Изобретения относятся к прядильному производству текстильной промышленности и касаются полуфабриката, полученного в результате вытягивания волокнистого продукта (ленты) и последующей фиксации взаимного расположения волокон, и способа его формирования.
В процессе производства пряжи из натуральных волокон формируется волокнистый продукт (лента), имеющий постоянный развес (линейная плотность). Для получения пряжи этот полуфабрикат проходит несколько этапов вытягивания. При этом его линейная плотность уменьшается. Продукт с линейной плотностью 0,25 - 2 ктекс (ровница) имеет малую прочность и для фиксации волокон подвергается слабому скручиванию (10 - 40 кр/м) или ссучиванию при переработке шерсти по аппаратной системе прядения (Труевцев Н.И. и др., Технология и оборудование текстильного производства, М., Легкая индустрия, 1975 г.).
Формирование такой ровницы сопровождается вращением паковки с готовой ровницей, имеющей значительную массу, или возвратно-поступательным движением сучильных рукавов. Движение значительных масс ограничивает скорость получения ровницы.
Данный недостаток позволяет устранить известная из патента ФРГ N 2447715, опублик. 15.12.77 ровница, содержащая сердечник, состоящий из натуральных волокон или их смеси с химическими волокнами и обвитый химической комплексной нитью или мононитью.
Не присущ указанный недостаток и известному из патента ФРГ N 2537680, опублик. 21.09.78 способу формирования ровницы, заключающемуся в том, что выходящую из вытяжного прибора мычку обвивают химической нитью, сходящей с катушки, установленной на полом шпинделе.
Однако данные решения не обеспечивают оптимальных условий вытягивания сформированной ровницы при ее последующей переработке.
Задачей группы изобретений является создание ровницы и способа ее формирования, обеспечивающих получение технического результата, состоящего в улучшении условий вытягивания ровницы, не требующей при ее формировании вращения или возвратно-поступательного движения значительных масс.
Этот технический результат в ровнице, содержащей сердечник, состоящий из натуральных волокон или их смеси с химическими волокнами и обвитый химической комплексной нитью или мононитью, достигается тем, что шаг обвивки составляет от 30 мм до 0,7 lш, где lш - модальная длина волокна, и линейная плотность обвивочной нити находится в диапазоне 2 - 10 текс.
Указанный технический результат в способе формирования ровницы, заключающемся в том, что выходящую из вытяжного прибора мычку обвивают химической нитью, сходящей с катушки, установленной на полом шпинделе, достигается тем, что сматывание обвивочной нити осуществляют с неподвижной катушки, имеющей диаметр d2t/π, где t - шаг обвивки.
Шаг обвивки волокнистого сердечника выбирается таким образом, чтобы силы трения, возникающие между волокнами вследствие давления на них обвивочной нити, не препятствовали процессу вытягивания.
На чертеже показан внешний вид ровницы и технологическая схема ее формирования.
Примеры конкретного исполнения предлагаемой ровницы.
Эксперименты показывают, что при шаге обвивки t, меньшем 30 мм, прочность ровницы значительно возрастает, что создает препятствия для ее дальнейшей вытяжки. При увеличении шага обвивки прочность ровницы снижается, однако она остается достаточной для обеспечения нормального процесса ее наматывания на катушку и сматывания на прядильной машине. Если шаг обвивки превышает 0,7 lш, где lш - модальная длина волокна (мм), то прочность ровницы падает настолько, что ее наматывание становится невозможным. Линейная плотность обвивочной нити определяется ее прочностью. Это связано с тем, что в процессе последующего вытягивания ровницы обвивочная нить должна разрываться и силы ее разрыва не должны влиять на работу вытяжного прибора. Испытаниями установлено, что этим требованиям отвечают химические нити с линейной плотностью не более 10 текс. Нижняя граница диапазона линейных плотностей обвивочной нити определяется прочностью нити, достаточной для ее сматывания с катушки при обвивке ровницы. При отсутствии специальных приспособлений этому условию отвечает нить линейной плотности 2 текс.
Формирование предлагаемого продукта может производиться без вращения паковки с обвивочной нитью. Катушка 4 с обвивочной нитью устанавливается на полый неподвижный шпиндель 3. Мычка 2, выходящая из передней пары вытяжного прибора 1, проходит сквозь шпиндель 3, нить, сходящая с катушки 4, обвивается вокруг нее, образуя ровницу 5, которая выводится из зоны формирования вытяжной парой 6.
