Настоящее изобретение относится к способу, а также к паяльной фольге для изготовления металлического сотового элемента, состоящего из свернутых в рулон, набранных в пакет или скрученных по меньшей мере частично структурированных металлических листов.
Металлические сотовые элементы используют, например, в качестве корпусов-носителей каталитически активного материала, применяемых для нейтрализации отработавших газов (ОГ) транспортных средств. Такие сотовые элементы используют и в других областях при наличии у металлического листа сравнительно мелко структурированной поверхности, например, в теплообменниках.
Для соединения слоев металлических листов путем металлического сплавления сотовый элемент подвергают процессу пайки. Из DE 2924592 А1 известны различные возможные методы введения припоя внутрь металлического сотового элемента. Конкретный метод введения припоя внутрь сотового элемента зависит от типа самого припоя. Если речь идет о порошковом припое, то его можно вводить внутрь сотового элемента с использованием псевдоожиженного слоя порошкового припоя. Для того чтобы порошковый припой не высыпался и оставался внутри сотового элемента вплоть до проведения собственно процесса пайки, необходимо по меньшей мере частично наносить на металлические листы сотового элемента клей, удерживающий порошковый припой. Подобный способ нанесения припоя известен также из WO 94/06594.
Из DE 2924592 А1 известен также способ введения припоя в виде паяльной фольги, в частности в виде паяльных лент, внутрь сотового элемента. Такую паяльную ленту (ленточный припой) помещают между слоями структурированных металлических листов в процессе свертывания этих слоев в рулон или их набора в пакет. При использовании паяльной ленты можно отказаться от нанесения клея, необходимого для удержания порошкового припоя. Однако введение паяльной ленты между слоями металлических листов приводит в процессе пайки к уменьшению усилий предварительного сжатия сотового элемента, в результате чего между слоями металлических листов частично не происходит образования паяных соединений.
Еще одна возможность введения припоя внутрь сотового элемента заключается согласно DE 2924592 А1 в том, чтобы свертывать в рулон, набирать в пакет или скручивать по меньшей мере частично структурированные металлические листы с получением цилиндрического сотового элемента и затем запрессовывать по меньшей мере с одного торца этого сотового элемента паяльную фольгу определенной толщины. При этом такую паяльную фольгу запрессовывают в сотовый элемент настолько глубоко, чтобы припой в процессе пайки оставался в отдельных ячейках сотовой структуры.
Однако при такой технологии приходится сталкиваться с определенной проблемой, которая состоит в том, что кромки слоев металлических листов не должны прорезать паяльную фольгу насквозь, поскольку в противном случае при тепловом расширении сотового элемента в радиальном направлении кусочки припоя будут выпадать из отдельных ячеек его сотовой структуры. Пайка сотового элемента в зоне его обоих торцов также связана с проблемами, поскольку при нагреве сотового элемента вместе с припоем до температуры пайки находящийся внутри сотового элемента воздух расширяется, повышая внутри сотового элемента давление, способное вытеснять наружу припой из отдельных ячеек сотовой структуры.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать такие способ и паяльную фольгу для изготовления металлического сотового элемента, которые позволили бы упростить изготовление последнего и обеспечить качественное паяное соединение между его слоями металлических листов.
Указанная задача решается с помощью способа изготовления металлического сотового элемента, состоящего из свернутых в рулон, набранных в пакет или скрученных по меньшей мере частично структурированных металлических листов, в котором по меньшей мере один лист паяльной фольги располагают по меньшей мере на одном торце сотового элемента и накладывают по крайней мере на часть слоев металлических листов с обеспечением прилегания этой фольги к последним и сотовый элемент подвергают процессу пайки для соединения по меньшей мере этих слоев металлических листов путем металлического сплавления. Согласно изобретению используют по меньшей мере газопроницаемую паяльную фольгу.
При этом предпочтительно использовать пористую или вспененную фольгу.
