Изобретения касаются ровницы, относящейся к полуфабрикатам прядильного производства, полученным в результате вытягивания волокнистого продукта (ленты) и последующей фиксации взаимного расположения волокон, и способа формирования ровницы.
В процессе производства пряжи из натуральных волокон формируется волокнистый продукт (лента), имеющий постоянный развес (линейную плотность). Для получения пряжи этот полуфабрикат проходит несколько этапов вытягивания, при этом его линейная плотность уменьшается. Продукт с линейной плотностью 0,25-2 ктекс (ровница) имеет малую прочность и для фиксации волокон подвергается слабому скручиванию с круткой 10-40 круч/м или ссучиванию при переработке шерсти по аппаратной системе прядения (Труевцев Н.И. и др. Технология и оборудование текстильного производства.-М.: Легкая индустрия, 1975).
Формирование такой ровницы сопровождается вращением паковки с готовой ровницей, имеющей значительную массу, или возвратно-поступательным движением сучильных рукавов. Движение значительных масс ограничивает скорость производства ровницы.
Известна ровница, содержащая сердечник, обвитый свободными концами принадлежащих ему волокон (EP 0 375 242 A2, 27.06.90).
Обвивание сердечника ровницы свободными концами волокон осуществляется за счет вращения сопла и не определена величина шага обвивки сердечника волокнами, при которой возможно качественное вытягивание ровницы с обеспечением оптимальной ее прочности.
Известен способ формирования ровницы, заключающийся в том, что выходящую из вытяжного прибора мычку обвивают выходящими из нее волокнами (EP 0 375 242 A2, 27.06.97).
Обвивание сердечника ровницы свободными концами волокон за счет вращения сопла ограничивает возможности повышения производительности ровничной машины.
Задачей группы изобретений является усовершенствование структуры ровницы для достижения технического результата, состоящего в обеспечении возможности качественного вытягивания ровницы при оптимальной ее прочности, и усовершенствование способа формирования ровницы для достижения технического результата, состоящего в повышении производительности ровничной машины.
Указанный технический результат, относящийся к ровнице, содержащей сердечник, обвитый свободными концами принадлежащих ему волокон, достигается тем, что шаг обвивки составляет от 20 мм до 0,25 lш, где lш- модальная длина волокна, при этом сердечник состоит из натуральных волокон или их смеси с химическими волокнами.
Технический результат, относящийся к способу формирования ровницы, заключающемуся в том, что выходящую из вытяжного прибора мычку обвивают выходящими из нее свободными концами волокон, достигается тем, что обвивку мычки осуществляют за счет скольжения свободных концов волокон по винтовым ребрам, выполненным из изоляционного материала на внутренней поверхности формирующей воронки, при этом контакт концов волокон с ребрами воронки обеспечивают за счет нанесения электрических зарядов противоположного знака на поверхность формируемой ровницы и на формирующую воронку.
На чертеже изображен внешний вид ровницы и технологическая схема ее формирования.
Эксперименты показывают, что при производстве ровницы из чесаного льняного волокна свободные концы волокон могут составлять до 50 мм. Плотность концов волокон на поверхности мычки после прохождения уплотнителя, придающего ей круглую форму, составляет в среднем 3 на 1 см. При шаге обвивки, меньшем 20 мм, прочность ровницы значительно возрастает, что создает препятствия для ее дальнейшего вытягивания. При увеличении шага обвивки прочность ровницы снижается, однако она остается достаточной для обеспечения нормального процесса ее наматывания на катушку и сматывания на прядильной машине. Если шаг обвивки превышает 0,25 lш, где lш- модальная длина волокна, то прочность ровницы падает настолько, что ее наматывание становится невозможным.
Формирование ровницы осуществляют следующим образом.
Мычка, выходящая из передней пары 1 вытяжного прибора, проходит через металлический уплотнитель 2, который придает ей округлую форму. Уплотнитель соединен с одним из электродов высоковольтного генератора постоянного тока 3. В результате этого поверхностные волокна мычки получают электрический заряд. Второй электрод высоковольтного генератора 3 подсоединен к формирующей воронке 4, в результате чего на ней создается заряд противоположного знака. Заряженные концы волокон на поверхности мычки притягиваются к внутренней поверхности формирующей воронки 4, которая имеет изоляционное покрытие 5 с ребрами винтовой формы. Шаг ребер равен требуемому шагу обвивки мычки волокнами. Сердечник мычки, зажатый в передней паре 1 вытяжного прибора и в выпускной паре 6, движется без кручения, а волокна, притянутые к оребренной поверхности формирующей воронки, увлекаются ребрами в тангенциальном направлении и обкручиваются с требуемым шагом вокруг мычки. В выходной части формирующей воронки изоляционное покрытие и оребрение отсутствуют. Здесь сформированная ровница 7 касается металлической поверхности, имеющей противоположный заряд, в результате чего заряд на ее поверхности нейтрализуется, поэтому волокна на сформированной ровнице по ее выходе из формирующей воронки не распушаются. Нейтрализация заряда обеспечивает также безопасную работу с оборудованием.
Существенными отличиями заявленной ровницы от наиболее близкого аналога является шаг обвивки от 20 мм до 0,25 lш, где lш-модальная длина волокна, не препятствующей дальнейшему процессу вытягивания на прядильной машине.
Существенными отличиями способа формирования ровницы являются обкрутка волокнистого сердечника, движущегося в продольном направлении, свободными концами волокон, увлекаемых винтовыми ребрами на внутренней изоляционной поверхности формирующей воронки, а также обеспечение контакта обкручивающих концов волокон с винтовыми ребрами за счет нанесения электрических зарядов противоположного знака на поверхность формируемой ровницы и на формирующую воронку.
