Изобретение относится к прядильному производству текстильной промышленности и касается способа и устройства для формирования некрученой ровницы из льняного волокна.
В процессе производства пряжи из натуральных волокон формируется волокнистый продукт (лента), имеющий постоянный развес (линейную плотность). Для получения пряжи этот полуфабрикат проходит несколько этапов вытягивания, при этом его линейная плотность уменьшается. Продукт линейной плотностью 0,25-2 ктекс (ровница) имеет малую прочность и для фиксации подвергается слабому скручиванию (19-35 кр/м) или ссучиванию при переработке шерсти по аппаратной системе прядения (Труевцев Н.И. и др. Технология и оборудование текстильной промышленности. М.: Легкая индустрия, 1975).
Формирование ровницы таким способом сопровождается вращением рогулек, чья частота вращения ограничивает скорость выпуска ровничного оборудования, то же происходит при формировании ровницы из шерстяного волокна вследствие возвратно-поступательного движения сучильных рукавов. Ограничение скорости выпуска за счет ограничения частоты вращения рогулек или движения значительных масс при формировании шерстяной ровницы снижает производительность розничного оборудования.
Ровница, прочность которой обеспечивается за счет кручения, не обеспечивает равных условий вытягивания для волокон, находящихся внутри нее и на периферии. Это ведет к повышению неровноты пряжи, формируемой из такой ровницы.
Указанный недостаток устранен в ровнице, прочность которой обеспечивается за счет обвивки некрученого волокнистого сердечника тонкой комплексной нитью (RU 2124080 С1, 27.12.1998).
Однако такая ровница требует повышенных затрат на ее производство, так как в ее состав входит комплексная нить с линейной плотностью 2-10 текс, имеющая высокую себестоимость изготовления.
Все перечисленные недостатки устранены в способе получения ровницы, который заключается в том, что некрученый волокнистый сердечник, мычка, увлажняется на барабане, часть которого погружена в ванну с водой, многократно огибая его. После каждого погружения мычка протаскивается через уплотнитель для отжима и придания ей округлой формы (RU 2148113 С1, 27.04.2000).
Недостатком известного решения является чрезмерно высокое, неконтролируемое влагосодержание ровницы и ее недостаточное уплотнение. Кроме того, кончики волокон, находящихся на поверхности ровницы, при протаскивании через уплотнитель из-за ее недостаточной уплотненности могут загибаться, что ведет к повышению неровноты и ухудшает условия вытягивания такой ровницы в вытяжном приборе прядильной машины. Недостаточное уплотнение ровницы приводит и к ее расслаиванию в ремешковом вытяжном приборе прядильной машины, что также ведет к увеличению неровности и росту числа дефектов пряжи.
Кроме того, имеет место наличие участков на линии заправки, где прочность мычки мала. В частности, между выпускной парой и перфорированным барабаном смачивающего устройства мычка ничем не уплотнена и ее прочность определяется лишь цепкостью контактирующих между собой волокон. Мала прочность мычки и на участке, где она находится в воде в неконтролируемом состоянии. Здесь отсутствуют силы поверхностного натяжения, обеспечивающие прочность мокрой ровницы на воздухе. Поэтому на названных участках возникает скрытая вытяжка или обрыв, особенно при формировании ровницы малой линейной плотностью. Это делает такой способ формирования непригодным для формирования тонкой ровницы. Другим недостатком известного способа формирования ровницы является повышенный расход воды, который значительно превосходит количество, необходимое для обеспечения прочности ровницы за счет поверхностного натяжения. После намотки ровницы в бобину лишняя вода в течение нескольких часов стекает с бобины, ухудшая условия работы в цеху.
Наиболее близким аналогом заявленного способа является известный способ формирования некрученой ровницы из льняного волокна, согласно которому выходящую из вытяжного прибора мычку во влажном состоянии уплотняют ложной круткой и подают на намотку (DE 737706 A, 21.07.1943).