При прохождении мычки длиной, равной длине окружности катушки, производится один шаг обвивки. Таким образом, для обвивки с шагом t = 30 мм катушка с обвивочной нитью должна иметь диаметр 30/π = 9,5 мм. При большем шаге обвивки диаметр катушки соответствующим образом увеличивается. Катушка с диаметром наматывания 9,5 мм может вместить количество обвивочной нити, вполне достаточное для формирования одной ровничной паковки. Действительно, при формировании ровницы 2 ктекс с обвивочной нитью 2 текс для формирования ровничной паковки массой 5 кг требуется 5 г обвивочной нити. При большем шаге обвивки одна катушка с обвивочной нитью может использоваться для формирования нескольких ровничных катушек.
Существенными отличиями заявленной ровницы от прототипа является шаг обвивки от 30 мм до 0,7 lш, где lш - модальная длина волокна (мм), не препятствующий дальнейшему процессу вытягивания на прядильной машине, и линейная плотность обвивочной нити 2 - 10 текс, не нарушая при разрыве процесс вытягивания.
Существенным отличием способа формирования волокнистого продукта является сматывание обвивочной нити с установленной на неподвижном шпинделе катушки с диаметром d = t/π, где t - шаг обвивки.
Указанные особенности ровницы и способа ее формирования позволяют улучшить условия вытягивания ровницы в виде волокнистого сердечника, обвитого химической нитью, производить формирование такого продукта без вращения катушки с обвивочной нитью.
Полезный эффект при использовании данной группы изобретений заключается в существенном увеличении скорости формирования ровницы, снятии ограничений, связанных с необходимостью вращения паковок, имеющих значительную массу, при формировании ровницы.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОВНИЦА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1998 |
|
RU2128251C1 |
| СПОСОБ ПОЛУЧЕНИЯ РОВНИЦЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2128252C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФАСОННОЙ ПРЯЖИ | 2000 |