Данные признаки являются существенными, так как позволяют получить объекты, обладающие новыми качествами, а именно, производить вытяжку ровницы в виде волокнистого сердечника, обвитого свободными концами волокон, производить формирование такой ровницы с требуемыми значениями шага обкрутки.
Способ позволяет существенно увеличить скорость формирования ровницы за счет снятия ограничений, связанных с необходимостью вращения паковок, имеющих значительную массу, при формировании ровницы.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОВНИЦА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1997 |
|
RU2124080C1 |
| СПОСОБ ПОЛУЧЕНИЯ РОВНИЦЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2128252C1 |
| РОВНИЦА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2000 |
|
RU2164567C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФАСОННОЙ ПРЯЖИ | 2000 |
|
RU2170294C1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ НЕКРУЧЕНОЙ РОВНИЦЫ ИЗ ЛЬНЯНОГО ВОЛОКНА | 2000 |
|
RU2168569C1 |
| СПОСОБ ФОРМИРОВАНИЯ И ПОДГОТОВКИ НЕКРУЧЕНОЙ ЛЬНЯНОЙ РОВНИЦЫ К ПРЯДЕНИЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2467103C2 |
| СПОСОБ ФОРМИРОВАНИЯ И ПОДГОТОВКИ ЛЬНЯНОЙ РОВНИЦЫ К ПРЯДЕНИЮ | 2008 |
|
RU2404300C2 |
| СПОСОБ ФОРМИРОВАНИЯ НЕКРУЧЕНОЙ РОВНИЦЫ ИЗ ЛЬНЯНОГО ВОЛОКНА | 1999 |
|
RU2148113C1 |
| СПОСОБ ФОРМИРОВАНИЯ РОВНИЦЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2208070C2 |
| СПОСОБ ФОРМИРОВАНИЯ НЕКРУЧЕНОЙ РОВНИЦЫ ИЗ ЛЬНЯНОГО ВОЛОКНА | 2003 |
|
RU2227824C1 |
Способ предназначен для получения ровницы, являющейся полуфабрикатом прядильного производства, получаемым в результате вытягивания волокнистого продукта (ленты) и последующей фиксации взаимного расположения волокон. Для обеспечения возможности качественного вытягивания ровницы при оптимальной ее прочности она содержит сердечник, состоящий из натуральных волокон или их смеси с химическими волокнами и обвитый свободными концами принадлежащих ему волокон. Шаг обвивки составляет от 20 мм до 0,25 lш, где lш -модальная длина волокна. Для повышения производительности ровничной машины обвивку мычки осуществляют за счет скольжения свободных концов волокон по винтовым ребрам, выполненным из изоляционного материала на внутренней поверхности формирующей воронки. Контакт концов волокон с ребрами воронки обеспечивают за счет нанесения электрических зарядов противоположного знака на поверхность формируемой ровницы и на формирующую воронку. 2 с.п.ф-лы, 1 ил.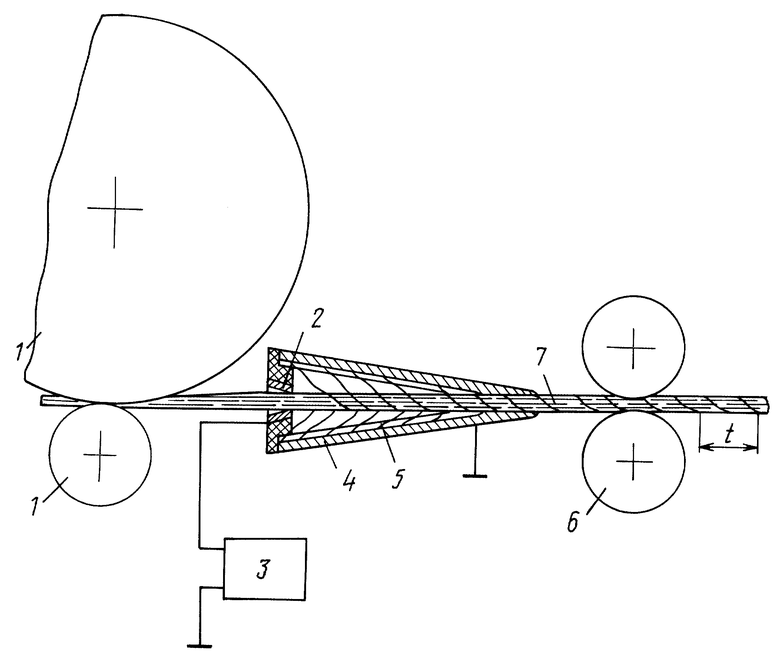
| ПЕРЕГРУЗОЧНОЕ УСТРОЙСТВО ДЛЯ ТРУБ | 0 |
|
SU375242A1 |
| DE 3730207 A1, 30.03.89 | |||
| ПОЛУФАБРИКАТ ДЛЯ ПРЯДИЛЬНОГО ПРОИЗВОДСТВА, СПОСОБ ЕГО ПОЛУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2057824C1 |
| ЭЛЕКТРОКОНТАКТНЫЙ ДАТЧИК ЗАВИСАНИЯ | 0 |
|
SU184277A1 |
| Экономайзер | 0 |
|
SU94A1 |
| Приспособление для уплотнения волокнистого продукта на текстильной машине | 1988 |
|
SU1567664A1 |