Наиболее близким аналогом заявленного устройства является известное устройство для формирования некрученой ровницы из льняного волокна, содержащее вьюрок для уплотнения ровницы (DE 737706 A, 21.07.1943).
В данных известных решениях не устранены в полной мере отмеченные недостатки.
Задачей группы изобретений является создание способа формирования некрученой ровницы из льняного волокна и устройства для его осуществления, обеспечивающие получение технического результата, состоящего в обеспечении оптимальных условий вытягивания на прядильной машине при получении тонкой льняной пряжи.
Этот технический результат в способе формирования некрученой ровницы из льняного волокна, согласно которому выходящую из вытяжного прибора мычку во влажном состоянии уплотняют ложной круткой и подают на намотку, достигается тем, что выходящую из вытяжного прибора мычку в зоне между вытяжным прибором и зажимом вьюрка в виде вращающегося механического крутильного органа ложной крутки подвергают предварительному увлажнению с одновременным осуществлением ее уплотнения во влажном состоянии ложной круткой, создаваемой этим вьюрком, а затем сформированную ровницу доувлажняют в замкнутом объеме, частично заполненном жидкостью, на участке снятия ложной крутки между вращающимся в жидкости и создавающим мелкодисперсную жидкостную среду зажимом вьюрка и выпускной парой крутильно-формирующего устройства.
Указанный технический результат в устройстве для формирования некрученой ровницы из льняного волокна, содержащем вьюрок для уплотнения ровницы, достигается тем, что вращающийся зажим выполненного в виде вращающегося механического крутильного устройства вьюрка заключен в неподвижный стакан, накапливающий смачивающую жидкость, стекающую через канал вьюрка из устройства предварительного увлажнения, при этом неподвижный стакан расположен в зоне размещения вращающегося зажима вьюрка соосно с ним и имеет являющееся баллоноограничителем осевое выходное отверстие, диаметр которого связан с линейной плотностью вырабатываемой ровницы соотношением:
d=0,003Т+2 мм,
где d - диаметр осевого выходного отверстия неподвижного стакана,
Т - линейная плотность вырабатываемой ровницы.
На чертеже представлена общая схема устройства для осуществления способа.
Устройство содержит вьюрок в виде механического крутильного устройства ложной крутки 3, зажим которого вращается в цилиндрической камере доувлажнения 8, частично заполненной жидкостью и расположенной соосно с вьюрком. Камера доувлажнения представляет из себя стакан с отверстием на выходе, выполняющим роль баллоноограничителя, снижающего колебания мычки в зоне между вращающимся зажимом вьюрка и выпускной парой. Диаметр d отверстия определяется из выражения:
d=0,003T+2 мм,
где Т - линейная плотность вырабатываемой ровницы.
Способ осуществляют следующим образом.
