школа, 1971, с.46 фиг.4-2, с.52 фиг.4-6 | |||
| SU 1235389 A1, 30.05.90 | |||
| Устройство для извлечения и транспортировки гибких радиоактивных изделий | 1981 |
|
SU1026584A1 |
| US 5026098 A, 14.07.89 | |||
| US 3808446 A, 30.04.74 | |||
| US 3930166 A, 30.12.75. | |||