Благодаря газопроницаемости паяльной фольги находящийся в сотовом элементе газ не оказывает или оказывает лишь незначительное влияние на поведение паяльной фольги в процессе пайки. В результате этого обеспечивается также всасывание паяльной фольги внутрь сотового элемента за счет эффекта капиллярности. Поэтому нет необходимости вдавливать, соответственно запрессовывать паяльную фольгу на такую же глубину в сотовый элемент, как это требуется согласно уровню техники и для чего был бы нужен особый инструмент.
Предлагаемый в изобретении способ позволяет также избирательно соединять по меньшей мере указанные слои металлических листов сотового элемента путем металлического сплавления. Имея фольгу соответствующей формы, при которой ее наружный контур не обязательно должен совпадать с линией, очерчивающей периметр торца сотового элемента, слои металлических листов сотового элемента можно соединять друг с другом на отдельных участках. Подобная технология позволяет также отказаться от использования масок, через которые припой лишь выборочно наносят на торец сотового элемента, как это известно из уровня техники при нанесении порошкового припоя. Выборочное соединение указанных слоев металлических листов путем металлического сплавления, соответственно их соединение на отдельных участках путем металлического сплавления можно также осуществлять, помещая на торец несколько листов паяльной фольги. Предлагаемый в изобретении способ позволяет также придавать соединениям по меньшей мере указанных слоев металлических листов сотового элемента путем их металлического сплавления разнообразные формы. Так, например, в соответствии с одним из предпочтительных вариантов осуществления способа по меньшей мере один лист паяльной фольги можно накладывать по меньшей мере на часть слоев металлических листов на каждом из торцов сотового элемента.
Наибольшая механическая прочность сотового элемента достигается в том случае, если по крайней мере один лист паяльной фольги наложить по меньшей мере с одного торца на все слои металлических листов и подвергнуть их процессу пайки.
При этом в качестве паяльной фольги предпочтительно использовать вспененную паяльную фольгу, имеющую ячеистую структуру с открытыми порами. Подобная вспененная паяльная фольга особенно хорошо удерживается на торце сотового элемента. Еще одно преимущество подобной технологии заключается в относительно интенсивном газообмене через такую вспененную паяльную фольгу между окружающей атмосферой и внутренними полостями сотового элемента.
С целью обеспечить соединение между собой отдельных слоев металлических листов сотового элемента путем металлического сплавления в другом предпочтительном варианте предлагается накладывать по одному листу паяльной фольги по меньшей мере с одного торца сотового элемента по меньшей мере на часть металлических листов, а затем подвергать сотовый элемент с этой фольгой процессу пайки. Газопроницаемость паяльной фольги позволяет паять металлические листы с каждого торца сотового элемента одновременно, т.е. за одну единственную операцию пайки. В этом случае обеспечивается наиболее высокая прочность металлического сотового элемента.
С целью улучшить сцепление паяльной фольги с торцом сотового элемента предлагается по меньшей мере частично запрессовывать каждый из листов паяльной фольги внутрь сотового элемента. Однако при этом ее следует запрессовывать таким образом, чтобы в основном сохранить газопроницаемость этой фольги.
Для более простого изготовления металлического сотового элемента предлагается сначала по меньшей мере один лист паяльной фольги помещать по меньшей мере на один торец сотового элемента, а затем сотовый элемент с паяльной фольгой вставлять в трубчатый кожух. Альтернативно этому можно сначала вставлять сотовый элемент в трубчатый кожух, а затем по меньшей мере один лист паяльной фольги помещать по меньшей мере на один торец сотового элемента.
Предпочтителен также вариант осуществления способа, в котором трубчатый кожух соединяют с сотовым элементом и металлические листы, из которых состоит сотовый элемент, соединяют между собой за одну единственную операцию пайки. С этой целью предлагается вставлять сотовый элемент в трубчатый кожух и обеспечивать прилегание по меньшей мере одного листа паяльной фольги по меньшей мере к одному участку внутренней поверхности трубчатого кожуха и по меньшей мере к части слоев металлических листов. Благодаря этому достигается также относительно жесткое соединение трубчатого кожуха с сотовым элементом.