|
RU2170294C1 |
| РОВНИЦА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2000 |
|
RU2164567C1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ НЕКРУЧЕНОЙ РОВНИЦЫ ИЗ ЛЬНЯНОГО ВОЛОКНА | 2000 |
|
RU2168569C1 |
| СПОСОБ ФОРМИРОВАНИЯ И ПОДГОТОВКИ НЕКРУЧЕНОЙ ЛЬНЯНОЙ РОВНИЦЫ К ПРЯДЕНИЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2467103C2 |
| СПОСОБ ФОРМИРОВАНИЯ И ПОДГОТОВКИ ЛЬНЯНОЙ РОВНИЦЫ К ПРЯДЕНИЮ | 2008 |
|
RU2404300C2 |
| СПОСОБ ФОРМИРОВАНИЯ НЕКРУЧЕНОЙ РОВНИЦЫ ИЗ ЛЬНЯНОГО ВОЛОКНА | 1999 |
|
RU2148113C1 |
| СПОСОБ ФОРМИРОВАНИЯ РОВНИЦЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2208070C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОКОМПОНЕНТНОЙ ПРЯЖИ | 1997 |
|
RU2124081C1 |
Способ предназначен для получения полуфабриката прядильного производства в виде ровницы. Для улучшения условий вытягивания ровницы, не требующей при ее формировании вращения или возвратно-поступательного движения значительных масс, ровница имеет состоящий из натуральных волокон или их смеси с химическими волокнами сердечник, который обвит комплексной нитью или мононитью с шагом обвивки, составляющим от 30 мм до 0,7 lш, где lш - модальная длина волокна. Линейная плотность обвивочной нити находится в диапазоне 2 - 10 текс. Для получения ровницы выходящую из вытяжного прибора мычку обвивают химической нитью, сходящей с неподвижной катушки, установленной на полом шпинделе и имеющей диаметр d = t/π, где t - шаг обвивки. 2 с.п.ф-лы, 1 ил.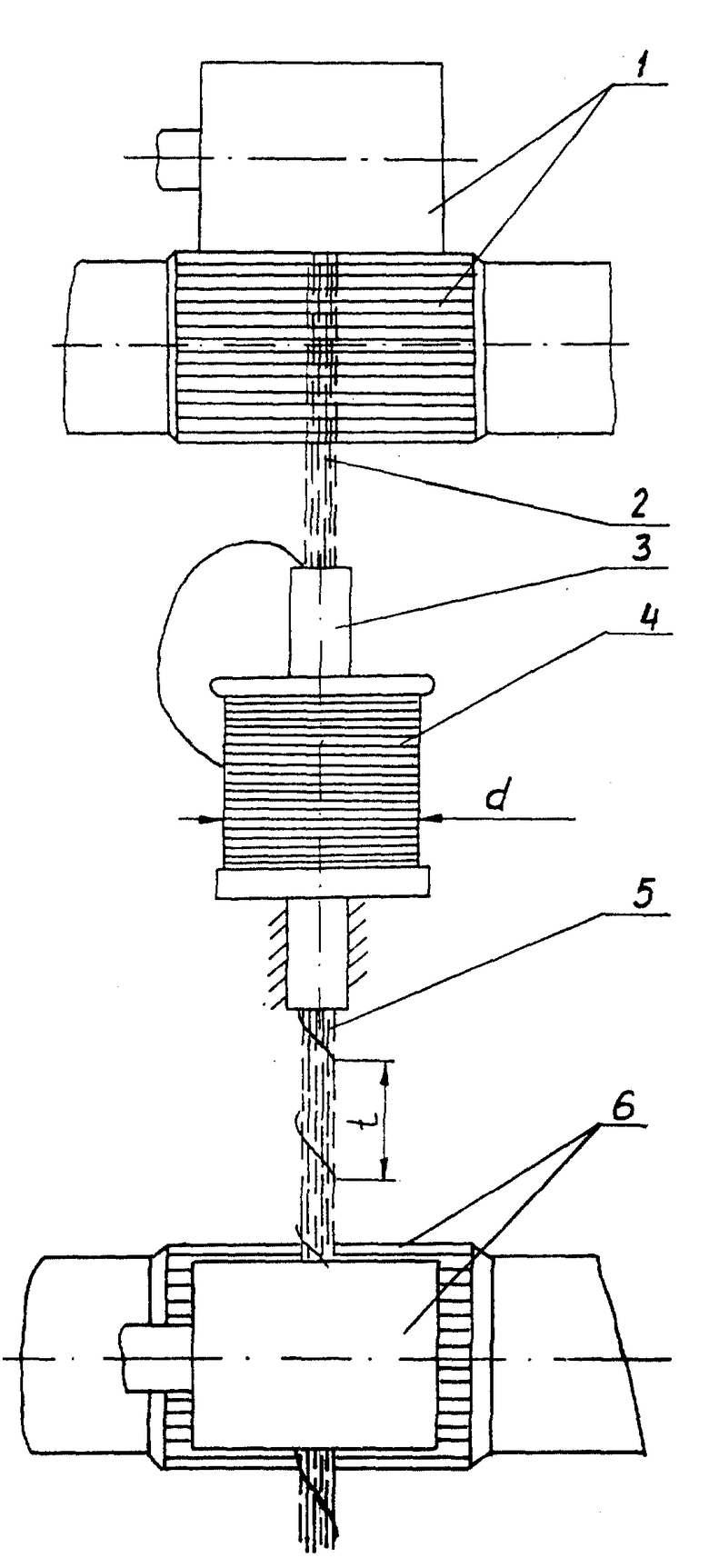
| СПОСОБ ПОЛУЧЕНИЯ НЕКУРИТЕЛЬНОГО ИЗДЕЛИЯ ИЗ МАХОРКИ | 2010 |
|
RU2447715C1 |
| СПОСОБ МОНТАЖА МЕЖКОМНАТНОЙ ДВЕРИ В ПРОЕМЕ СТЕНЫ И МОНТАЖНАЯ ПЛАСТИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2537680C2 |
| DE 3140030 A1, 24.04.83 | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| DE 4041719 A1, 25.06.92 | |||
| ПОЛУФАБРИКАТ ДЛЯ ПРЯДИЛЬНОГО ПРОИЗВОДСТВА, СПОСОБ ЕГО ПОЛУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2057824C1 |