Мычка 1, выходящая из передней пары 2 вытяжного прибора, поступает в смачивающее устройство 4, через центральный канал которого проходит продукт, а через боковой подается смачивающая жидкость. Диаметр центрального канала для формирования ровницы с линейной плотность от 200 до 2000 текс должен составлять от 3 до 5 мм. При увеличении диаметра канала выше указанных величин эффективность смачивания снижается. Для обеспечения равномерного смачивания мычки, проходящей через центральный канал, боковой канал в смачивающем устройстве должен входить в центральный канал по касательной. Расход жидкости регулируется краном 6, а давление жидкости в смачивающем устройстве определяется положением накопительного бака 7. Количество жидкости, необходимое для формирования ровницы, определяется ее линейной плотностью. Экспериментально установлено, что 1 м наматываемого на катушку продукта должен содержать влаги от 1 до 2 мг на текс. При снижении влагосодержания ровницы ее прочность падает. А при превышении указанной нормы избыточная жидкость стекает с катушек при их складировании, что ведет к ухудшению условий труда и к неоправданному расходу смачивающей жидкости. Избыточное давление жидкости в формирующем устройстве должно составлять не более 20 кПа. При выходе из канала смачивающего устройства мычка подвергается ложному кручению с помощью механического вьюрка 3, при этом происходит ее уплотнение и формирование продукта округлой формы. За счет того, что крутке подвергается увлажненная мычка, эффективность уплотнения ровницы существенно возрастает, соответственно увеличивается и прочность ровницы. Пройдя зажим вьюрка, мычка теряет крутку, однако при этом сохраняет округлую форму и уплотненность. Далее мычка попадает в камеру доувлажнения 8, представляющую из себя стакан с отверстием на выходе. Диаметр отверстия выбирается в зависимости от линейной плотности вырабатываемой ровницы. Камера доувлажнения располагается соосно с вьюрком и его зажим вращается в этой камере. За счет вращения зажима крутильного устройства в замкнутом объеме, частично заполненном жидкостью, стекающей из смачивающего устройства через канал вьюрка, создается мелкодисперсная жидкостная среда, хорошо увлажняющая продукт, находящийся в ней, за счет чего повышается эффективность доувлажнения продукта. Пройдя через выходное отверстие камеры доувлажнения, выполняющее роль баллоноограничителя, сформированная ровница поступает в зажим выпускной пары 5 крутильно-формирующего устройства и далее на намотку.
Ровница, сформированная по предлагаемому способу, в отличие от прототипа не содержит сложенных вдвое волокон, т.к. сразу после выхода из вытяжной пары все волокна фиксируются в продукте с помощью крутки, сообщаемой вьюрком. Крутка, наложенная на продукт во влажном состоянии, в зоне между вытяжной парой и зажимом вьюрка снимается с него в зоне между зажимом вьюрка и выпускной парой, когда влажные волокна предварительно уплотнены (прижаты друг к другу) круткой и уже в этом состоянии зафиксированы силами поверхностного натяжения в камере доувлажнения.