При необходимости сохранить упругость сотового элемента по меньшей мере в смежной с трубчатым кожухом краевой зоне, что позволяет компенсировать различные по величине тепловые расширения в радиальном направлении сотового элемента и трубчатого кожуха, предлагается располагать сотовый элемент в трубчатом кожухе и обеспечивать прилегание по меньшей мере одного листа паяльной фольги по меньшей мере к части слоев металлических листов с отступом от внутренней поверхности трубчатого кожуха по меньшей мере на одном ее участке.
В соответствии со следующим предпочтительным вариантом осуществления способа предлагается подвергать сотовый элемент вместе с паяльной фольгой процессу вакуумной пайки. Газопроницаемость фольги и вакуумная пайка, которой подвергают сотовый элемент, обеспечивают наиболее качественное соединение слоев металлических листов путем металлического сплавления.
Для дальнейшего повышения качества соединения слоев металлических листов путем металлического сплавления предлагается сначала термически очищать сотовый элемент с паяльной фольгой под вакуумом в камере очистки, а затем помещать их для проведения процесса пайки в технологическую камеру.
Благодаря тому что паяльная фольга удерживается по меньшей мере на одном торце сотового элемента, нет необходимости использовать для ее крепления к этому торцу клей или иные средства, как это известно для способов, в которых используют порошковый припой. При термической очистке клей при осуществлении подобных способов мог бы утратить свои клеящие свойства, из-за чего припой стал бы при дальнейших технологических операциях высыпаться наружу. Кроме того, исключается загрязнение камеры очистки парами удерживающего припой клея. Если камеру очистки после ее вакуумирования заполнить, например, защитным газом, то согласно предлагаемому способу возможно многократное применение используемого для создания защитной атмосферы газа, поскольку такой газ не загрязняется вовсе или же загрязняется в очень незначительной степени улетучивающимися веществами.
Еще одним объектом настоящего изобретения является паяльная фольга для изготовления металлического сотового элемента, состоящего из свернутых в рулон, набранных в пакет или скрученных по меньшей мере частично структурированных металлических листов. Согласно изобретению паяльная фольга является газопроницаемой. Применение подобной паяльной фольги для изготовления металлического сотового элемента позволяет отказаться от относительно трудоемкого нанесения порошкового припоя на поверхность металлических листов. Если у сотовых элементов с нанесенным на образующие его металлические листы порошковым припоем постоянно существовала опасность осыпания порошкового припоя в процессе перемещения этого сотового элемента на позицию пайки, то при использовании паяльной фольги, представляющей собой макроскопическую структуру, такая опасность больше не существует. В результате упрощается также технология изготовления сотовых элементов.
Предпочтительна паяльная фольга, имеющая пористую, в частности открытопористую, структуру, повышающую газопроницаемость фольги.
В соответствии со следующим предпочтительным вариантом предлагается изготавливать паяльную фольгу в виде вспененной паяльной фольги.
Для повышения эффективности процесса пайки, а тем самым и улучшения качества паяного соединения деталей, в частности слоев металлических листов между собой, предпочтительно, чтобы паяльная фольга содержала по меньшей мере одну флюсующую добавку.
Паяльную фольгу предпочтительно изготавливать из материала на никелевой основе. Паяльная фольга может содержать небольшое количество углерода. Она может также в основном и не содержать углерода.
Для снижения температуры пайки и повышения качества паяного соединения предпочтительно, чтобы паяльная фольга содержала бор и/или кремний. Содержание бора в паяльной фольге может составлять до 8,5 мас.%. Кроме того, материал паяльной фольги может также практически не содержать хрома.
Другие преимущества и отличительные особенности изобретения более подробно рассмотрены ниже на примере описания некоторых вариантов его осуществления со ссылкой на прилагаемые чертежи, которые показывают:
на фиг.1 - продольный разрез металлического сотового элемента,
на фиг.2 - вид спереди сотового элемента по фиг. 1,
на фиг.3 - схематичное изображение паяльной фольги в сечении,
на фиг.4 - вид сверху первого варианта выполнения паяльной фольги,
на фиг.5 - вид сверху второго варианта выполнения паяльной фольги,
на фиг.6 - вид сверху третьего варианта выполнения паяльной фольги.
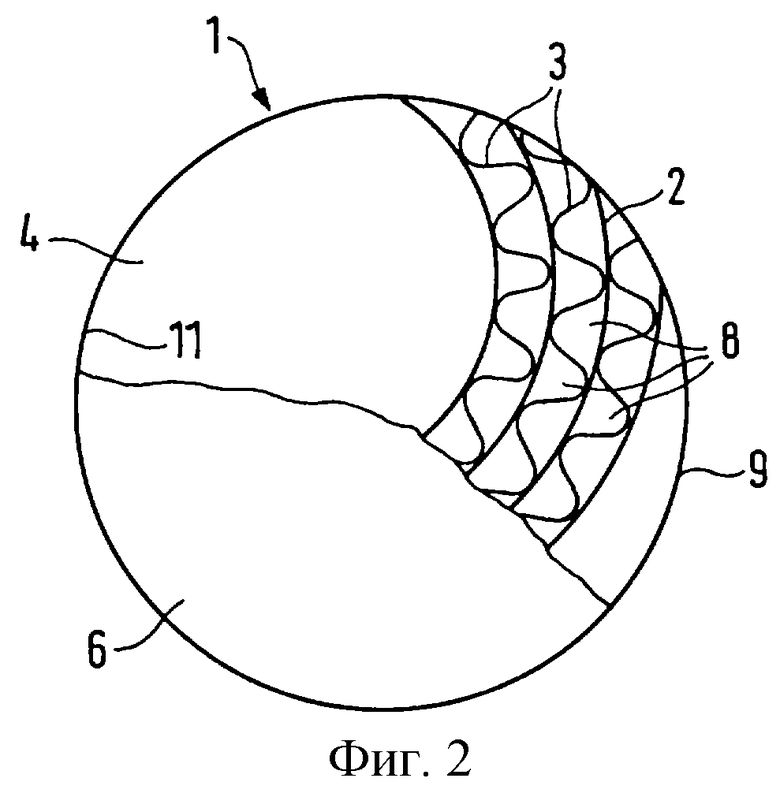
На фиг. 1 показан сотовый элемент в продольном разрезе. Этот сотовый элемент 1 вставлен в трубчатый кожух 9 и имеет торцы 4, 5. На каждом из торцов 4, 5 расположено по листу паяльной фольги 6, 7 соответственно. Листы этой паяльной фольги 6, 7 прижаты к соответствующему торцу 4, 5, благодаря чему эта фольга удерживается на сотовом элементе 1. Паяльная фольга 6, 7 соответственно покрывает практически весь торец 4, 5 соответственно. Паяльная фольга 6, 7 прилегает также к некоторому участку внутренней поверхности 11 трубчатого кожуха 9.
Сотовый элемент 1 образован слоями гладких 2 и структурированных 3 металлических листов. Эти металлические листы 2, 3 ограничивают каналы 8, которые проходят в основном в осевом направлении сотового элемента 1. Подобные сотовые элементы 1 используют в качестве корпусов-носителей катализатора в системах выпуска ОГ транспортных средств. На фиг.2 схематично показано, что паяльная фольга 6 расположена на торце 4 сотового элемента. Внешний контур паяльной фольги 6, 7 соответственно соответствует в основном внутреннему контуру трубчатого кожуха 9, благодаря чему практически весь торец 4, 5 оказывается закрытым паяльной фольгой.