Таким образом, заявленные способ и устройство для его осуществления обеспечивают повышение качества ровницы, предназначенной для выработки из нее тонкой льняной пряжи.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ФОРМИРОВАНИЯ НЕКРУЧЕНОЙ РОВНИЦЫ ИЗ ЛЬНЯНОГО ВОЛОКНА | 2000 |
|
RU2168569C1 |
| СПОСОБ ФОРМИРОВАНИЯ НЕКРУЧЕНОЙ РОВНИЦЫ ИЗ ЛЬНЯНОГО ВОЛОКНА | 2003 |
|
RU2227824C1 |
| РОВНИЦА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2000 |
|
RU2164567C1 |
| СПОСОБ ФОРМИРОВАНИЯ НЕКРУЧЕНОЙ РОВНИЦЫ ИЗ ЛЬНЯНОГО ВОЛОКНА | 1999 |
|
RU2148113C1 |
| СПОСОБ ФОРМИРОВАНИЯ И ПОДГОТОВКИ ЛЬНЯНОЙ РОВНИЦЫ К ПРЯДЕНИЮ | 2008 |
|
RU2404300C2 |
| СПОСОБ ПОЛУЧЕНИЯ РОВНИЦЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2128252C1 |
| ОДНОПРОЦЕССНЫЙ СПОСОБ ПОЛУЧЕНИЯ КРУЧЕНОЙ КОМПОНЕНТНОЙ НИТИ | 1972 |
|
SU342365A1 |
| Способ получения пряжи из волокнистой ленты | 1989 |
|
SU1788103A1 |
| СПОСОБ ФОРМИРОВАНИЯ И ПОДГОТОВКИ НЕКРУЧЕНОЙ ЛЬНЯНОЙ РОВНИЦЫ К ПРЯДЕНИЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2467103C2 |
| УСТРОЙСТВО ДЛЯ СМАЧИВАНИЯ ВОЛОКНИСТОГО ПРОДУКТА НА ПРЯДИЛЬНЫХ И КРУТИЛЬНЫХ МАШИНАХ | 1990 |
|
RU2029805C1 |
Способ и устройство могут быть использованы для формирования некрученой ровницы из льняного волокна в прядильном производстве текстильной промышленности и позволяют обеспечить оптимальные условия вытягивания на прядильной машине при получении тонкой льняной пряжи. Согласно способу выходящую из вытяжного прибора мычку в зоне между вытяжным прибором и зажимом вьюрка в виде вращающегося механического крутильного органа ложной крутки подвергают предварительному увлажнению с одновременным осуществлением ее уплотнения во влажном состоянии ложной круткой, создаваемой этим вьюрком. Затем сформированную ровницу доувлажняют в замкнутом объеме, частично заполненном жидкостью, на участке снятия ложной крутки между вращающимся в жидкости и создающим мелкодисперсную жидкостную среду зажимом вьюрка и выпускной парой крутильно-формирующего устройства и подают на намотку. Устройство для осуществления способа содержит выполненный в виде вращающегося механического крутильного устройства вьюрок, вращающийся зажим которого заключен в неподвижный стакан, накапливающий смачивающую жидкость, стекающую через канал вьюрка из устройства предварительного увлажнения. Неподвижный стакан расположен в зоне размещения вращающегося зажима вьюрка соосно с ним и имеет являющееся баллоноограничителем осевое выходное отверстие, диаметр которого связан с линейной плотностью вырабатываемой ровницы соотношением d=0,003Т+2 мм, где d - диаметр осевого выходного отверстия неподвижного стакана, Т - линейная плотность вырабатываемой ровницы. 2 с.п. ф-лы, 1 ил.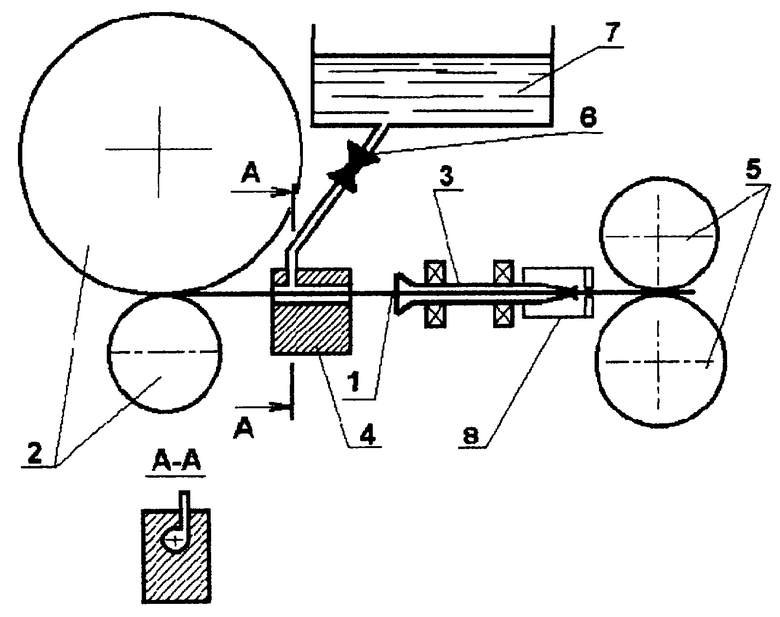
d=0,003T+2 мм,
где d - диаметра осевого выходного отверстия неподвижного стакана;
Т - линейная плотность вырабатываемой ровницы.
| Излучающая насадка газовой горелки | 1978 |
|
SU737706A1 |
| Способ автоматического управления регенеративной стекловаренной печью | 1978 |
|
SU743965A1 |
| US 3137117 A, 16.06.1964 | |||
| СПОСОБ ПОЛУЧЕНИЯ РОВНИЦЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2128252C1 |
| CH 685124 A5, 31.03.1995 | |||
| EP 0548026 A1, 23.06.1993 | |||
| DE 3003389 A1, 06.08.1981. | |||