Подготовленный подобным образом сотовый элемент подвергают процессу пайки. Благодаря тому что паяльная фольга удерживается на торце 4, 5 соответственно, сотовый элемент можно паять в вертикальном положении (т.е. "стоймя"). При таком расположении продольная ось сотового элемента проходит практически вертикально. Процесс пайки можно проводить в вакуумной паяльной печи, поскольку паяльная фольга является газопроницаемой. Указанные свойства паяльной фольги позволяют вакуумировать и отдельные каналы 8 сотового элемента. Сотовый элемент перед процессом вакуумной пайки целесообразно предварительно подвергать очистке в соответствующей камере очистки. Очистку можно проводить в камере очистки вакуумированием. После этого в камеру очистки можно подать, например, газ, в частности инертный газ, предпочтительно подогретый инертный газ. Такая стадия очистки позволяет удалить возможные остатки используемых в процессе изготовления сотового элемента материалов, например прокатного масла. После этого сотовый элемент можно подвергать процессу пайки, при необходимости в соответствующей технологической камере.
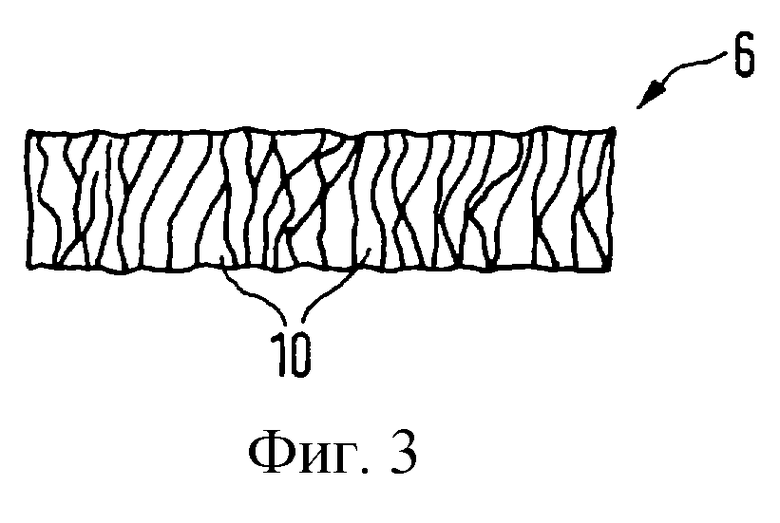
Паяльную фольгу 6, 7 предпочтительно выполнять в виде вспененной паяльной фольги, как этой схематично показано на фиг.3. В такой вспененной паяльной фольге имеются сквозные поры 10. Эти поры делают паяльную фольгу газопроницаемой. Паяльная фольга предпочтительно содержит флюсующую добавку и представляет собой материал на никелевой основе.
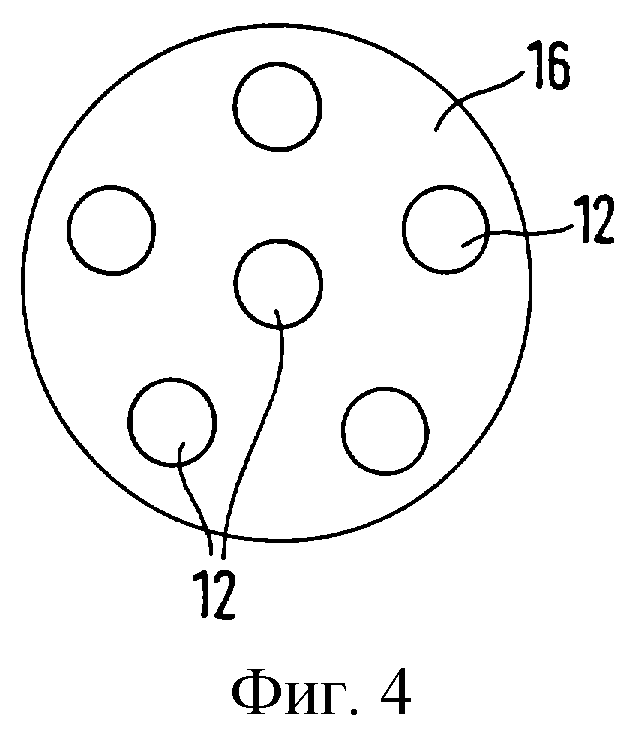
На фиг. 4 показан один из вариантов выполнения паяльной фольги 16. Эта паяльная фольга 16 имеет сквозные отверстия 12, за счет которых металлические листы не соединяются друг с другом на отдельных участках. Форму и количество сквозных отверстий 12 можно подбирать в соответствии с требуемым результатом, который необходимо получить при пайке.
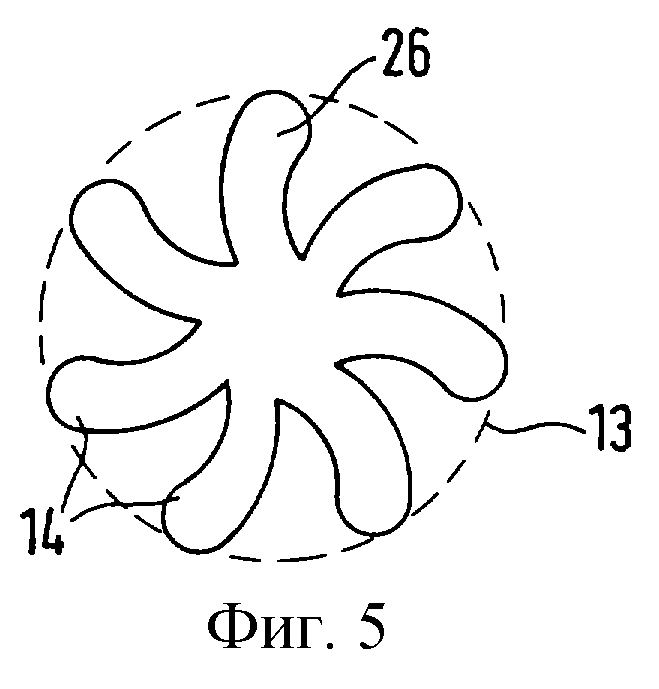
На фиг.5 показан вид сверху второго варианта выполнения паяльной фольги 26. Эта паяльная фольга 26 имеет выходящие из центра по типу лепестков зубцы 14. Вершины этих зубцов 14 лежат на общей воображаемой окружности 13. Эта окружность 13 может совпадать с внешним периметром торца сотового элемента. При таком выполнении паяльной фольги 26 получаемое паяное соединение слоев металлических листов имеет форму лучей, выходящих из центра сотового элемента.
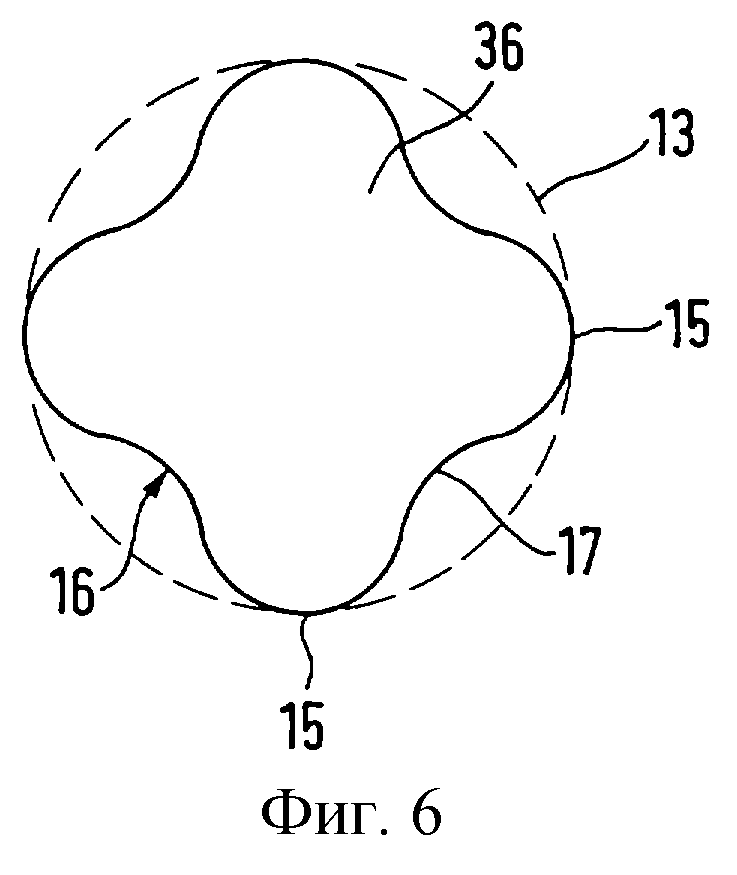
Следующий вариант выполнения паяльной фольги 36 представлен на фиг.6. Показанная на фиг.6 паяльная фольга 36 имеет по своему наружному периметру участки 15, вершины которых лежат на общей воображаемой окружности 13. Между двумя соседними участками 15 находится участок 17, который, если смотреть из центра окружности 13, соответственно паяльной фольги 36, расположен на некотором расстоянии от окружности 13, соответственно несколько вогнут к указанному центру окружности 13. Если внешняя окружность 13, определяющая наружный периметр фольги, совпадает с внутренним периметром внутренней поверхности трубчатого кожуха, то слои металлических листов соединяются с трубчатым кожухом на участках 15. На участках же 17, расположенных между участками 15, слои металлических листов сотового элемента не соединяются с трубчатым кожухом.
Изобретение может быть использовано при изготовлении металлического сотового элемента. Сотовый элемент состоит из свернутых в рулон, набранных в пакет или скрученных по меньшей мере частично структурированных металлических листов. По меньшей мере на один торец сотового элемента накладывают газопроницаемую паяльную фольгу и осуществляют процесс пайки для соединения слоев. Для проведения процесса пайки сотовый элемент и паяльная фольга могут быть вставлены в трубчатый кожух. Может быть использована пористая фольга или вспененная фольга. Фольга может быть изготовлена из материала на никелевой основе. Фольга может содержать флюсующие добавки. Изобретение обеспечивает получение качественного паяного соединения при упрощении процесса. 2 с. и 17 з.п. ф-лы, 6 ил.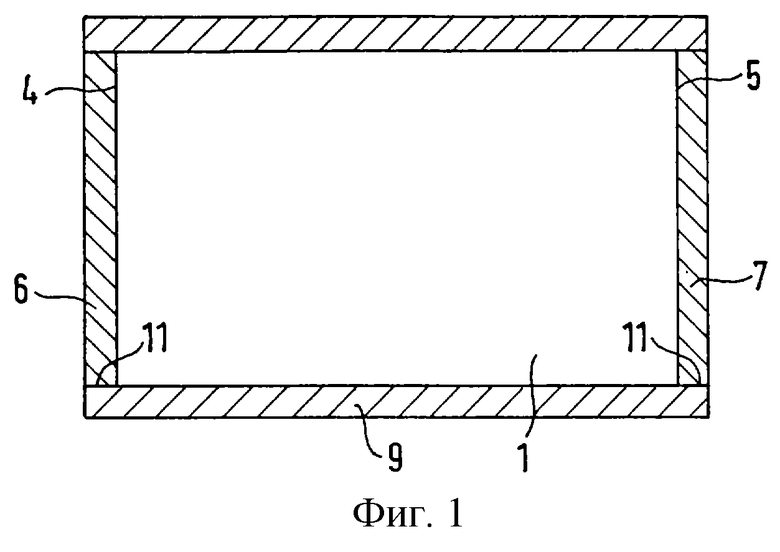
| DE 2924592 А1, 15.01.1981 | |||
| Способ получения неполных эфиров фосфорзамещенной метилфосфонистой кислоты | 1977 |
|
SU653264A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Способ пайки сотовых металлических конструкций | 1989 |
|
SU1682066A1 |

